

All along, in the production process of all automotive stamping parts, the frequency of quality problems in the door inner panel is generally higher than that of other products, and the matching of the related door assembly and the body-in-white is also prone to problems. In order to reduce the frequency of such problems in the production process, this paper systematically summarizes the common quality problems of stamped parts for door inner panels, and conducts in-depth analysis and research on the causes of the problems, formulates fundamental solutions and It is decomposed into the corresponding key steps of the mold opening process, so that engineers can systematically manage these problems in the mold development process.
Development Background And Goals
With the rapid development of the automobile industry, the competition among major brands has become increasingly fierce, and new models are launched faster and faster. At the same time, the previous fixed mold development cycle is difficult to meet the actual needs of mold development. In particular, the door inner panel mold is very unstable during the mold development process, and it is difficult to debug and produce in the later stage, which affects the vehicle development cycle.
By compiling the door inner panel mold development management specification, it can provide help for the development of the door inner panel for subsequent models, shorten the mold development cycle, and manufacture new models more quickly and efficiently.
Main Management Direction Of Door Inner Panel Mold Development
1.Product Design Direction
The product design stage mainly verifies whether the product has defects, whether the formability is sufficient, and whether the product can meet the production stability. This stage focuses on the problems that occur in the design stage of each vehicle model. The key categories and concerns are as follows:
2.Surface Defect Management
The focus is to regulate the position where the product design is wrong, the stamping die cannot be completed or the manufacturing is difficult.
3.Formability Management
CAE analysis is carried out on the data in the product design stage, and combined with the previous model cases, the focus is on the control of formability difficulties.
4.Product Stability Management
When designing the door inner panel shape, the designer often neglects to consider the production stability, resulting in the on-site debugging unable to meet the production requirements. Focus on controlling this issue.
5.Mold Design Direction
The mold design of the door inner panel is mainly based on process design and structural design. Identify key concerns and process arrangements during the process development stage. In the structural design stage, the mold structure is simplified and standardized, the mold weight is reduced, and the mold development cost is reduced. At the same time, by refining the mold surface, the development and debugging of the door inner panel are easier, and the production efficiency is improved.
6.Mold Manufacturing And Debugging Direction
Control the mold debugging method (drawbead, research and match, etc.) and verification method (first article verification, process verification).
7.Mold Pre-Acceptance Direction
Control and confirm the key steps and processes of mold acceptance (stability verification, profile scanning confirmation, evaluation of the pulling trend, etc.).
8.Development And Management Ideas Of Door Inner Panel Mould
The main reason for the unstable production of the door inner panel is that the defect analysis of the product in the early stage is not in place, which leads to the difficulty of debugging in the later stage, and the expected effect cannot be achieved through on-site debugging.
By sorting out the on-site debugging problems of multiple models, the total experience is learned and controlled at this stage.
9.Product Styling Control
Focus on classification and control of product design defects, formability defects and other modeling problems that affect production stability.
Surface Defect Problem
1.Formability Issues Point Key Issues.
Production Stability Issues
Justification for GD&T’s Positioning
Management of GD&T Anchors
In previous models, the precision of the door inner panel stamping parts has met the requirements, but the loading and matching effect is not good. The common solution to this situation is to rectify the inner door panel to match the body. This solution cannot find the root cause of the problem, and is only adjusted for matching.
GD&T Anchor Points of Interest
The positioning method of the GD&T parts of the door inner panel must be positioned on the inspection tool according to the primary molding surface of the product, and avoid positioning on the flange surface (edge surface).
The positioning surface of the single-piece inspection tool should be consistent with the positioning surface of the assembly inspection tool, so as to ensure the same reference when matching the door assembly, and avoid blind rectification of the mold caused by the inconsistent reference.
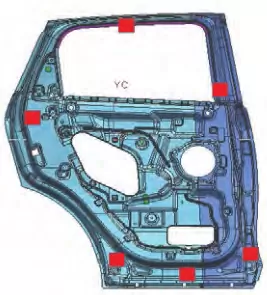
Figure 12 Schematic diagram of the wrong GD&T
The wrong RPS point location in GD&T misled the corrective solution for accuracy during commissioning.
Laser Tailor Welding Key Point Management
By tracking and sorting out the tailor-welded seam problems of door inner panels of multiple models, the key issues are summarized for attention: the thickness requirements of tailor-made solders.
In order to increase the strength of the door assembly, the inner panel of the door is made of two steel plates with different thicknesses and then stamped and formed. ).
Laser Tailor Welding Key Point Management
Figure 13 Schematic diagram of the material flow of the laser tailored blank during the drawing and sheet metal fabrication process. Since the tailor welding position is the stress concentration point of the entire sheet during the drawing process, the material flows in two opposite directions, and the material flows in two opposite directions near the stress concentration point. slight deformation;
The manufacturing accuracy of the position of the tailor welded seam below the drawing is processed by the CAE structure;
The fluctuation of sheet size leads to unstable tailoring during the drawing process;
When there is a problem according to the change of the sheet material, the use of drawing positioning adjustment can solve the above problem;
The shape of the transition zone has been adjusted to increase the consistency of material changes.
Tailored laser welding product optimization
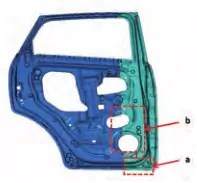
Figure 15 Laser Tailored Product Optimization
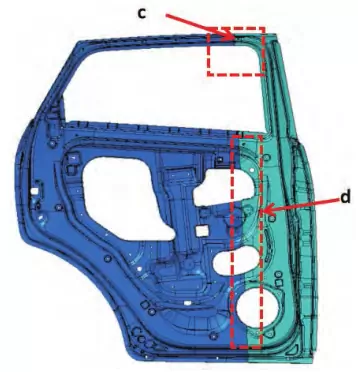
Figure 16 Laser Tailored Product Problems
Mold Design Control
Process and Structure Management
Focus on the problems and control points that are prone to occur in the process and structure, and focus on and standardize management. The specific contents are as follows:
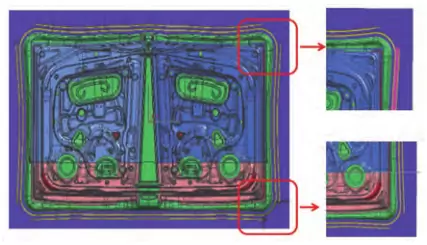
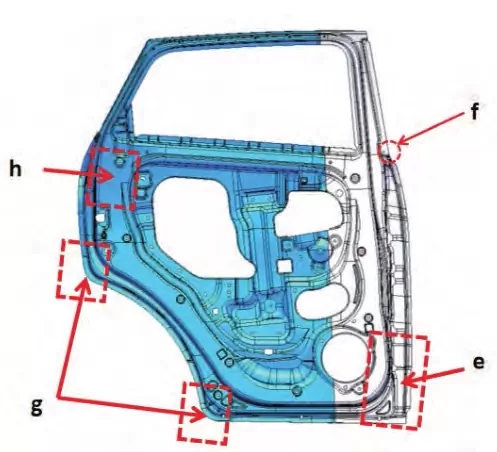
Figure 18 Diagram of process problems
Process issues:
- The drawing of the window frame is deep, resulting in frequent dark cracks;
- The rear adopts a positive trimming and shaping structure, which causes the uneven trimming line of the lower cladding surface to be twisted;
- There is no residual meat on both sides of the lower corner, resulting in serious wrinkling of the corner;
- The design of the parting line at the corner of the window frame is too tortuous, resulting in serious local wrinkling;
- There is no scrap knife in the middle scrap area, resulting in low drawing margin and production
- Cracking occurs frequently during the process.
Process control points:
- The drawing direction takes the vertical direction of the top surface as the stamping direction;
- The drawing is required to be drawn to the end once, and the secondary drawing structure is temporarily cancelled;
- The position where the corners are prone to wrinkling should be designed with a large amount of meat;
- The lower part of the door adopts a pull repair structure;
- The large punching hole in the middle of the drawing is designed to break the knife to enhance the forming margin;
- The position of tailor-made welds shall be processed according to the results of CAE analysis.
Main points of mold structure:
OP10: The drawing die and the blank holder are added with guide keys to improve the stability; the tailor-welded blanks are not drawn with inserts, and are directly chrome-plated after entering the factory.
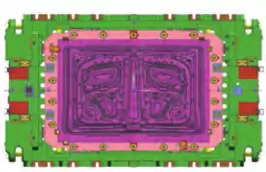
Figure 19 Main points of drawing structure
- Increase the guide key between the blank holder and the die to improve the drawing stability;
- The working parts are all GGG70L, which increases wear resistance;
- The frame guiding form is adopted to improve the guiding accuracy and stability;
OP30: The shaping block is in the form of forging, and the bottom surface is increased by 5mm of debug pad;

Figure 20 The main points of the post-sequence structure
The blanking core in the post-process adopts the form of full conformity design; in the later stage, the form of processing avoidance is adopted according to the design of the die surface;
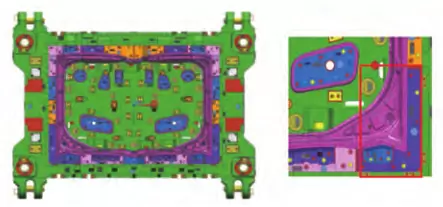
Figure 21. Main points of shaping die
The shaping insert adopts an air-cooled steel structure, which ensures the convenient debugging of the mold in the later stage, and adds a standard backing plate left preparation for the later stage mold.
Door inner panel child lock sign
Child lock identification in the form of a block
Installed on the pressing plate of the shaping process
For the standard, see Biotech Stamping Technology Standard 3D Entity 512600-01
The door inner panel child lock logo is clearly embossed

Figure 22 Child lock standard

Figure 23 Schematic diagram of child lock NG and OK ratio
Die surface treatment
Die coloring is divided into general coloring, virtual coloring, and strong coloring according to the part function area setting. This setting not only meets the quality requirements of parts, but also reduces the workload of mold research and development. Greatly improve work efficiency.
Mold manufacturing debugging control
Control the mold processing, debugging methods (drawbeads, research and matching, etc.), and verification methods (first article verification, process verification).
Casting performance testing
Castings of key parts must have inspection reports, and third-party inspections should be carried out if necessary to ensure mold quenching hardness and overall casting quality.
Casting Appearance Inspection
Check the appearance of the casting to confirm whether it meets the quality requirements, such as casting sand holes, casting pores, casting deformation, etc.
Digital Milling
Traditional processing technology: better reflect the design effect of the die surface of the inner panel of the car door, the processing of the drawing die cannot use the traditional roughing-semi-finishing-finishing-roughing-quenching-finishing processing technology . Because the quenching link in the traditional processing technology will cause the deformation of the mold to be too large, the effect of the mold surface treatment will be greatly reduced.
Improve the processing technology: The processing technology of roughing-semi-finishing-quenching-finishing-grinding should be used, and laser cutting and quenching can be used if conditions permit.

Figure 25 Schematic diagram of CNC machining
Punch benchmark confirmation:
Confirm whether there are processing defects;
Confirm whether the feeding R angle is smooth and consistent;
Check whether the rounded corners below R30 have quenched soft spots.
Debugging
The difficulty in debugging the drawing die of the inner door panel is to balance the cracks and wrinkles.debugging
The sequence is as follows:
- First debug the size and position of the sheet;
- Debugging pressure parameters such as forming pressure, blank holder force, and ejection height;
- According to the cracking and wrinkling of the parts, confirm whether to adjust the residual meat of the process;
- Adjust the height and position of the drawbead according to the feeding situation of the sheet, and finally pass the
- The final commissioning of the drawing die is completed by optimizing the product fillet or changing the shape.
First round of debugging
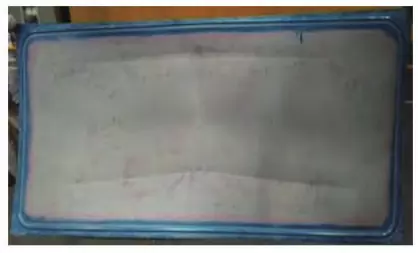
Figure 26 Schematic diagram of drawing and feeding
- The material flow of the drawing die of the inner panel of the car door is large, so the grinding and integration of the binder surface must be controlled. If the grinding rate of the binder surface is not in place, the uneven feeding will cause the material flow to be difficult to control; the setting of the draw bead should follow the principle of inner tightness and outer looseness. Based on XY as the middle part, ensure 100% grinding rate of the inner side of the rib;
- Before the mold is placed on the machine tool, the height of the ejector pin should be confirmed, the ejector pin height should be positioned with the same ejector pin hole, and the height should be measured, and the accuracy should be controlled within ±0.1mm;
- Before commissioning, confirm the material grade, material thickness, size, manufacturer information, and conform to the CAE analysis data;
- Debug with the ejection height and pressure ±10% provided by CAE. In order to ensure that the mold is not damaged, after the concave mold is in contact with the blank holder, confirm whether the pressing surface is consistent. If there is a problem, the ejection force must be increased in time to prevent wrinkles The pleats will crush the pressing surface;

Figure 27 is a diagram of punch and ring coloring matters
Wrinkling focuses on solving corners and door frame parts of doors with door frames.
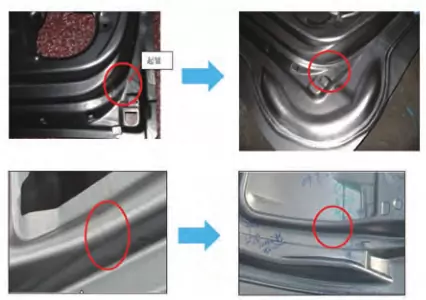
Figure 28 Schematic diagram of the wrinkled part of the door
In addition to cracks and wrinkles, the first round of debugging should pay attention to the following points:
Shrinkage of side walls: The forming depth of most door inner panels is more than 140mm, which belongs to deep drawing forming. After forming, the stamping parts have different degrees of shrinkage, which affects the sealing gap between the door and the side wall. The key point is to confirm the shrinkage of the door, hinge and door lock;
Facade distortion: The causes are: the depth of the drawing parts is not in place, the gap between the convex and concave dies is not uniform, the post-process conformation is not in place, the shaping force is too large, the shaping surface is not completely ground, and the R angle of the product is too large;

Figure 29 Wrinkling and cracking caused by uneven gap between punch and die
Sidewall depression and springback: The causes are: the drawing force is too small or too large, the R angle is not smooth, the material flow is uneven, and the sidewall gap is large;
Flange unevenness: the causes are: the grinding surface of the shaping surface is not in place, the drawing and feeding are uneven, the stamping process design is unreasonable, the product is inherently poor, and the profile is undulating;
Flange warpage: the cause is: the R angle is enlarged during the debugging of the drawing die, and the amount of shaping is large, causing deformation;
The trimming line is short: the reason is: the R angle is enlarged during the debugging of the drawing die, the material flows during the shaping, and the boundary shrinks;
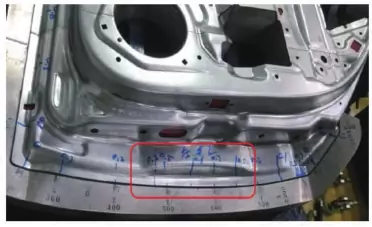
Figure 30 Putting the R angle causes the trimming line to be short
The ridge line is unclear: the cause is: the ridge line R is not repaired smoothly, and the drawing is not complete;
Impact marks: The causes are: the die mouth R is not smooth, the R is too small, the side wall clearance is unreasonable, the cutting knife at the piercing knife is too high, the position is wrong, the product R transition is not smooth, and the ball is not spheroidized.
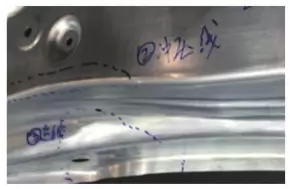
Figure 31R Impact marks due to poor smoothness
Accuracy Improvement Stage
The precision grinding of the drawing die surface is focused on the grinding and integration of the door interior panel mounting surface, sealing surface, flange surface and functional hole platform. The drawing sidewall clearance should not be too large, otherwise the concave phenomenon will occur. Before grinding, it is necessary to confirm whether the profile clearance and coloring are consistent with the grinding and combining instructions. If there is an abnormality, the cause must be confirmed and rectified, and the profile must be reprocessed if necessary;

Figure 32 This picture is a coloring photo after experience

Figure 33 Confirm whether the follow-up payment type

Figure 34 Post-sequence press material grinding

Figure 35 Photo of grinding and combining of plastic inserts
The mold in the subsequent process must first confirm the degree of attachment between the process parts and the lower mold, confirm that the parts do not interfere, and avoid secondary deformation during pressing;
The grinding and closing range of the subsequent molds is 15-20mm width within the edge of the trimming mold, 50-60mm width for the flanging mold, and 70-80mm for the outer plate;
Make sure that the zero surface points on the GD&T drawing should be attached to the molds in each sequence, and cannot be opened empty;
When the shaping inserts are grinded together, the rounded corners are selectively avoided according to the state of the first piece, so as to avoid multiple forming;
Confirm the inflow of the drawing template and compare it with the state of CAE;
Confirm the thinning of the sheet, and measure the thickness of the material with a micrometer in the risk area;
Figure 36 The critical dimension pass rate is greater than 95%
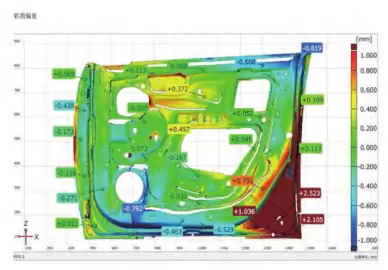
Figure 37 Distortion analysis data graph
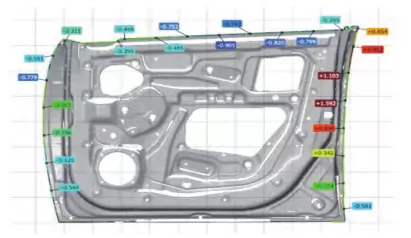
Figure 38 Schematic diagram of three-coordinate detection of trimming inspection
The forming allowance of the drawing die is 20% for the upper and lower parts, and 10% for the parts can be produced normally.
Mold Acceptance Control
The key steps of mold acceptance and new process control confirmation (stability verification, profile scanning confirmation) and the evaluation of the roughening trend, etc.
Inspection Focus Of Door Inner Panel Stamping Parts
Flange profile qualification rate: According to the tolerance requirements, the qualified rate and range of the flange are controlled, and the key dimension is greater than 95%;
Side wall profile: the side wall should be straight and free of defects, and the tolerance consistency of the hinge mounting surface and the door lock mounting surface should be controlled within 0.5mm;
Distortion: Uneven drawing force, insufficient pressing force, incomplete pressing device grinding, uneven shaping force, unreasonable design of pressing device, unreasonable product structure, excessive drawing R, gap between convex and concave dies Unreasonable, uneven force on the convex and concave die may cause the bottom surface to be distorted;
Trimming line: On the premise that the inner plate side wall and flange meet the tolerance requirements, adjust the trimming line to ensure the consistency of the trimming as much as possible, and the tolerance conforms to the test report;
Aperture and hole position: all scribed holes and visual holes are consistent with the main and auxiliary positioning holes to ensure tolerance requirements;
Thinning: focus on checking the side walls of the corners of the inner plate, the side walls of the turning holes and less material, and all the lower tangent points of R;
Consistency of parts: 3 to 4 pieces of the same mold are continuously inspected, and the data runout at the same inspection point is not more than 0.2;
The stamping parts are scanned or photographed to compare the overall deformation of the parts.
Research And Application Of Key Steps In The Development Of Door Inner Panel Mold Development
Through this specification, the pre-analysis time is saved, and the foundation for post-commissioning and production stability is laid.
Concluding Remarks
To sum up, there are still many difficulties that need to be controlled for the inner panel of the car door. It is necessary to continuously accumulate and summarize experience, control the problem in the early stage of discovery, and solve the problem from the source. Through the standard process from product modeling in the early stage to mold debugging in the later stage, the development of the door inner panel mold is more complete, so as to achieve the effect of stable parts and shorten the development cycle.

China Sheet Metal Fabrication Company
Sheet fabrication services for mild steel, high strength low alloy (HSLA) steel, cold/hot rolled steel, galvanized steel, stainless steel, aluminum, copper and brass. Capable of fabricating parts up to 12 ft. length and +/-0.001 in. tolerance. Various capabilities include contract manufacturing,custom stamping,edge rolling, forming,top laser cutting, roll bending and welding. Finishing and secondary services such as hardware installation, tapping, deburring, cleaning, heat treating, plating, anodizing and painting available. Sheet Metal Prototype and low to high volume production runs offered.
Suitable for commercial/residential architectural, aluminum brake shape parts, wall panel systems, brackets, general flashings, rails, call button plates and ship building component parts.If you want a specific material to be used in the sheet metal fabrication process, don’t hesitate to contact us!
-

Stainless Steel Sheet Metal Fabrication
-

Aluminum Sheet Metal Fabrication
-

Copper Sheet Metal Fabrication
-

Brass Sheet Metal Fabrication
-

Steel Sheet Metal Fabrication
-

Titanium Sheet Metal Fabrication
-

Galvanized Steel Sheet Metal Fabrication
-

Mild Steel Sheet Metal Fabrication
-

Bronze Sheet Metal Fabrication
Our Sheet Metal Fabrication Applications
Be-Cu prototype offers custom sheet metal fabrication for creating structures, machines, and parts that includes:






Our Case Studies Gallery Of Sheet Metal Fabrication Parts
If you need custom Sheet Metal Fabrication parts in China from a trusted supplier, look no further. Professional service from 10 to 100000+ parts,Whether you want a small series production or large quantities,Be-Cu Prototype scale precision Sheet Metal Fabrication services according to our customers needs, including pipe,plate and tube cutting. Contact us to see how we can help you! Get a quote today!
-

Sheet Metal Fabrication Injection Molding Machine Hopper
-

Sheet Metal Fabrication Funnel For Agricultural Machinery
-

Sheet Metal Fabrication Galvanized Spiral Air Duct
-

PCS Fan Ductwork Sheet Metal Housing
-

Custom Sheet Metal Surgical Instrument Sterilization Box For Beauty Salon
-

Precision Fabrication Green Energy EV Charging Station Cabinet
-

TA1TA2 Alloy Sheet Metal Manufacturing Machinery Support Parts
-

Sheet Metal Fabrication Aluminum 5052 Medical Box For Fire Fighting