
Welding metals and alloys with fiber lasers is bringing more new capabilities and greater flexibility to the field, which has led to increased attention from many leading manufacturers, especially in aerospace. These research and progress are mainly to develop processes and systems related to fiber laser welding of 2D and 3D components, including low, medium and high power CW and QCW fiber lasers.
Proven application on metals and alloys such as 304 stainless steel, titanium alloys (Ti-6Al-4V titanium alloy and Ti-6Al-2Sn-4Zr-6Mo titanium alloy) and nickel based refractory alloys including Inconel 625, Inconel Superalloys such as 718 and Hastelloy X. With their kilowatt average power, 1 μm wavelength, and high brightness (beam quality), high-power CW and QCW fiber lasers offer a laser source with new capabilities and flexibility
Compared to CO2 laser welding, 1 μm wavelength fiber lasers offer advantages including: the use of fiber optic cables without the need to turn mirrors, which makes beam guidance easier; more absorbed by metals, especially those that are well conductive, such as aluminum and Copper; less absorbed by the plasma plume formed on the weld puddle. Compared to high-power Nd:YAG lasers, the higher brightness of fiber lasers means that the laser beam can be focused to a smaller size as needed, which results in higher power density. These factors contribute to higher penetration and faster welding speeds than other laser sources at the same power. It will also contribute to a more stable welding process in a wide variety of metals and alloys.

Over the past 33 years, Laserdyne has installed many laser welding machines for aerospace (engine and airframe), automotive, electronics, hydraulic couplings, medical equipment and other applications using CO2 and Nd:YAG lasers As a laser light source, fiber lasers are more recently used. Extensive experience gives Laserdyne the full flexibility to use these lasers to weld high value-added components.
Welding Metals And Alloys
Welding experiments were performed with Prima Power Laserdyne equipment under a range of different laser parameters and shielding gas conditions. Use metallographic analysis (section) and X-ray techniques to record laser (spot size, laser power, etc.) and processing parameters (type of shielding gas, gas flow rate, gas delivery method, welding speed, focus position, etc.) and the resulting weld The relationship between shape and structure. For example, the tests shed light on the factors that cause porosity in welds and how to obtain porosity-free welds. These tests also illustrate the effect of laser and processing parameters on weld shape and structure.
The most comprehensive research has recently been around the application of laser welding of aerospace alloys (Figure 2). For these materials, the main challenge is that the requirements for the connection are extremely strict, and the welds must not have any cracks or pores. It must be ensured that the correct shape of the weld is obtained to guarantee good mechanical properties also at high temperatures. Tests have shown that CW and QCW fiber lasers have the ability to weld aerospace alloys.
The challenge, however, lies in the robustness of the laser and machining parameters, which means guaranteeing a consistently stable quality of the weld. Laserdyne has formulated laser and machining parameters for welding applications in all aerospace alloys. Welding tests have shown that weld quality is not controlled by a single parameter, but is influenced by a combination of laser and machining parameters. These studies also show that welds free of cracks and pores can be obtained relatively easily in a range of nickel- and titanium-based alloys.
The welding test also includes filler wire welding. The joining of certain alloys and dissimilar materials requires additional filler material to control the structure of the weld metal and avoid cracks, thereby ensuring the desired mechanical properties are obtained. In other cases, filler metal is used to control the geometry of the weld, giving the surface of the weld fusion zone a slight bump (reinforcement). Filler materials are also used to compensate for poor or even mismatches in laser welded butt joint construction. The laser wire filler welding process is affected by a variety of parameters, and many parameters of the laser and wire filler determine the quality of the resulting weld. Through the above welding tests, all important parameters related to the addition of filler material have been optimized, thus ensuring the quality of the weld.
Brings New System Features
A major hardware development is a new focusing lens group with a cross-nozzle design that ensures the compact form factor of Laserdyne’s third-generation BeamDirector system (called BD3Y). The cross-nozzle design provides a high-velocity gas barrier to prevent metal sparks from the weld area from contaminating the lens guard slide. The key to this design is that the cross nozzle also avoids contamination or interference from the welding shielding gas. Cross nozzles can affect complete shielding gas supply equipment, including welding coaxial gas nozzle tips.
The shielding gas liner will provide a controlled melting zone in the weld zone, where it will cool until the material is unaffected by the ambient atmosphere. This is important for welding materials that have a strong affinity for oxygen and nitrogen in the ambient atmosphere, such as titanium alloys. Another important benefit of the design of the focusing lens/shielding gas assembly for laser welding is that these assemblies can be quickly adjusted by means of an embedded focusing lens to change the size of the focused spot.
Increased Control For High-Quality Welds
The use of Laserdyne S94P controls has proven to enable new laser control capabilities, especially slow acceleration control of laser power and sub-millisecond laser pulse shaping, which results in more consistent, high-quality welds. It expands the range of materials for laser welding applications, thereby increasing the flexibility of laser welding systems. Pulse shaping has been shown to be effective in controlling the shape and structure of the weld. This is mainly achieved by controlling the temperature distribution during weld formation and cooling of the weld fusion zone and heat affected zone.
For example, the cooling of the alloy is controlled by providing a lower pulse amplitude after the initial part of the pulse, which gradually hardens with the rapid cooling during laser fusion. Another example is the use of pulse shaping (maintaining high pulse amplitude in the leading edge portion) for materials that reflect the laser beam. Rapidly heating the surface increases the absorption of the laser beam for a more consistent process.
All of the above functions have been standardized and implemented in the company’s product line of 3-axis and 7-axis systems. The progress on these fiber laser systems is just the beginning: as new users join, there is no doubt that their unique applications and their experience will help the industry to increase productivity, improve quality, and achieve greater benefits.
The Detail Of BE-CU Laser Cutting Company

BE-CU.COM Laser Cutting provides services to a wide network of industries and markets. BE-CU is uniquely positioned to Laser Cut, Laser Engrave, Precision CNC Machine and Precision Finish Grind parts and components.We use large format industrial laser cutting machines that are extremely precise with up to .001” tolerance. Not only we cut and engrave your project, we are ready to answer any questions you may have about the process and give you expert advice.
So, reach out even if you’re unsure of your specific need or if you think you may require a different type of manufacturing service(as laser cutting medical parts). Laser cutting service by BE-CU makes ordering your parts simple. Just upload your CAD files onto the platform for an instant price and lead time. Our mission is to save engineers’ time for value-adding activities.
-

Etching LED EMC Packaging Bracket
-

Etching Low Resistivity Copper 110 Contact Rings
-
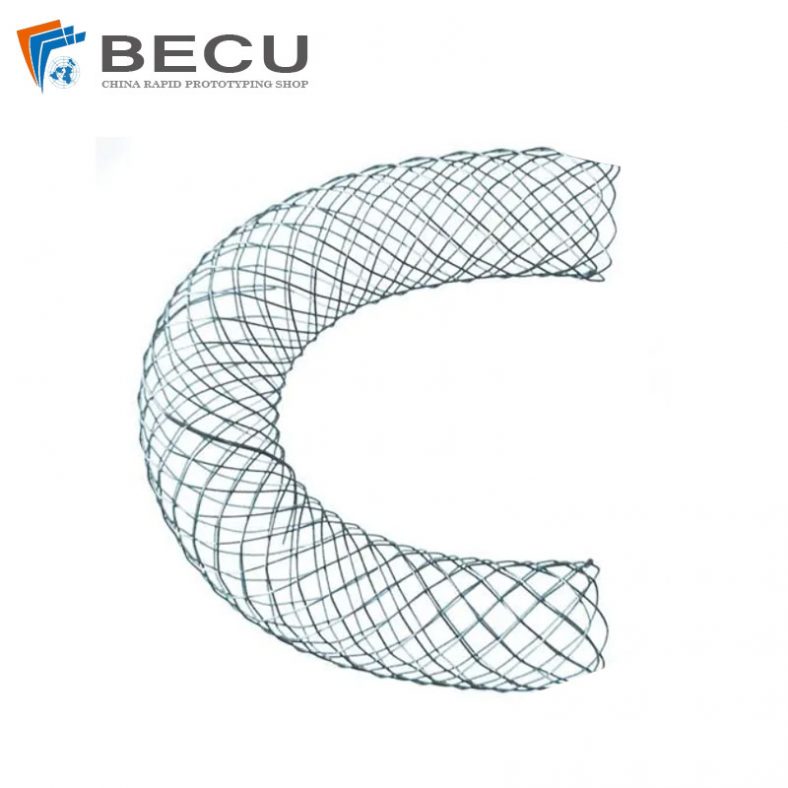
Laser Cut Nitinol Stent For Bile Duct
-
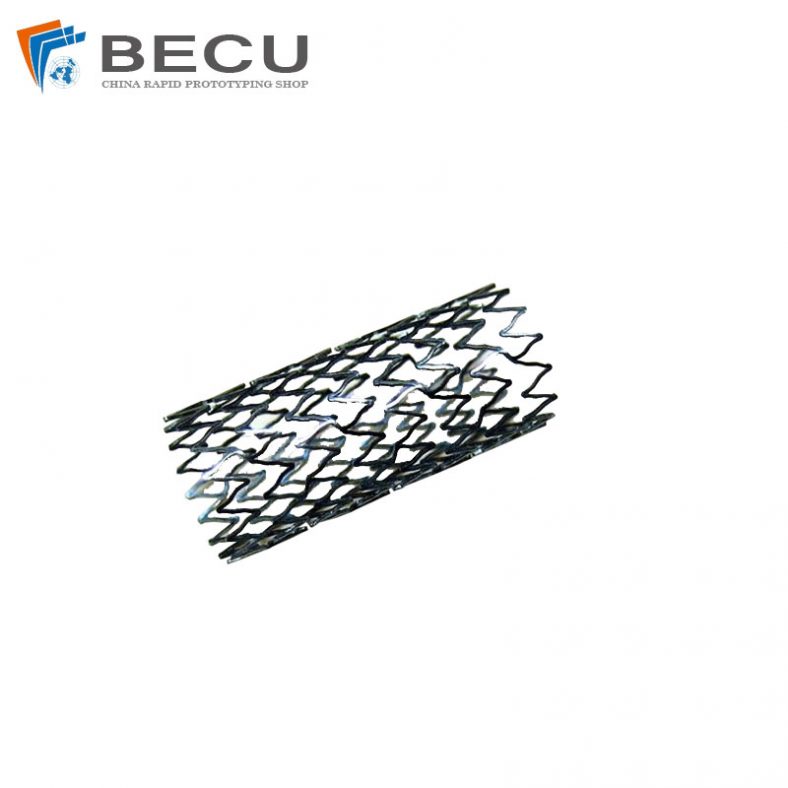
Stents For Carrying Valves And Venous Valve Replacement Devices
-
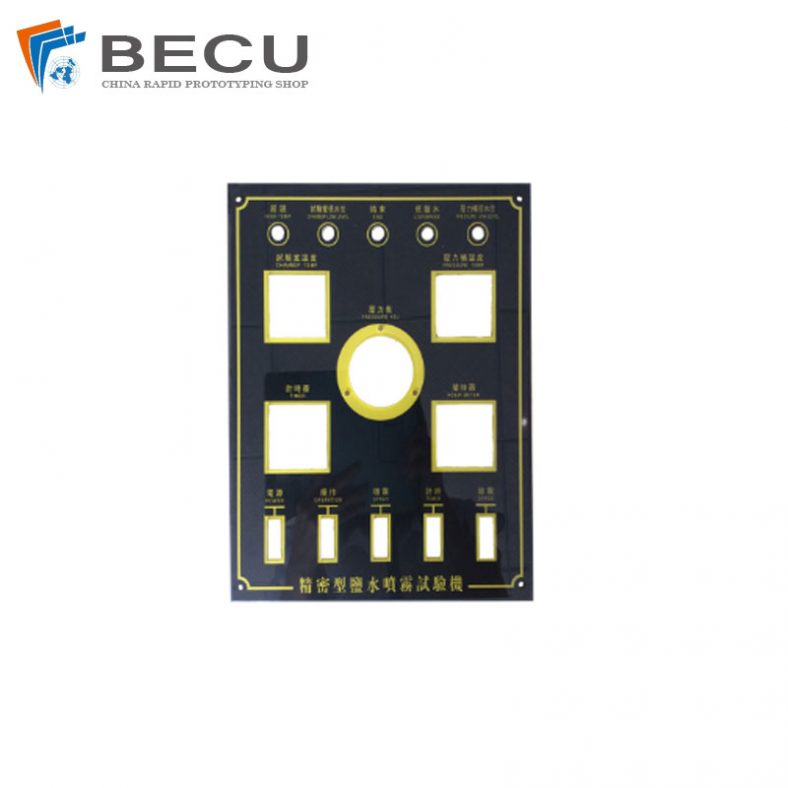
Laser Cutting PC Anti-Static Membrane Switch
-
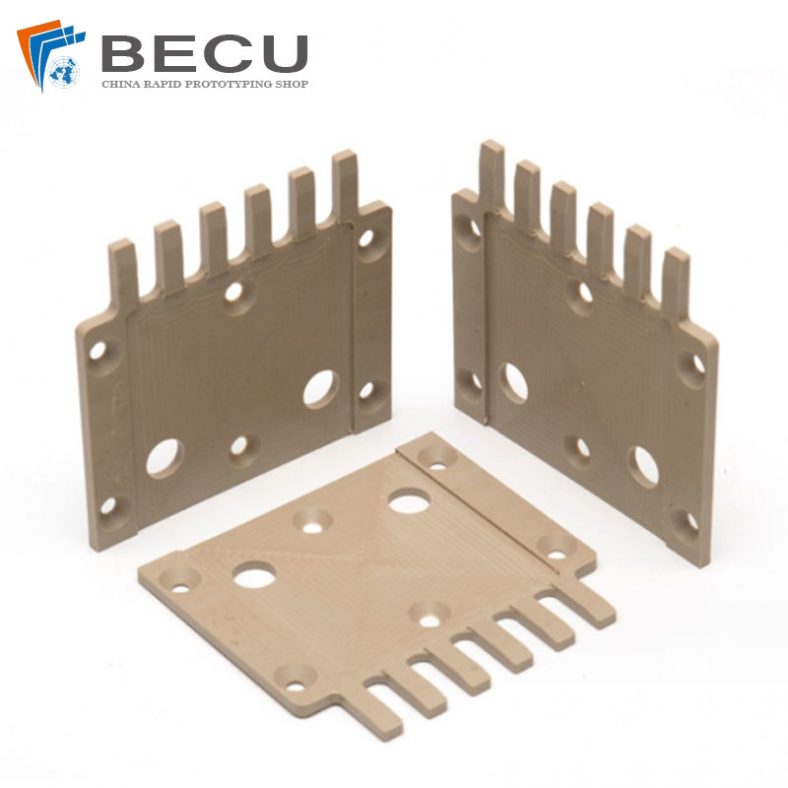
Precision Engraving Special-Shaped Natural Color PEEK Parts
-

Acrylic Laser Cut Signs
-

Acrylic Laser Cut Earrings