
What Is R Angle?
The r angle is the radius of the transition arc at the intersection of the two straight lines. Usually, the casting fillet is produced when casting parts. According to the process requirements, it is necessary to prevent falling sand. Generally, there are many R angles on the part drawing. For example, R5 means that the radius of the transition arc is 5. The general transition arc is tangent to two straight lines. If it is not tangent but intersects, the center point of the arc needs to be marked.
Radius
- In a circle, the line segment connecting the center of the circle to any point on the circle is called the radius of the circle. Usually represented by the letter R.
- In a sphere, the line segment connecting the center of the sphere to any point on the sphere is called the radius of the sphere.
- The radius of the circumscribed circle in which the regular polygon is located is called the radius of the inscribed regular polygon.
The Properties Of Radius:
- Within the same circle, all radii are equal.
- A tangent to a circle is perpendicular to the radius where it intersects.
- The radius of the same or equal circle is half the diameter; the diameter is twice the radius.
- Two circles with equal radii have the same area.
Diameter
- The diameter is a line segment that passes through the center of the circle and both endpoints are at any point on the circle. Generally, it is represented by the letter D.
- The straight line on which the diameter lies is the axis of symmetry of the circle.
- The two endpoints of the diameter are on the circle, and the center of the circle is the midpoint of the diameter. The diameter divides the circle into two parts of equal area, and the line segment in the middle is called the diameter (each part becomes a semicircle).
The Properties of diameter:
- The length of the diameter in the same circle is twice the radius, which can be expressed as d=2r or r=d/2
- The diameter is the longest chord in the same circle.
The Application Of R Angle
The R-angle is one of those design features that doesn’t seem to have a middle ground, or at least not as widely known. Either the part doesn’t have them and most or all sides are well defined, or the designer of the part decides to go the opposite route and fillet each side and corner with a sized fillet radius.
The R angle is very useful in the design world, especially when the part is to be CNC machined, and this will be our main assumption in the examples below. The following will reveal situations where R-corners are a bad idea, a good idea, and absolutely necessary (hint: corner rounding), so you can start tweaking your design to make it more cost-effective and easier to manufacture.
Where No R Angle Are Required
Before discussing use cases for rounded corners, it’s easiest to rule out some where you don’t need them, because too much is never a good thing.
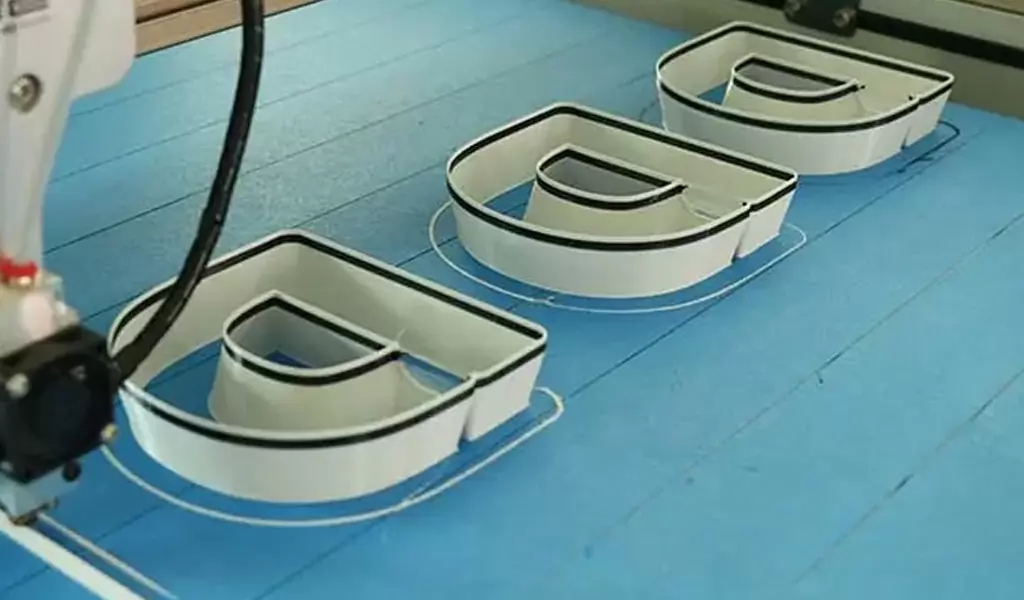
3D Printed Parts For R-Angle
Because 3D printing is an additive process, there is no need to design the part, assuming the tool needs to move around the part and remove material, giving designers more freedom to take advantage of complex and unusual geometries. Fillets are sometimes used to relieve stress in areas where the geometry changes drastically, but otherwise, they are rarely needed. Pockets and interior features on prints can be angular or pointed, and can even have cavities that are completely surrounded by surrounding material!
Also, keep in mind that if you end up moving from 3D printing to another process, like machining, you must start planning for the limitations of that process early to save time and money.
Bottom Edge
Filleting the bottom edge of a groove, wall, or boss feature can be used to improve part aesthetics or increase the strength of a feature (by reducing stress concentrations). However, fillets in these locations require the use of a ball nose end mill, which can make your part more expensive than a square bottom feature. This is because programming such geometry often requires 3D machining operations (which take longer to dial in). Also, ball nose end mills are inherently more fragile than square end mills and must be machined at a much slower speed.
Another related note is that rounding the bottom edge of the part will require another fixture setup which will also increase the production price of the part
Where Rounded Corners Are Useful
The next section will provide some examples where rounded corners may be convenient, although not required. However, keep in mind that rounded corners on CNC parts increase programming and machining time, which in turn increases costs.
Retouching The Edges Of The Face
When designing parts with decorative faces, rounding the edges of these areas is a great way to make the part appear as if its faces blend together seamlessly, rather than overly transitioning.
Edge Softening
If you work with parts a lot, especially if you cut them from metal, adding rounded corners can prevent damage from sharp edges. It’s standard practice for mechanics to snap off all sharp edges by hand, so unless you like perfectly rounded edges, or your part has ergonomics in the rounded area, it’s best not to do this to save money.
Latch/Fastener Insertion
If the fit is too tight, it can be tricky to get the dowel to engage the press-fit hole, or to align the fastener with its female counterpart. Typically, a small chamfer (read: chamfer) is added around the edge of the hole to aid insertion, but a fillet can also aid insertion if desired.
Where You Absolutely Need Rounded Corners
The final section explores three situations where fillets are required to make a part CNC-machineable.
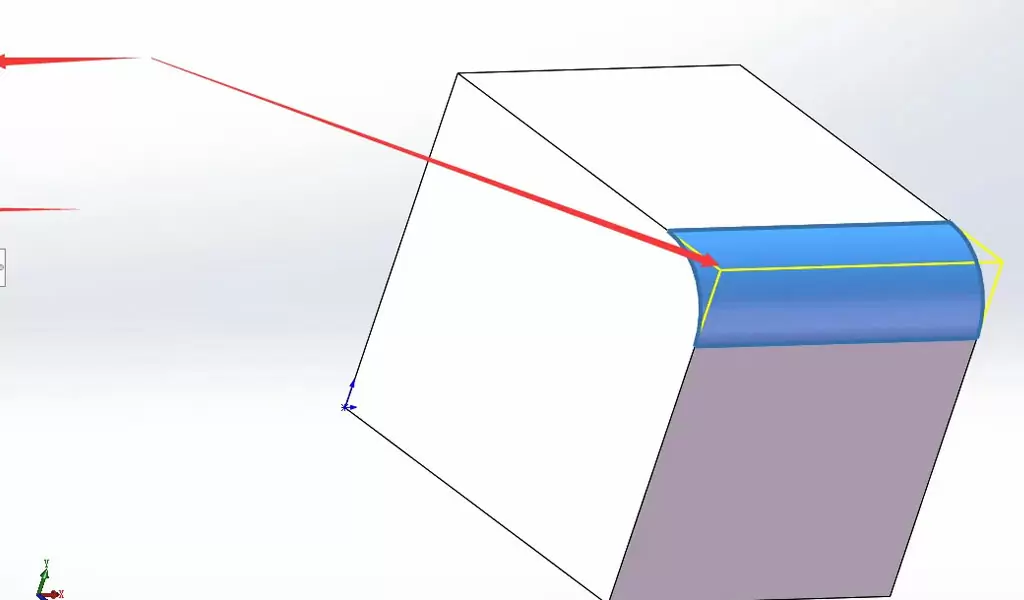
Inside Edges Between Vertical Walls
To cut with high-speed rotation, all CNC tools are circular and axisymmetric, so cutting a square corner between two vertical walls is nearly impossible. In fact, any edge where two vertical walls meet at an angle of less than 180° needs to be rounded. This is the most common DFM feedback we have to give on VirtualV, about CNC parts.
Internal Edges Between Sloped/Organic Surfaces
Similar to the first case in this section, edges less than 180° between angled surfaces or organic surfaces also need to be rounded. If the edges are not perfectly perpendicular, the cut will be made with a ball nose end mill, the radius of which is the smallest fillet size that can remain between surfaces.
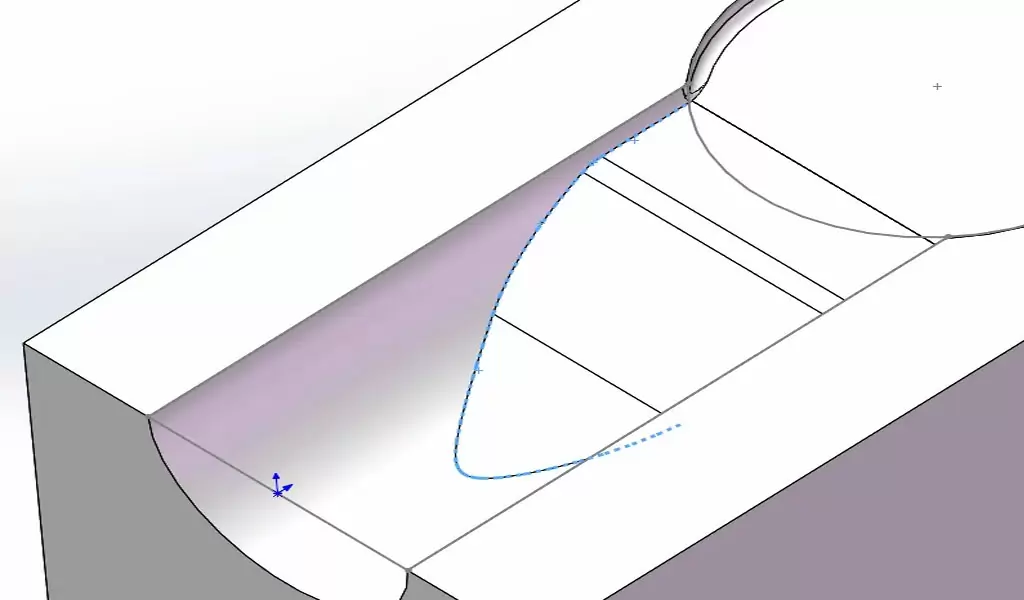
vertical Walls + Angled/Curved/Organic Surfaces
In a combination of the first and second cases, fillets need to be included when a vertical wall on a part intersects a sloped, curved, or organic surface below. This might be a little hard to explain at first, but if you imagine a square or ball nose cutter cutting flush along a wall, you can imagine that there will always be leftover material between the wall and the surface below, unless that surface is completely flat and perpendicular to the tool.
Recommended Standard
Now that you understand the general case for and against the use of fillets, there are two main criteria you need to adhere to if you’re going to be producing parts from an accelerated platform.
Minimum Fillet Size
By default, the smallest milling cutters in stock from our suppliers are 1/32″ end mills (square and spherical). This is just under 0.8mm in diameter, which means the smallest rounded corner it can create is 0.4mm.
Corner Size And Cutting Depth
The length of an end mill is a standard multiple of its diameter, but there is a limit to the length that can be obtained due to tool vibration and chatter exceeding a certain percentage. Materials also play a role here. Cutting deep grooves into plastic or CNC aluminum is much easier than cutting into harder materials such as steel. This pair of fillets means they need to be a certain size, depending on how deep the cut needs to be to form the feature that contains the fillet.
The Main Points Of R-angle
Hope these tips help shed light on the world of rounded corners for you. Especially in the case of CNC machining, knowing when and where not to use these features is absolutely critical: it saves you time, increases part functionality, and leads to cheaper overall part prices. Even if you’re not currently designing for machining, it’s still a good idea to follow these guidelines in case you decide to.