
Screws are key parts of injection molding machines and extruders. With the rapid development of the plastic raw material industry, various reinforced and modified engineering plastic raw materials have been introduced continuously. The traditional screw can no longer meet the needs of processing these reinforced and modified raw materials, which is mainly reflected in the high temperature adhesive wear resistance and corrosion resistance of the working surface of the screw. If it is low, the working surface of the screw wears out rapidly, loses the conveying capacity, and ultimately greatly shortens the service life of the press. For this reason, many press equipment manufacturers use various methods to strengthen the working surface of the screw, trying to improve the durability of the screw, but with little success. Conventional surface strengthening treatment, due to various defects, such as carburizing in hot infiltration plating has a narrow choice of materials and insufficient wear resistance; the nitrided layer of nitriding treatment is too thin; chrome plating, thermal spraying, surfacing, hardening Although the wear resistance of the layer is good, the degree of bonding with the substrate is low, and the wear-resistant layer is easy to fall off, etc., which cannot meet customer requirements.

In this paper, a cost-effective laser alloying technology with high temperature adhesive wear resistance and excellent corrosion resistance is proposed to strengthen the surface of the screw to meet the needs of molding reinforced plastic raw materials. Starting from the wear failure mechanism of the screw, high-tech nano-ultrafine alloy powder is used to form a laser alloying composite coating on the surface of the screw that is easy to wear. The influence of the main process parameters on the quality of laser alloying, the quality of the alloying is qualitatively and quantitatively analyzed through the microhardness test, metallographic microstructure observation and wear comparison test, so as to determine the best laser alloying process parameters. The purpose of significantly improving the surface hardness and wear resistance of the screw.
1 Experimental Materials And Methods
The screw material of the original injection molding machine is 40C r , and the heat treatment method is nitriding. In order to be consistent with the actual use situation, 40 C r is selected as the base material for the experimental sample, and its chemical composition is shown in Table 1.
| C | Si | Mn | Cr | S | P |
|---|---|---|---|---|---|
| 0.37-0.44 | 0.17-0.37 | 0.50-0.80 | 0.80-1.10 | <0.03 | <0.03 |
According to the working conditions of the screw and the results of the wear failure analysis, the C 2 ultrafine alloy powder (1 ~ 5μm) with excellent red hardness and good corrosion resistance was selected, and the A1 ultrafine alloy powder (1 ~ 5μm) with good adhesion wear resistance was selected. 5μm), mixed with carbon nanotubes, the mass ratio is 1: 1: 1, and the chemical elements are C, W, C o , C r , Ni Mo and so on.
Before the test, the surface of the sample is decontaminated and degreasing to remove stains, oxides, etc. on the surface of the sample. In laser alloying, there are usually two supply methods for alloying materials, namely pre-deposition method and synchronous powder feeding method. Since the alloying material selected in the test is ultra-fine self-dissolving alloy powder, which has good compactness and low porosity, and pre-deposition by manual brushing method is simple and easy, so pre-coating is used to pre-coat the sample to be processed. face. The ideal pre-deposited layer should be uniform in thickness, low in porosity, and have good adhesion to the substrate without adverse effects on the laser. In the test, self-made light-absorbing paint was used to enhance the absorption rate of CO2 laser on the surface of the material. Both the light-absorbing paint and alloy powder were applied on the surface of the sample in the form of pre-coating. , mixed together and brushed on the surface of the sample to be treated in a paste or paste form. The selected light-absorbing paint has good adhesion and is easy to volatilize.
The test uses a 7kW CO2 cross-flow laser with a laser wavelength of 10.6μm, and a 6-axis 4-link CNC machine tool is used to control the laser head, worktable, workpiece, etc. to do multi-axis motion. When preparing the sample, the workpiece is stationary and the laser head moves linearly, and when the screw is laser alloyed, the laser head is stationary and the screw rotates.
2 Experimental Analysis
2.1 Microhardness Analysis Of Alloyed Layer
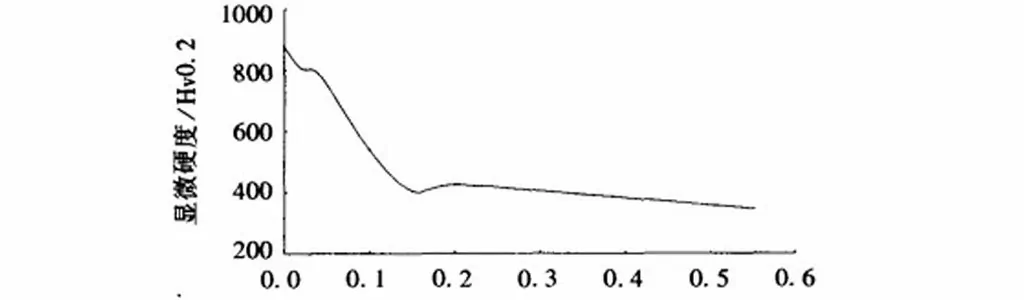
The increase in surface hardness is beneficial to improve the wear resistance of the material. Fig. 1 is the microhardness distribution curve of the treated layer of 40Cr after laser alloying treatment. The process parameters are as follows: the thickness of the pre-coated alloy powder is 0.4 mm, the laser power is 2 kW, the laser scanning speed is 300 mm/min, and the single-channel scanning is performed. It can be seen from Figure 1 that the hardness of the outermost layer of the sample treated by laser reaches HV876, and the microhardness of the treated layer decreases in a gradient from the outside to the inside, indicating that the microhardness is greatly improved after laser alloying treatment.
Martensite after laser heat treatment has higher dislocations. Due to the improvement of the hardness of martensite itself, the refinement of martensite and the high dislocation density, the martensite after laser transformation has higher hardness.
Under the premise that the laser energy density is sufficient to melt the surface, the hardness of both the alloyed layer and the heat-affected zone increases significantly with the increase of the laser scanning speed. When the scanning speed is increased to a certain value, the surface temperature is not enough to melt the material, no high-hardness dendrites are formed on the surface, and the temperature of the heat-affected zone is still enough to ensure the transformation hardening.
2.2 Wear Resistance Test Of Alloyed Layer
The method of relative wear resistance is used to evaluate the wear resistance of materials, which can avoid systematic errors caused by parameter changes and measurement errors during the wear process to a certain extent, and can evaluate the wear properties of materials more scientifically and accurately. An electronic balance with an accuracy of 1/100,000 was used to measure the mass change before and after wear, and the wear amount was accurately determined. The samples were washed with acetone before each weighing.
In order to analyze the wear resistance of the laser alloyed screw, a disc-and-pin wear comparison test was carried out. The standard sample was taken from the part without laser treatment, and the test sample was taken from the part treated by laser alloying.
It has been observed that the wear surface after laser alloying has some hard phases such as WC and MC, and the wrinkles are narrow. The ceramic phase WC is the main anti-wear phase, which has a great contribution to the wear resistance of the alloyed layer. . When plastic deformation occurs, Co can cause the transformation of hexagonal close-packed martensite in the face-centered vertical direction. The close-packed hexagonal has a small friction coefficient and a small adhesion tendency, which is beneficial to improve the adhesion wear and is reflected on the grinding surface. It is uniform and fine. Ground surface of base metal, wide crease, ground
In addition to being squeezed to the edge of the groove, a considerable part was dragged down, and even large scaly folds that had not been peeled off were found, indicating that a large elastic-plastic deformation occurred on the subsurface during the wear process.
3 Conclusion
- The main failure modes of 40Cr are adhesive wear and corrosion wear. Laser alloying is an effective method to improve the surface quality of the screw and improve the wear resistance.
- The addition method of alloy material is pre-coating method, and the thickness of pre-coating has a great influence on the quality of laser alloying. When the pre-coating thickness is 0.4mm, the surface hardness can reach up to HV876, and the laser alloying effect is the best at this time.
- Utilize C2 ultrafine alloy powder (1~5μm), Al ultrafine alloy powder (1~μxm) with good adhesive wear resistance and carbon nanotube mixed alloy (mass ratio is 1:1:1) as alloy The material of the alloy layer can be highly dispersed and evenly distributed, and the optimized laser process parameters are used to obtain an excellent alloy layer on the surface of the workpiece, and the wear resistance of the alloy layer is increased by about 2.2 times. The field installation test results show that the service life of the screw strengthened by laser alloying is increased by at least two times.