
Sheet metal stamping is a widely used manufacturing process in industries such as automotive, aerospace, electronics, and appliances. It involves converting flat metal sheets into specific shapes and designs through the application of force using a stamping press and dies. The process is known for its efficiency, precision, and ability to produce high volumes of parts with consistent quality. However, as with any manufacturing process, there is always room for improvement. Process improvements in sheet metal stamping can lead to enhanced product quality, reduced production costs, increased throughput, and greater operational efficiency.
The Process Analysis of Stamping Parts
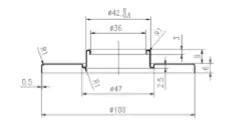
This part is a typical part on a filter. The structure of the parts is relatively complex, all the dimensions are in line with the cold stamping process, there is no special requirement for the thickness change of the parts, and the total height can be guaranteed by the mold. Baosteel’s electro-galvanized sheet DX2-0.5 is used in the production of this product.
Improvement Of The Process Plan
The original process steps: blanking stretching, secondary stretching, forming, trimming and flanging, punching, and turning. Now the process is improved, and the process can be completed by adopting process I blanking and stretching, and process II forming. The key point of improvement is that after stretching and forming, when stretched to a certain height, punch holes, and then feed materials from the inside of the holes, so as to improve the utilization rate of materials; simplify the original cumbersome process and obviously improve the production efficiency. Through the improvement of the processing technology, the utilization rate of materials and production efficiency are improved, the processing cycle is reduced, and the cost is saved.
Part Process Calculation
Process I: blanking and stretching, punching when the stretched height reaches a certain height, and then continue to stretch to feed from the punching position of the boss, the outer edge diameter remains unchanged, until the stretching reaches the process height;
Process II: Forming and processing to the requirements of the drawings. The focus of the improvement is that when stretching to a certain height, punch holes, and then feed materials from the inside of the holes to improve the utilization rate of materials; simplify the original cumbersome process and significantly improve the production efficiency. This time, the backward calculation method is adopted.
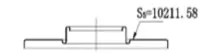
(1) According to the principle that the surface area of the neutral layer of the material remains unchanged, first calculate the surface area S5 of the neutral layer of the part after the completion of process II:
The process II is decomposed into three actions to express:
1) Surface area S4 before flipping
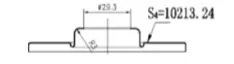
2) Surface area S3 before molding

3) Surface area S2 before flanging
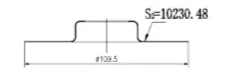
(2) Calculate the surface integral of process I with two actions, first stretch the height to 11, punch Φ18 and then the surface area S1, then feed from the inside of the punching hole, the diameter of the outer flange does not change, continue to stretch to the required height surface area S2, the process I is completed.
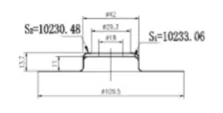
After actual verification, the stretching height of 11 is feasible, and the theoretical maximum stretching height is about 6.5~7; after punching Φ18, the material is fed from the inside to Φ29.3, and the material will not crack. The blanking is calculated as Φ115.5.
(3) From process I to process II, the surface area is gradually reduced to ensure that there is enough material in each step, the parts will not be damaged, and the galvanized layer will not fall off; in actual production, it is helpful for the upper and lower processes. The connection can avoid the occurrence of tensile fatigue, wrinkles and other manufacturing defects.

China Sheet Metal Fabrication Company
Sheet fabrication services for mild steel, high strength low alloy (HSLA) steel, cold/hot rolled steel, galvanized steel, stainless steel, aluminum, copper and brass. Capable of fabricating parts up to 12 ft. length and +/-0.001 in. tolerance. Various capabilities include contract manufacturing,custom stamping,edge rolling, forming,top laser cutting, roll bending and welding. Finishing and secondary services such as hardware installation, tapping, deburring, cleaning, heat treating, plating, anodizing and painting available. Sheet Metal Prototype and low to high volume production runs offered.
Suitable for commercial/residential architectural, aluminum brake shape parts, wall panel systems, brackets, general flashings, rails, call button plates and ship building component parts.If you want a specific material to be used in the sheet metal fabrication process, don’t hesitate to contact us!
-

Stainless Steel Sheet Metal Fabrication
-

Aluminum Sheet Metal Fabrication
-

Copper Sheet Metal Fabrication
-

Brass Sheet Metal Fabrication
-

Steel Sheet Metal Fabrication
-

Titanium Sheet Metal Fabrication
-

Galvanized Steel Sheet Metal Fabrication
-

Mild Steel Sheet Metal Fabrication
-

Bronze Sheet Metal Fabrication
Our Sheet Metal Fabrication Applications
Be-Cu prototype offers custom sheet metal fabrication for creating structures, machines, and parts that includes:






Our Case Studies Gallery Of Sheet Metal Fabrication Parts
If you need custom Sheet Metal Fabrication parts in China from a trusted supplier, look no further. Professional service from 10 to 100000+ parts,Whether you want a small series production or large quantities,Be-Cu Prototype scale precision Sheet Metal Fabrication services according to our customers needs, including pipe,plate and tube cutting. Contact us to see how we can help you! Get a quote today!
-

Sheet Metal Fabrication Injection Molding Machine Hopper
-

Sheet Metal Fabrication Funnel For Agricultural Machinery
-

Sheet Metal Fabrication Galvanized Spiral Air Duct
-

PCS Fan Ductwork Sheet Metal Housing
-

Custom Sheet Metal Surgical Instrument Sterilization Box For Beauty Salon
-

Precision Fabrication Green Energy EV Charging Station Cabinet
-

TA1TA2 Alloy Sheet Metal Manufacturing Machinery Support Parts
-

Sheet Metal Fabrication Aluminum 5052 Medical Box For Fire Fighting