
Automotive Die Casting Services On Demand
With the first industry we served being the high-performance aftermarket automotive market. We understand what it takes to remain competitive in the automotive parts manufacturing industry.Automotive Die Casting parts not only need to conform to stringent engineering standards, but parts must also adhere to strict aesthetic standards.Our automotive experts will deliver quality components on time by utilizing our die casting capabilities, stocking programs and JIT services. You can count on Be-cu.com to build and maintain a long-term partnership by always offering you, our customer, Best Price, Best Value, and World Class Customer Service second to none. Whether Drivetrain, Fuel, Brake, Suspension, Electronics or HVAC, Be-cu.com will drive the initiatives needed to add Value to your business and improve your Competitive Advantage.

Aluminum Die Casting For Automotive
Aluminum parts are found in the automobile’s frame and body, engine, wheels, lamps, air conditioning and electrical wiring systems, and more. Aluminum weighs less than steel, it absorbs energy, and it is malleable, durable and recyclable. These characteristics offer a range of benefits.
Lightweight aluminum enables auto manufacturers to build vehicles that accelerate, brake and handle better. Lighter-weight parts also mean that aluminum cars are more fuel-efficient than those with a preponderance of steel components.
When automotive precision aluminum die casting parts are needed, Be-cu.com is your go-to manufacturer.Be-cu.com will supply you with the highest level of accuracy and service when it comes to automotive aluminum die casting. Be-cu.com has 30+ years of experience with aluminum die casting operations and has supplied several leading industries with precision parts, including the auto industry. See why Be-cu has been a leading automotive die casting shop for over a decade. Let us exceed your expectations. Contact us or email us at [email protected] and start an automotive project today.
Automotive Die Casting Process And Post-Processing
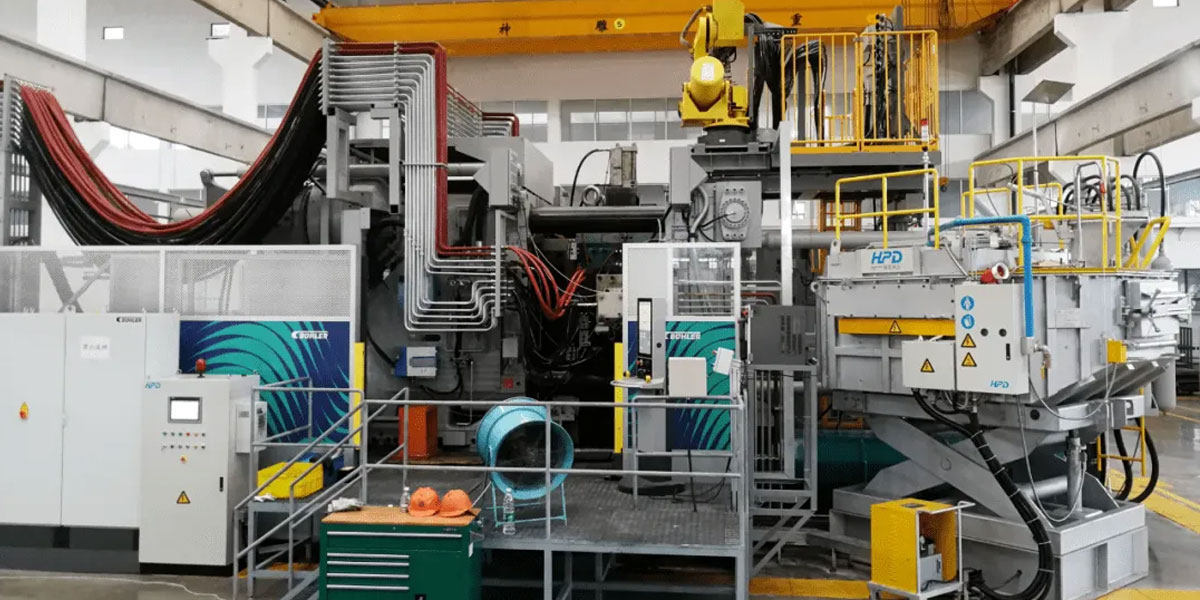
Most of the structural parts for automobiles are made of iron or steel and produced by the corresponding manufacturing process. According to the requirements of automotive lightweighting, such casting materials are being transformed into light alloys. Die-casting process has high productivity, casting precision and a series of advantages, with die casting process production of structural parts can not only shorten the production cycle, but also to achieve precision near net forming, eliminating a large number of machining sequence, saving costs. Therefore, die-casting method is the production of aluminum, magnesium alloy automotive structural parts of a very competitive process. Some European die-casting manufacturers have successfully die-cast a variety of structural parts, and achieved considerable economic benefits, become a new economic growth point for the die-casting industry
Die Castings Production
Vacuum Die Casting For Automotive Parts
Automotive Die Casting Mold Making
Automation Die Casting For Automotive Parts
Packaging And Transportation


Mobilization Inspection
Heat Treatment
In order to improve the mechanical properties, corrosion resistance, dimensional stability, cutting and machining properties and welding properties of the castings, heat treatment of the die casting blank parts is required. Generally speaking, ordinary die castings cannot be treated at high temperatures due to the high gas content. This is because the gas in the casting expands and gathers under high temperature heat treatment, causing the surface of the casting to bulge, while seriously reducing the elongation of the casting. Due to the high vacuum die casting, the gas content in the casting can be less than 15ml/100g, or even less than 10ml/100g, allowing the casting to be heat treated to T7, which can significantly improve the strength and toughness of the casting at the same time.
Frames filled with blank parts are conveyed on a roller conveyor to the heat treatment loading station, where workers remove the parts from the frames and place them on heat treatment trays, with three pieces on each tray. Each heat treatment pallet has a ceramic 2D code and the data is automatically uploaded to the ERP system when the pallet passes through the scanner.
- Solid solution treatment : T7 heat treatment (solid solution treatment plus stabilisation treatment) is carried out, with the solid solution temperature and time strictly in accordance with the process requirements, so that the soluble phase within the alloy is fully dissolved. After the solid solution treatment the microstructure changes, the eutectic silicon is fused, granulated and spheroidised and will be uniformly distributed on the α-Al solid solution. The Mg-rich phase is also fully dissolved in the α-Al solid solution. The parts are easily deformed during the heat treatment process due to the very fast cooling rate during the die-casting process, coupled with the stress concentration caused by unbalanced solidification, and if the deformation is not well controlled, subsequent machining and assembly cannot be achieved. The heat treatment pallet is an important tooling for the heat treatment process. A reasonable design can greatly reduce the deformation of the part during the heat treatment process and create favourable conditions for the subsequent orthopaedic process. The design and modification of pallets is a dynamic process that is constantly optimised and tested by production practice and software simulation.
- Air cooling : This continuous pass-through heat treatment furnace is designed in a multi-layer design in order to save space, with the first layer for solution treatment and the second, third and fourth layers for ageing treatment. The transfer of workpieces and pallets is done by means of a hoist with a temperature control accuracy of 3°C. At the end of the holding time, the pallets and parts enter the air-cooling station and simultaneously air-cool the four pallets. The air-cooling time and cooling rate are executed according to the process parameters. After processing, the parts are cooled to room temperature, the parts are scanned with a QR code and the data is entered into the heat treatment furnace database and ERP system
Air Bubble Inspection And Repair
Correction And Detection
The deformation of the part occurs mainly during the air-cooled quenching process, with minimal deformation during the subsequent artificial ageing process. The aluminium part was quenched and instead of hardening before the crystals were formed, the material became softer and more plastic than before.
Due to the complex shape and size of this product, it is necessary to control the form accuracy of 27 points, which is very difficult to calibrate manually and can seriously affect the quality and efficiency of production. The actual deviation of each monitoring point is displayed on the screen in the form of a graph, making it easy for the operator to keep abreast of the straightening situation, occasionally with manual straightening, so that the requirements of quality and efficiency are met. The product is available in two varieties, left and right, so two straightening machines are arranged to handle the left and right pieces respectively. Each machine has a quality-checked standard sample, and for every 25 products straightened, the machine is re-calibrated with the standard parts. The automatically corrected ones are marked on the product with a green marker, scanned with a 2D code and placed in the heat treatment stand, where a conveyor roller conveyor returns the parts and heat treatment pallets to the heat treatment furnace for manual ageing treatment.
Stabilization Treatment
Automatic Grinding
All mating surfaces, contact surfaces and mounting parts need to be smooth and burr-free, the grinding process generates a lot of dust and noise, the environment is harsh and the work intensity is high, in the case of larger production, automatic grinding by robot, completely closed grinding compartment to isolate the dust and noise, the dust removal system ensures 100% collection of air dust in the compartment, the collected dust is automatically added with water to form a paste and transported to the cleaning trolley. The collected dust is automatically transported to the cleaning trolley with water to form a paste.
The operator places the left and right workpieces onto two conveyor belts and transports them into the automatic grinding compartment positioning position, where the robot scans the QR code of the workpieces and grabs the castings for automatic grinding according to the process route.
The grinding compartment is equipped with 6 ABB robots and the polished workpieces are placed on the belt conveyor and transported to the machining area.
CNC Machining Automotive Parts
Cleaning Of Automotive Die Castings
Assembling Of Automotive Die Castings
The Advantage Of Automotive Die Casting
- Good Product Quality: castings have high dimensional accuracy, generally equivalent to 6~7, or even up to 4; good surface finish, generally equivalent to 5~8; strength and hardness are higher, and the strength is generally 25 higher than sand casting ~30%, but the elongation is reduced by about 70%; the size is stable, and the interchangeability is good; it can die-cast automotive thin-walled complex castings. For example, the minimum wall thickness of current zinc alloy die-cast aluminum parts can reach 0.3mm; automotive castings can reach 0.5mm; the minimum casting aperture is 0.7mm; and the minimum pitch is 0.75mm.
- High Production Efficiency: high machine productivity. For example, the 3-type horizontal cold-air die-casting machine in the BE-CU die-casting workshop can die-cast 600-700 times in eight hours on average, and the small hot-chamber die-cast machine can die-cast on average every eight hours. 3000~7000 times; long life of die-cast mold, one pair of die-cast mold, die-cast clock alloy, life can reach hundreds of thousands of times, even millions of times; easy to achieve mechanization and automation.
- Excellent Economic Effect: due to the precise size of automotive die casting parts, the surface is smooth and clean. Generally, it is not used for mechanical fabrication but directly used, or the volume fabrication is small, so it not only improves the utilization rate of metal, but also reduces a large number of fabrication equipment and man-hours; the price of castings is cheap; combination die-cast aluminum can be used with other metal or non-metal materials . It saves not only assembly man-hours but also metal.
Looking for reliable, quick-turn automotive die casting services suppliers and CNC Machined product manufacturers? With 20+ of advanced die casting machines, our unparalleled design and production capacity capabilities guarantee premier OEM automotive die casting parts to worldwide customers. At BE-CU – China Top Die Casting Supplier, you can find comprehensive certified die casting process (thin wall automotive die casting, cold chamber automotive die casting, hot chamber automotive die casting,automotive die casting mold making) for volume production of end-use components or full item.

Why Choose BE-CU Automotive Die Casting Service?
- Modern and advanced casting equipment to ensure highest accuracy of automotive die casting parts.
- Vacuum die casting machine in house
- Aluminium High Pressure Die Casting machines from 450 ton to 3000 ton,max weight :60kg (133pound)
- 50 set cnc machine for machined castings parts,metal, extrusion etc.
- Powder coating production line,CMM,X-ray in house
- Design and produce complex custom automotive parts
- Has strong and professional technical team and efficient management operation system and is equipped with advanced manufacturing equipment, ensure you can get best automotive parts of die casting service.
Certifications & Quality List
- ISO 9001:2015 certified
- Fully compliant with the exacting requirements of our customers
- Compliance in DFARS materials sourcing requirements
- Strict compliance with PPAP and Process
- FMEA for automotive customers
- Skilled in KanBan and CMM Inspection and inventory management systems
- ITAF 16949 certified

Product Description Of Our Automotive Die Casting Services
Automotive Die Casting Applications:
Automotive die casting parts can be applied to Drivetrain, Fuel, Brake, Suspension, Electronics or HVAC
Custom Colors:
Black, Natural, Blue, Green and different colors as your requirements
Surface Finishing:
Sand blasting, shot blasting, polishing, anodizing, oxidation, electrophoresis, chromate, powder coating and painting
Various Automotive Die Casting Process:
Automotive Thin Wall Die Casting, Automotive Cold Chamber Die Casting, Automotive Hot Chamber Die Casting
Top Automotive Die Casting Case Studies
You have a complex part design, Be-cu Die Casting Company can help you turn it into a reality. With the right equipment, strong technical knowledge, and a focus on quality.. From tool design to finishing and then on to shipment, Be-cu ensure that every project is completed to a high standard and that your orders are delivered on time, every time.
-

Die Casting Wheels With Aluminum Alloy 5 Axis CNC Machining
-

Open Mold Custom Aluminum Die-Casting Automotive Distributor
-

Open Die Casting Of Automotive Brake Aluminum Alloy Parts
-

Cast Precision Zinc Alloy Helmet Shell
-

Die-casting Custom Automotive Zinc Alloy Pump Housing
-

Auto Parts Aluminum Die Casting Precision Machinery Customization
-

Die-casting Precision Metal Zinc Alloy Radiator
-

Aluminum Alloy Die-casting Factory Customizes Various Surface Treatments
-

Custom Die Casting Automotive Alloy Engine Housing
-
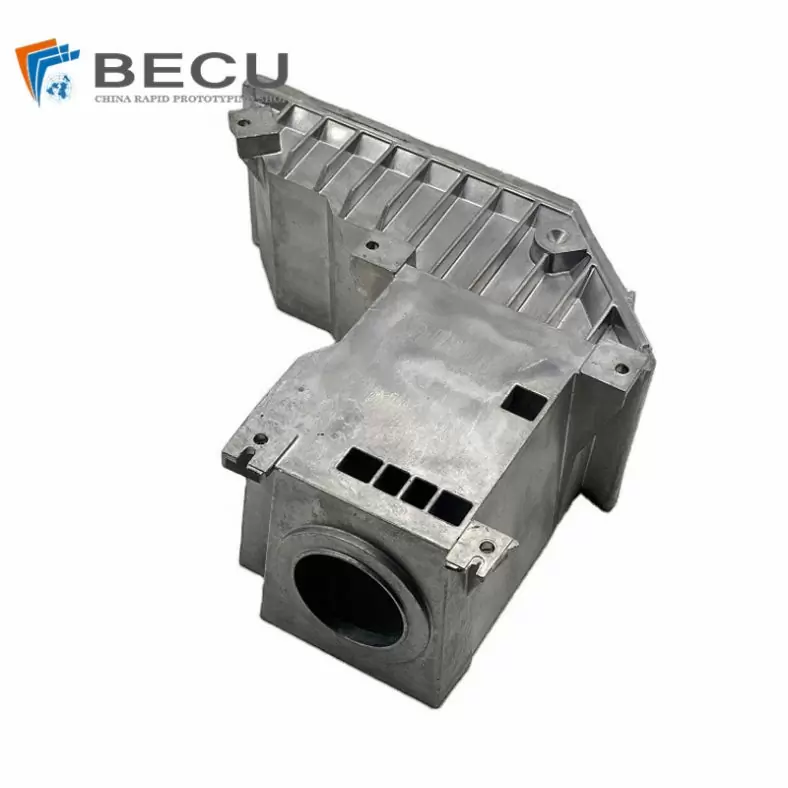
Precision Auto Parts Aluminum Alloy Shell Die-casting
-

Automotive Heat Exchanger Aluminum Alloy Die-casting Shell Custom Processor
-

Customized Car Radiator Aluminum Alloy Shell Die Casting
The Development Of Automotive Die Casting
With the development of automobile lightweighting, aluminium alloy die-casting structural parts have been highly valued and rapidly developed by the automobile industry at home and abroad. Automotive structural parts are the load-bearing and force-bearing parts in automobiles, which are closely related to the safety of automobiles.
The structural parts are often connected with other components to form a deformation-resistant high-strength framework. These structural members are usually characterised by large dimensions, thin walls and complex structures. Because of the need to ensure the reliable safety of the vehicle during driving, the mechanical properties of the structural members of the vehicle are also required to a high degree.
The die-casting process is very important for the production of qualified automotive structural parts, and the correct selection of the die-shot pattern and die-shot parameters is beneficial for the reduction of defects in die castings. A considerable part of the gas in the die casting comes from the pre-filling stage of the metal fluid in the pressure chamber, so due attention should be paid to optimising the injection pattern in the slow injection stage to avoid the metal fluid being involved in the gas in the chamber. The correct choice of release agent and lubricant should be made to optimise the spraying process.
The die casting machine should have a stable performance, a flexible programming mode and a real-time control system to ensure that the entire die-casting process is reasonable and that the deviation of the process parameters is minimal. The mould temperature should be precisely controlled, with cooling water distributors to monitor the flow and temperature of each cooling circuit to form the required temperature distribution. A good mould design, a proper die-casting process and an ideal filling pattern will ensure excellent casting quality and reduce the dependence on vacuum. In addition, extrusion pins can be used in critical or thick-walled areas to reduce shrinkage or increase density. The use of metal liquid front sensors, which know exactly the flow of the metal liquid, allows the filling pattern to be optimised.
The Quality System And Standards Of Automotive Die Casting Parts
Quality is the lifeblood of a manufacturing company’s survival, especially for European automotive components companies, which strictly adhere to various quality standards. These include: ISO9001 international quality system standard, ISO50001 energy management, ISO14001 environmental management system, IATF16949 automotive product quality system, and various quality standards for vehicle manufacturers. The company also adopts Lean Management, Audit Quality Management and FMEA Potential Failure Analysis as a means of ensuring the quality and yield required by our customers.
In particular, the quality standards of the vehicle manufacturer are clearly stated in the contract for the casting, and the processing company will carefully study the quality standards of the customer and produce and deliver the products in strict accordance with the contract.
Quality Inspection Related
In accordance with the customer’s quality agreement, the main testing and peripheral equipment configured are: CMM, 3D optical scanner, colour penetration flaw detection equipment, waterjet, microscope, mechanical properties testing equipment, chemical laboratory.
During the product processing process, online and offline testing equipment is used to monitor product quality throughout the process, for example: parts after heat treatment are tested for electrical conductivity to detect the uniform condition of the hardness and condition of the heat treatment; machining is followed by the use of CMM and 3D scanning sampling to check the machining dimensions; robots operating within the automatic assembly to are equipped with automatic photo inspection stations to take photos of each part of the completed assembly and This ensures the quality and accuracy of the product by comparing and analysing it with the stored standard drawings; at the same time, through the scanning of the 2D code of the parts in each process and the integration of the processing parameters of the equipment, automatic data collection, data storage and data analysis are achieved, which not only enables the production situation to be transmitted to the manager in a timely manner, but also fulfils the requirements of the automotive industry for the traceability of the parts.
The Summary Of Automotive Die Casting
At present, the post-processing of aluminium alloy die castings in China is generally organised in accordance with the functional partitioning of production, and the use of product-specific production lines is still rare.
The premise of dedicated line production is the high output of a single product, the advantages are high automation, low labour requirements (excluding casting and painting processes, only 8 operators per shift), high production efficiency (product beat 90 seconds/piece) and stable quality, the disadvantages are high investment, poor flexibility, high requirements for organising production and equipment management.
Due to the high labour costs in the European automotive industry (the employer cost of an average operator is already more than 45,000 euros per year) and rising every year, in order to reduce labour costs and ensure product quality, European foundry and finishing companies are increasingly moving in the direction of dedicated line automation and information technology. A high degree of automation allows European manufacturing companies to minimise their reliance on labour and survive in the highly competitive global market.
The wide variety of processes involved in the machining of automotive aluminium alloy die castings makes production management more difficult. In order to achieve quality, production targets and continuous improvement in production efficiency, not only modern equipment is needed, but also excellent technical and managerial personnel, a rigorous attitude, and scientific and modern management methods. We hope that this article will provide some useful references and lessons for similar processing companies in China.