
Whether it is a ship or a reactor vessel, welding is a critical operation in the formation of various reliable metal structures. When a weld fails, the entire structure tends to fail as well, so expectations for weld quality are only going to increase. Processes that use localized heat sources, such as welding, are likely to cause distortion. The welding process of very thick metal parts is unstable and difficult to control without external forces.
Create Small Holes
In high power laser welding, a small amount of metal evaporates in the areas where the laser intensity is highest. Penetration welding creates a vertical cavity called a “pinhole” in the workpiece. During this process, the laser beam not only melts the metal, but also produces metal vapor.This dissipated steam puts pressure on the molten metal and partially displaces it.
Meanwhile, the material continues to melt. The result is a deep, narrow, steam-filled hole, or “keyhole,” surrounded by molten metal. As the laser beam moves, the small hole moves with it on the workpiece. Molten metal flows around the small holes and solidifies along the way. This results in a deep and narrow weld with a uniform internal structure.It is well known that the problem of welding aluminum with deep penetration welding is mainly due to the high dynamic behavior of the melt caused by low viscosity. Combined with high thermal conductivity, the resulting molten pool is wide. The welded surface becomes unstable, with the result that metal droplets splatter and jet, and thus weld defects such as under-weld, undercut, craters, holes or voids, all of which can adversely affect the mechanical properties of the weld .

If material is missing, post-processing with arc welding is often required to fill in the missing material or to make the weld look better, which is also an indicator of surface quality. In addition, smooth weld surfaces become very important in certain fields, such as the food industry, mainly because rough surfaces may carry bacteria.
A side effect of an uncontrolled welding process is accelerated dripping of weld metal. These droplets make the whole process “dirty” and cause a loss of material after the weld cools. Second, the Marangoni effect leads to the creation of non-uniform welds, which is a cause of stress and/or deformation in the workpiece. Parts of the weld pool move under the action of surface tension and electromagnetic forces, resulting in non-uniform distribution of material and different solidification rates in different parts of the weld pool. Once the weld has cured, it may be composed of different materials due to uneven distribution and cooling time.
Slow Melt Flow
Is it possible to counteract this effect? With funding from the German Research Foundation, the BAM German Federal Institute for Materials Research and Measurement has explored various ways to control and attenuate these effects. In this particular example, we use a constant magnetic field to influence the laser welding process. With the help of the COMSOL Multiphysics software, we determined the magnetic field distribution that would improve the uniformity of the weld.
We especially wanted to reduce the impact of the Marangoni effect. On the surface, the point where the laser beam is applied to the metal has a very high temperature, which drops rapidly as the distance from the weld increases. The resulting higher temperature gradient causes the metal to flow from the center of the weld pool to the outer boundary under the action of temperature-dependent surface tension (Marangoni effect). Our goal is to achieve a perfect weld, which means we need to suppress this flow, so the energy goes deep into the weld pool rather than spreading out at the surface.
A perfect weld will have parallel side walls, and curing at all depths occurs simultaneously. In fact, in the absence of external force, the weld is more of a wine glass shape (Fig. 1a), and the curvature of the solidification interface is large.
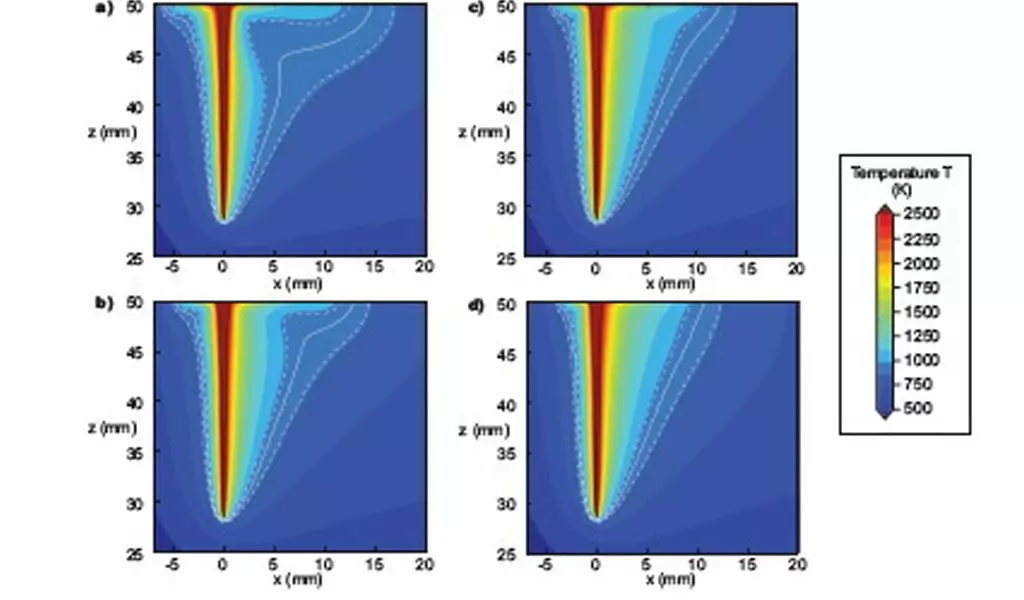
This results in high stress on the workpiece and large deformation after cooling. However, applying a static magnetic field perpendicular to the welding direction brings the weld closer to the desired uniform shape, like a “V” (Fig. 1b-d).Figure 1: The temperature scatter plot of the symmetrical part of the weld shows that in the absence of any magnetic field (a), the weld forms a wine glass shape. After applying the magnetic field (b=0.50T, c=1T and d=2T), the shape starts to approach a V shape.
This ability to change the shape of the weld comes from the Hartmann effect. Specifically, for conductive liquids such as molten metals, the magnetic field induces current flow and creates a Lorentz force field that opposes the original melt flow.
To demonstrate this effect, we simulate 3D heat transfer, fluid dynamics and electromagnetism, using the CFD module and the AC/DC module for this. First, we simulated the electromagnetic fields to calculate the Lorentz forces; these results were used as body forces to calculate the velocities and pressures of the molten pool convection. This allows us to solve the heat transfer problem with the velocity field from a previous convection simulation.
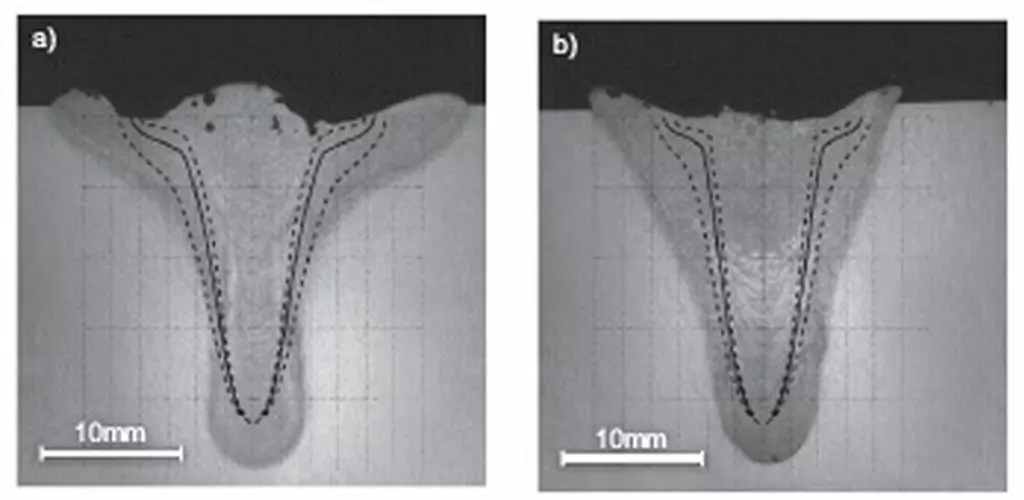
Of course, temperature affects the properties of the material, so we go back and recalculate the Lorentz force, which also depends on the speed of the flow. This loop continues until the simulation achieves the accuracy required for a steady-state solution; eg, all physics involved are satisfied. To verify the model, we welded with and without a magnetic field, respectively, and then cut the weld and obtained its macroscopic topography. The results of the simulations were then superimposed, and the results showed good agreement (Figure 2).
This laser welding process is extremely complex, and thanks to the COMSOL Multiphysics software, we managed to get accurate results. We believe that COMSOL’s advantages include ease of operation, excellent geometry construction and coordination, and the ability to use predefined Multiphysics coupling functions, although some options require manual tuning and modification. For example, material properties with temperature dependence, mainly from experimental data points or analytical expressions, use source terms in solid-phase velocity models, including gravitational effects, and the latent heat of fusion. We can conveniently take all of these factors into account in our calculations.
Glad that the software makes it easier to obtain data of physical origin. Thanks to simulations in COMSOL Multiphysics, we have identified potential effects and know how to deal with them.
The next step is to learn how to put this knowledge into practice at scale. We have identified which magnetic fields improve the quality of the welding process and will further experiment to redefine the entire welding process.