

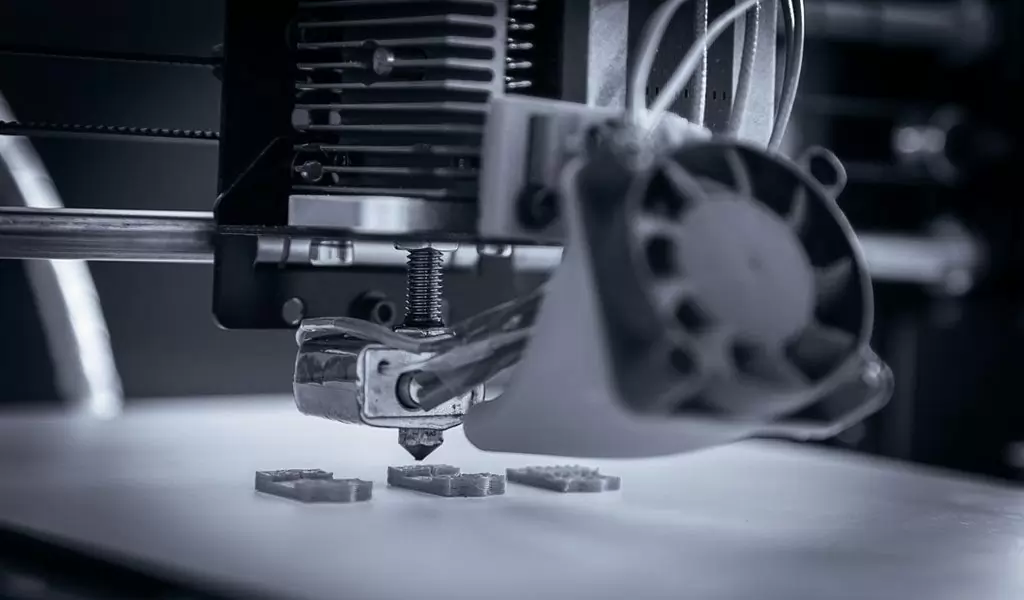
Since the advent of 3D printing technology, 3D printing technology has been gradually applied to the manufacture of actual products. Among them, 3D printing technology of metal materials has developed rapidly. In the field of national defense, developed countries in Europe and the United States attach great importance to the development of metal 3D printing technology, and do not hesitate to invest heavily in research, and 3D printing metal parts has always been the focus of research and application. Not only can it print molds, bicycles, but also unprecedented new weapons, and even large equipment such as cars and airplanes. As a new type of intelligent manufacturing technology, metal 3D printing has shown very broad application prospects, and has shown a strong momentum of development in more fields such as equipment design and manufacturing, equipment support, and aerospace.
Metal 3D printing technologies can be roughly divided into two main categories: powder bed fusion (PBF) and directed energy deposition (DED). Both technologies can be further categorized based on the type of energy used. In PBF technology, thermal energy selectively melts regions of the powder layer. The main representative processes of PBF technology are: Selective Laser Sintering (SLS), Selective Laser Melting (SLM), Direct Metal Laser Sintering (DMLS) and Electron Beam Melting Forming (Electron beam melting, EBM). In DED technology, it is deposited by melting the material (powder or filament) using focused thermal energy.Some commonly used DED techniques include Laser engineered net shaping (LENS), Direct metal deposition (DMD), Electron beam free form fabrication (EBFFF) and arc additive manufacturing.
The technologies currently used in commercial metal 3D printing are the following three:
- Selective Laser Melting-SLM 3D Printing
- Direct Metal Laser Sintering-DMLS 3D Printing
- Electron Beam Melting Technology-EBM 3D Printing
Selective Laser Melting (SLM) and Direct Metal Laser Sintering (DMLS) are two metal additive manufacturing processes that belong to the powder bed fusion 3D printing family. The two technologies share many similarities: both use laser scanning using a Yb (ytterbium) fiber to selectively melt (or melt) particles of metal powder, bond them together and build the part layer by layer. Direct Metal Laser Sintering ( DMLS ) is a method of using a high-energy laser beam ( 200 W ) to directly sinter a thin layer of metal powder ( 20~60 μm ) according to 3D model data to form dense solid parts. The principles of DMLS and SLM are basically the same , the main difference lies in the nature of the powder.

The Features Of Metal 3D Printing
- High Precision. At present, the accuracy of metal 3D printing equipment can basically be controlled below 0.05mm.
- The Cycle Is Short. Metal 3D printing does not require a mold making process, which greatly shortens the production time of the model. Generally, a model can be printed in a few hours or even tens of minutes.
- Personalization Is Possible. Metal 3D printing has no limit to the number of models that can be printed, one or more can be made at the same cost.
- Diversity Of Materials. A metal 3D printing system can often realize the printing of different materials, and the diversity of this material can meet the needs of different fields.
- The Cost Is Relatively Low. Although metal 3D printing systems and 3D printed metal materials are relatively expensive, if they are used to make personalized products, the production cost is relatively low.
The company focuses on low volume metal 3d printing parts productions. Be-cu.com has the capacity to handle your designs despite their complexity. The team will offer useful information and help you throughout your project.
Metal 3D Printing Services – 3D Printing Metal Parts
At BE-CU Metal 3D Printing shop, we take pride in our state-of-the-art metal printing services and our specialized 3dp equipment, which allows us to deliver high-quality 3d printing metal components machined to our clients’ standards.
Metal 3d printing is the process of printing down a raw piece of metal to create a desired shape or object. This process is done most accurately with a 3d printer which can produce almost any three dimensional object created with a CAD (Computer Aided Design) software. Since its establishment, Be-cu Prototypes has been working to achieve reliability by offering quick metal 3d printing services without compromising on quality. The company is constantly seeking new ways to ensure that they offer their clients the services they need.Be-cu.com uses both the latest technology and traditional methods to make 3d printing metal models.Our network of 3d printer are mainly made up of DMLS printer and SLM Printer are able to produce any parts that pass our online DFM checks. State-of-the-art 3d printers, like the ones we use, are able to print complicated features on parts with great accuracy, while maintaining tight tolerances.


Why Choose Our Metal 3D Printing Services?
- Save time and money for your metal project but quality guaranteed.
- High productivity, outstanding efficiency and high accuracy
- A wide range of metal grades and alloy materials can be machined
- Custom complex metal 3d printing parts and components at specific tolerances
- High speed printing for prototyping and low to high volume production runs
Certifications & Quality
- ISO 9001:2015 certified
- Fully compliant with the exacting requirements of our customers
- Compliance in DFARS materials sourcing requirements
- Strict compliance with PPAP and Process
- FMEA for automotive customers
- Skilled in KanBan and CMM Inspection and inventory management systems
- ITAF 16949 certified

The Metal Material Of 3D Printing
Metal 3D printing materials: stainless steel GP1, aluminum alloy, die steel MS1, titanium alloy Ti64, high temperature alloy, aluminum magnesium alloy AISi10Mg, nickel alloy in718, bronze precious gold, etc.
Metal material can be easily machined and have a low raw material cost, making them often the most economical choice for prototyping and cnc machined metal parts.There are a few factors to consider when choosing the right metal for 3D Printing . The metal you choose is critical to your ultimate success. For example, metals may need to withstand high temperatures or bend or break under pressure. When choosing the right metal, corrosion resistance, machinability, price, weight and visual appearance all play a role.




Top China Metal 3D Printing Parts & Case Studies
Need to create top-quality metal 3d printing parts in a hurry? Want professional help with executing even the most complex manufacturing projects? Then BE-CU Team can help. We have years of experience in servicing a wide range of industries that have impeccable quality requirements for metal printing parts, and can handle even the most challenging manufacturing tasks with ease.Be-cu.com has strong metal 3d printing capabilities and rich experience, and provides customized solutions, you can freely choose different metals and alloys to fit your needs, whether your additive manufacturing needs are simple or complex, whether the quantity is low volume or mass.
With our various of advantaged 3d printer, we can handle all of your specific 3d printing metal parts needs, and ensure you will get the highest quality part at a short lead time.
-

3D Printed Inconel Exhaust Manifold
-

6061 Aluminum Alloy 3D Printing Black Dusting Parts
-

3D Printing Ti-6Al-4V Sacroiliac Screws
-

3D Printing Titanium Alloy Dental Teeth
-

3D Printing Titanium Grade 5 Medical Implants
-

3D Printing 316l Stainless Steel Fan Blade
-

3D Printing Aluminum Automotive Engine
-

3D Printing Stainless Steel Airplane Engine Model
-

3D Printing Small Stainless Steel Crafts
-

Custom Titanium Alloy Electric Bike Folder Parts Via SLM
-

3D Printing TC4 Metal Globe Table Decoration
-

SLM 3D Printing Aluminum Scooter Accessories
-

SLM 3D Printing Stainless Steel Quick Positioning Concentric Fixtures
-

SLM 3D Printing Stainless Steel Automobile Exhaust Pipe
-

3D Printed Stainless Steel Jet Turbine Blade
-

Aluminum 3D Printed Dragon Head Chinese Style Man’s Ring
The Principle Of Metal 3D Printing
Metal Selective Laser Melting – SLM Metal 3D Printing
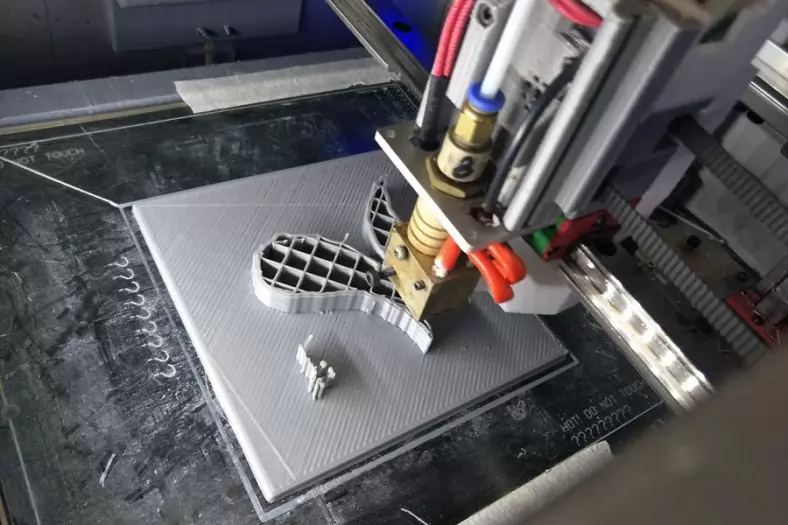
SLM technology is a technology in which metal powder is completely melted under the heat of a laser beam and then solidified by cooling. Before the laser beam scanning starts, a powder-spreading roller is used to spread a thin layer of metal powder evenly on the base plate of the forming cylinder.
The computer controls the laser beam to perform selective laser melting on the current layer. The molten metal powder is not cooled and solidified. , the forming cylinder is lowered by one unit height, the powder cylinder is raised by one unit height, the powder spreading roller re-spreads the metal powder on the processed sheet, and the laser beam starts to scan the new layer, and so on layer by layer, until the whole part is formed . The entire processing of SLM is carried out in a processing chamber protected by an inert gas to avoid metal oxidation at high temperatures.
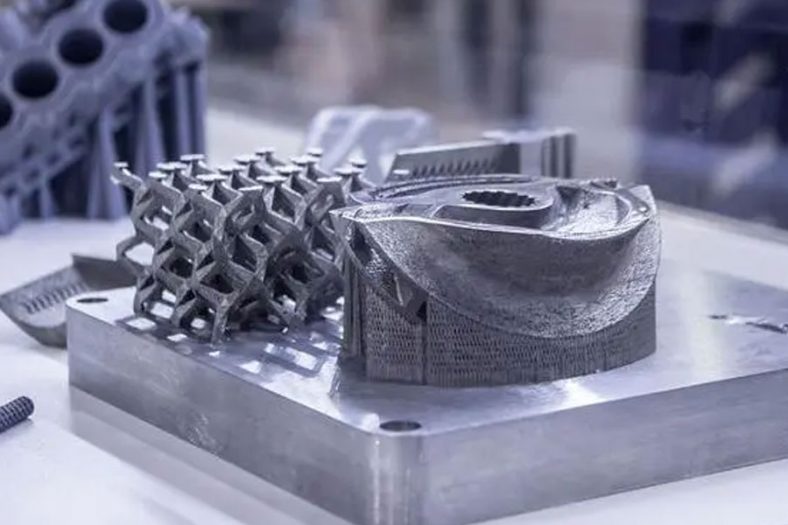
Metal Direct Metal Laser Sintering – DMLS Metal 3D Printing
By using a high-energy laser beam controlled by 3D model data to locally melt a metal matrix, while sintering solidified powder metal materials and automatically layer-by-layer stacking, to generate dense geometrically shaped solid parts. DMLS is metal powder molding, there are two types of coaxial powder feeding and roller feeding. The technology of coaxial powder feeding is suitable for the manufacture of objects with a layer thickness of more than 1mm) and large metal parts. Roller-fed products have high finesse and are suitable for the manufacture of small parts, which are easily thermally deformed during the manufacturing process.
Draw the CAD three-dimensional solid part model on the computer, convert it into the STL file format, and then use the slicing software to cut the file into a series of layers with a certain thickness. Before sintering starts, after the metal powder is preheated to a temperature lower than the sintering point, the powder supply cylinder on one side is raised to a given amount, and the powder spreading roller spreads the powder evenly on the surface of the powder bed, and the laser beam is controlled by the computer system. , and scan the cross-sectional profile of the first layer according to the set power and speed. After the laser beam is swept across, the powder is sintered into solid contoured sheets of a given thickness, with the unsintered powder as a support, so that the first layer of the part is sintered. At this time, the powder bed is moved down by a layer thickness, the powder supply cylinder is moved up, the powder spreading roller is re-spreading powder, and the laser beam is sintered for the next layer, and the sintered solid sheets before and after are naturally bonded into one body. This cycle is repeated, layer by layer, until the sintering of the three-dimensional solid parts is completed.
Metal Electron Beam Melting – EBM Metal 3D Printing
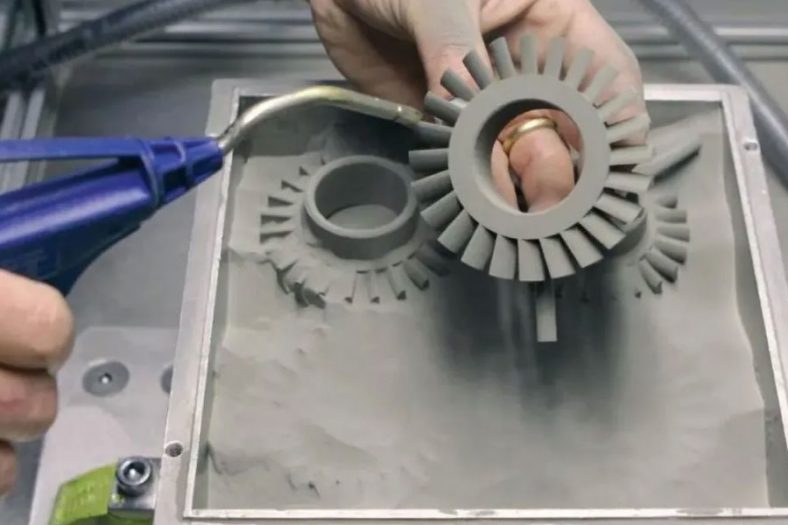
Electron Beam Melting (EBM) is another PBF-based additive manufacturing process. In a vacuum environment, high-energy and high-speed electron beams are used to selectively melt metal powder layers or metal wires, melt forming, and build up layer by layer until formed. Entire solid metal part. A tungsten wire heated in the EBM emits high-speed electrons, which are then controlled by two magnetic fields, a focusing coil and a deflection coil. The focusing coil acts as a magnetic lens to focus the beam to the desired diameter to 0.1 mm, while the deflection coil deflects the focused beam at the desired point to scan the metal powder. When the electron hits the metal powder at high speed, its kinetic energy is converted into heat energy, melting the metal powder.
After the platform is heated to a certain temperature, metal powder is evenly spread on the platform according to the preset thickness. Each powder layer scan is divided into two stages: preheating and melting. In the preheating stage, the powder layer is preheated multiple times by using a high electron beam with a high scanning speed (the preheating temperature is as high as 0.4~0.6 Tm); in the melting stage, a low electron beam with a low scanning speed is used to melt the metal powder. When the layer-by-layer scan is complete, the layer is lowered and the layers of metal powder are reapplied, and the process is repeated until the desired gold part is formed. The whole process of EBM is carried out under the high vacuum of 102~103 Pa.
The Design Rules Of Metal 3D Printing
Some of the initial advantages of 3D printing metal or plastic are the ability to generate geometries that cannot be achieved with other processes. Additionally, internal access, combining multiple parts into one, optimizing geometry, improving functionality, reducing tooling, and increasing flexibility are some of the advantages that design engineers can think of, but also consider other indirect advantages of 3D printing:
1) Chamber Wall Thickness
In 3D printing, wall thickness refers to the distance between one surface of a model and the opposite transparent surface. Typically the minimum wall thickness you can use is 1 mm. Applicable minimum wall thicknesses may vary depending on factors such as part geometry and size. This way there is no maximum wall thickness, but keep in mind that thicker areas may increase the stress on the part, which may cause deformation and possibly an unstable build process.

2) Detail Size
Metal 3D printing (M3DP) enables very fine details (as small as 0.5 mm) when printing. The detail size is the distance between the model surface and the detail surface. Females are also considered details, but their specifications depend on whether they are engraved or embossed. For engraved text or surface details, we recommend a minimum line width of 0.4mm for letters, a minimum overall height of 0.4m, and a minimum depth of 0.15mm. For embossed text or surface details, we recommend that the letters have a line thickness of at least 0.4mm, an overall height of at least 0.4mm, and a depth of at least 0.15mm.
3) Surface Quality And Orientation
The stacking direction of the part has a great influence on the surface quality, as it defines the orientation of the part surface relative to the horizontal plane or base plate. Angles (β) less than 45° measured relative to the build plate tend to result in poorer surface quality, while angles greater than 45° may have better, smoother surfaces. Overhanging structures, such as the underside of a table, may have poor surface quality.
4) Thermally Induced Stress
You do metal 3D printing on the 3D model, which is basically a layered welding process. Melting of the layered powder and its solidification results in thermally induced stress as the molten powder cools. Designs not suitable for M3DP may result in build failure and/or part deformation due to large thermally induced stresses. Therefore, technology-specific limitations must be considered when designing the part. We recommend that you round or fillet the edges in your design with a minimum radius of 3 mm. Also, avoid sharp edges for the same reason. Try to avoid a lot of material buildup, groups usually favor organic shapes with sided designs
5) Dimensional Accuracy
Dimensional accuracy is independent of the details of the model, but not the deviation from the nominal measurement. Typical accuracy for 3D printing is +0.2% (with a lower limit of +0.2 mm). Note that shape deviations may also occur due to designs not conforming to Forbidden Book 3D printing (M3DP) and high thermal stress.
6) Support
Metal 3D printing (M3DP) is a layered manufacturing process. The part is built layer by layer from the digital file. Depending on the orientation of the part surface, support structures may be required, which must also be printed during manufacturing. Support structures rigidly connect your model to the build platform during printing and absorb internal stresses, while also preventing part deformation. Walls or overhangs measuring less than 45° relative to the build platform are often required to support, otherwise scraping will result in build errors. After successfully building the part, remove the supports and sandblast the part. Some traces of the removed support structure may still be visible.
7) Powder Removal
When making hollow models, it is important to include at least one hole in the design so that unused powder contained within the cavity can be removed. Try to use a minimum wall thickness of 1 mm and keep at least one opening with a minimum diameter of 3 mm. This opening will serve as an outlet for unused powder trapped within the printed part. Larger and more complex cavities require multiple holes with larger diameters, preferably 7mm. Holes in the center of the model are generally: best as they remove most of the powder. Powder traps in the area of the hollow must be avoided in order to be able to completely remove the powder in the hollow.