
Stainless Steel Laser Cutting
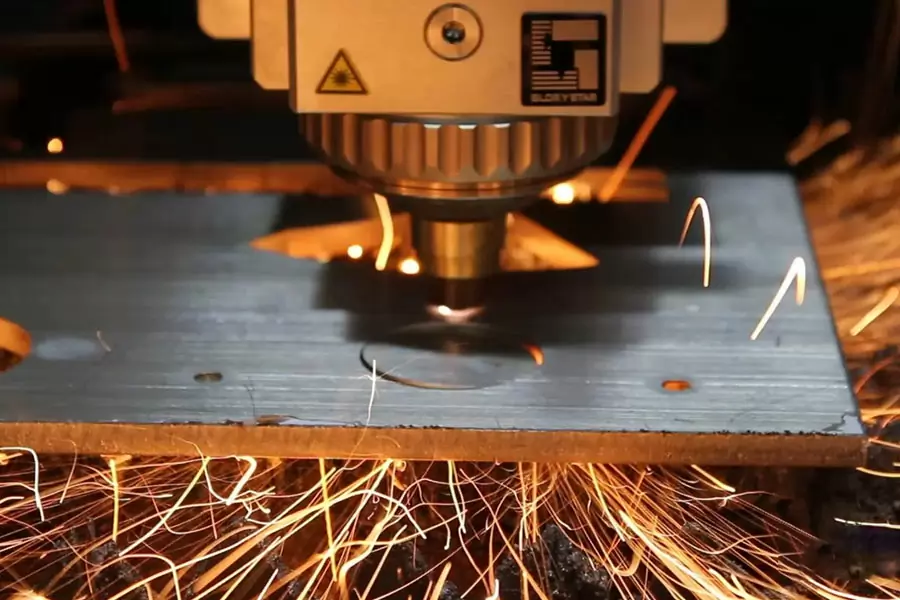
Laser cutting stainless steel technology is to use the laser beam to irradiate a small area on the surface of the steel plate. The laser beam energy is highly concentrated to heat the stainless steel plate locally and rapidly, and the stainless steel evaporates, so as to achieve the cutting of stainless steel. Laser cutting technology has the advantages of fast cutting speed and good quality, and is widely used in various material fields.
Laser cutting stainless steel technology has many advantages. There are many methods for laser cutting stainless steel. You can add oxygen or nitrogen to the cutting section in CO2 laser. Among them, oxygen cutting will form oxide film on the cutting surface;
There is no oxide film and burr on the cutting edge with nitrogen, and no further treatment is required. Laser cutting is a very effective processing tool for cutting stainless steel sheet, which is usually less than 4mm. It can ensure good corrosion resistance of stainless steel sheet. Relatively thick plates can also be cut by laser, but the size error of the cutting parts is also increased.
The Stainless Steel Alloy Grades Of Metal Laser Cutting
Each grade of stainless steel has a slightly different chemical composition and consequently a distinct physical appearance.
The 300 series of stainless steel is the most common with 304 stainless steel and 316 stainless steel being the most prevalent grades. Two other common grades are 409 stainless steel and 430 stainless steel.
| AISI Grade | Material Cost | Laser Cutting Cost |
|---|---|---|
| 303 | Low | Low |
| 304 | Low | Medium-Low |
| 304L | Low | Medium-Low |
| 310 | Medium | Medium |
| 316 | Medium-Low | Medium |
| 316L | Medium-Low | Medium |
| 404 | Low | Medium-Low |
| 410 | Low | Low |
| 416 | Low | Low |
| 430 | Low | Low |
| 440C | Medium | Medium |
Stainless Steel Laser Cutting Services – CNC Laser Cut Stainless Steel Parts Suppliers & Manufacturer
They provide a comprehensive selection of precision laser cutting services for plate,disc, sheet,tube and more. Be-cu.com is experts in multi-axis laser cutter operations with tolerances as close as +/-.01. We use the most up-to-date CAD/CAM methods and software to produce precision-cutting components of the highest calibre and with increased efficiency.
Custom stainless steel laser cutting machines can produce surfaces with 15Ra smoothness, incredibly tight tolerances, and complicated shapes. To assist you in saving time and production costs, they can also carry out other sheet metal manufacturing processes, including cnc bending,precision welding and more.
Our Stainless Steel Laser Cutting Capabilities
Our imported equipment are known for their quick cycle times and reliably precise outcomes. We can fulfil your requirements regardless of how difficult the material or how intricate the design is.
For maximum efficiency, our machines employ modern laser head from.010″ to 4.0″, and we can work with customised pieces that are up to 127″ x 80″.Stainless steel laser cutter provide precise cuts by combining lightning-quick cutting speed with pinpoint accuracy. Capable of cutting parts from 60 to 120 in. width and 0.025 to 0.5 in. thickness. Tolerance ranges up to +/-0.009 in.
Why Use Our Stainless Steel Laser Cutting Services
The Top 6 Reasons:
- No MOQ:One-off Stainless Steel laser cutting prototype part or large quantity parts. No matter the size of your order, we can handle it.
- Industry-best pricing:Our custom Stainless Steel sheet metal fabrication process and technology allow us to offer competitive prices that can match any offer.
- Fast delivery:We have 44 laser cutter and other sheet metal fabrication equipment at our disposal and can take your project from engineering design to delivery faster than our competitors.
- Experienced Engineers:Our team has years of experience in a wide range of industries and can handle even the most challenging projects.
- High-precision and tight tolerance:We service the automotive,medical and electronic industries and can produce parts with tight tolerances. We also use precise tool holders and tools to ensure optimal precision and accuracy.
- Wide range of coatings & finishes:We can offer a wide range of coatings and finishes for your parts depending on your project requirements.
Combine With Other Stainless Steel Manufacturing Processes
Most laser shops will only give quotations for laser cutting as a standalone process. But when the quantity of new parts goes up to hundreds or more, you need a better solution for the best results. For some of these conplex parts, it is better not to cut them from a solid block at all, but to use tool-based fabrication or edm cutting assisted by milling.

When making Stainless Steel cutting parts, Be-cu.com offers several ways to combine precision laser cutting with other manufacturing processes in order to create more complex parts that can be made in large quantities. These process combinations can maximize the functionality of Stainless Steel while still enjoying the benefits of other production processes.
CNC Bending,Welding, Laser Engraving, Metal Etching,Precision machining, stamping, EDM, Wire Cutting and more can all be complemented with laser cutting to make better Stainless Steel components. No matter the test and no matter what properties are required.
Our Case Studies Gallery Of Stainless Steel Laser Cutting
Stainless Steel laser cutting produces durable, end-use Stainless Steel parts with a wide selection of Stainless Steel materials and finishes that meet your specifications, for a variety of industries like: Automotive, Medical device, Aerospace, electronics, energy, robotics and more.Compared with traditional laser cutting companies, we have a large amount of precision machines, so we can do precision post-machining in house.Send your CAD files or inquiry to us, a fast, free online laser cutting quote of required Stainless Steel components will be back. Get your Stainless Steel Laser Cut Parts into fabrication in the shortest time.
-

Laser Cut Hollow Out Geometric Sun Pendant
-

Stainless Steel Laser Cutting Hollow Out Eye Devil Eye Pendant
-

Metal Laser Cut Jewelry Box
-

Laser Cutting 316 Big Palm Shape Hip Hop Pendant
-

Laser Cut And Etching 303 Jewelry Pendant
-

Laser Cutting Dragonfly Hollow Out 304 Pendant
-

Laser Cutting Stainless Steel 304 Capillary Tube
-

Sheet Metal ATM Withdrawal Module Chassis Trunking Installation Parts
-

5G Outdoor Integrated Machine Connector Control Panel By Sheet Metal
-

Wire Cutting 304 Stainless Steel Thick Board
-

Custom Laser Circle Cutting 304 Stainless Steel Parts
-

Fiber Laser Cutting 304 Stainless Steel Thick Plate
The Advantage Of Stainless Steel Laser Cutting
- Thin Cutting Seam: The cutting seam of laser cutting is generally 0.1mm-0.2mm
- The Cutting Surface Is Smooth: the cutting surface of laser cutting has no burrs and no slag.
- Small Thermal Deformation: The laser processing of laser processing has thin slits, high speed and concentrated energy, so the heat transmitted to the material to be cut is small, and the deformation of the material is also very small.
- It Is Suitable For The Processing Of Large-Size Products: the mold manufacturing cost of large-size products is very high, and laser processing does not require any mold manufacturing. For this, we recommend changing the needle to one size larger, and try to adjust the feeding time of the feeding dog. Slow down, and you can fix this problem. Moreover, laser processing completely avoids the slump formed when the material is punched and sheared, which can greatly reduce the production cost of the enterprise and improve the grade of the product.
- It Is Very Suitable For The Development Of New Products And Shortens The Research And Development Cycle: once the product drawings are formed, laser processing can be carried out immediately, and you can get the physical objects of the new products in the shortest time.
- Material Saving: laser processing adopts computer programming, laser equipment can cut different shapes of products, and different combinations of upper and lower thread thicknesses of the interlock sewing machine will definitely produce different sewing effects. Under normal circumstances, the upper and lower lines should be the same thickness.
The Technological Characteristics Of Laser Cutting Stainless Steel

1.Laser Cutting Has Narrow Slit, High Accuracy And Small Workpiece Deformation
The principle and process of laser cutting are as follows: the laser source generally uses carbon dioxide laser beam. The laser beam is concentrated in a small area, the focus is heated up quickly, and the energy is highly concentrated. Only a small amount of heat generated locally is transferred to other parts of the steel, but the heat transmission part is far less than the heat input by the laser beam. The stainless steel material is rapidly heated and vaporized, and then evaporates to form a cavity. The laser beam moves to make the cavity continuously form a slit with very narrow width, thus completing the cutting. Due to the rapid local temperature rise of stainless steel plate, less heat is transmitted, and the trimming is little affected by heat, the width of the incision is narrow, generally only 0.1-0.5mm, and the workpiece is basically not deformed.
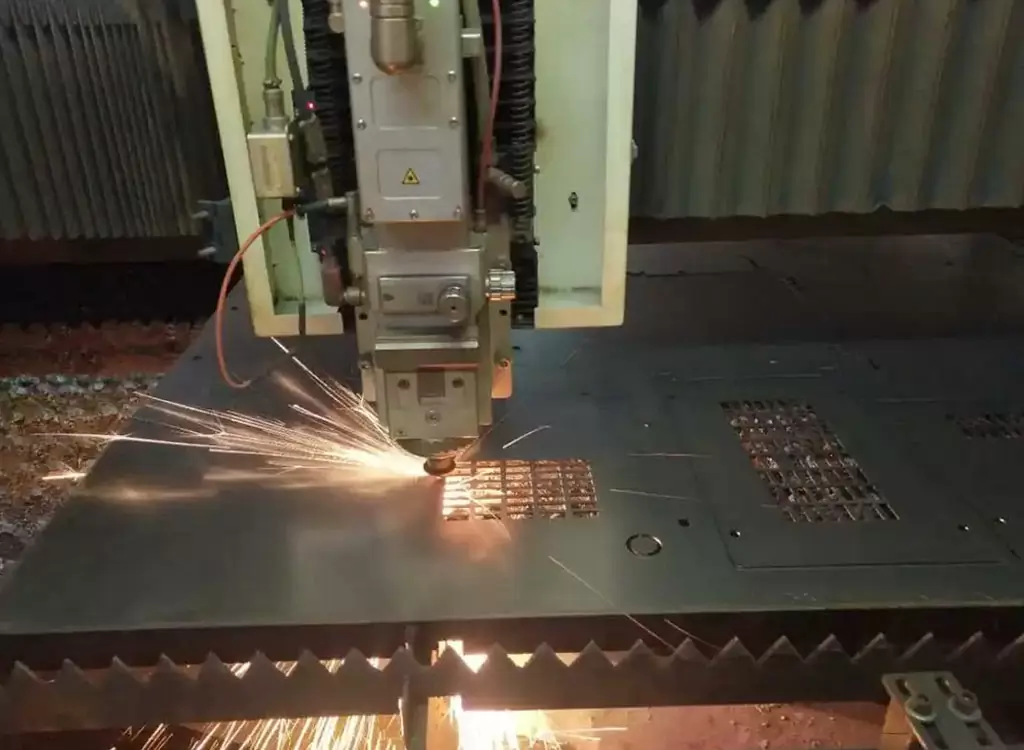
Stainless steel cutting plus oxygen can cut thicker stainless steel plates with a maximum thickness of 20mm. As an auxiliary vapor, oxygen reacts with molten metal chemically. This chemical reaction releases heat and produces oxidized materials. At the same time, the air flow generated by the chemical reaction can help blow away the slag in the kerf. The cutting surface is smooth and beautiful. Therefore, the kerf can be welded without further processing, which facilitates subsequent processing. The stainless steel plate processed by laser cutting has no burr, wrinkle and high precision. The laser cutting does not need a mold, and is currently controlled by a microcomputer program. The modern laser cutting system can easily cut workpieces of different shapes and sizes without using a mold or repairing a mold. It not only saves processing costs, reduces production costs, but also saves the time for mold replacement.
2.Fast Cutting Speed
Using 2KW laser power, the cutting speed of 8mm thick carbon steel is 1.6m/min; The cutting speed of 2mm thick stainless steel is 3.5m/min. The thinner the stainless steel is, the faster the cutting speed will be, so as to improve the production efficiency.
3.High Cutting Energy And Good Density Controllability
The laser beam has less heat transfer and high local heat, which can achieve narrow straight edge slitting. The width of the heat affected zone is very small, and the performance of the materials near the slitting is almost unaffected. The local deformation is very small and can be ignored. Laser cutting has no contact with the workpiece to be processed, and the workpiece has no mechanical deformation. Because there is no tool, there is no tool deformation. There is no need to replace worn tools, and the cost of tool grinding and purchase is reduced; When machining parts with different shapes, let alone changing the tool, changing the output parameters can meet the processing of different shapes. Combined with the computer, it is convenient for the overall layout of stainless steel plates, saving raw materials, and easy to form automatic processing
4.Clean, Safe And Pollution-Free
The laser cutting technology has greatly improved the working environment of the operators. Since there is no friction contact between the cutting tool and the co construction during the cutting process, the noise generated by friction will disappear. Therefore, laser cutting has the characteristics of low noise, small vibration and no pollution.
The Factors Affecting Laser Cutting Accuracy
Cutting accuracy is an important part of measuring the quality of laser cutting technology. The cutting accuracy of stainless steel depends not only on the accuracy of laser cutting equipment, but also on the following factors:
- The shape of the laser beam. The laser beam is usually tapered, and the slit cut is naturally tapered. In this case, the smaller the thickness of stainless steel is, the smaller the slit will be. The thicker the workpiece is, the lower the precision will be. Therefore, the larger the slit will be.
- Flare size. After the tapered laser beam is focused, the facula will become smaller and smaller, the kerf will become narrower and narrower, and the laser cutting accuracy will become higher and higher. The smallest spot can reach 0.01mm. The spot size seriously affects the laser cutting accuracy.
- The material composition is different. The cutting accuracy will vary depending on the composition of the materials, and the materials used locally for the same material will vary. The precision of laser cutting is also affected by the workpiece material to a certain extent.
- Workbench. Whether it is a simple worktable or a high-precision worktable, it will lead to high-precision laser cutting effect. In CNC machine tools, the worktable can move. The accuracy of the worktable moving track and the flatness of the worktable will also affect the cutting accuracy.
The Common Cutting Process And Problem Analysis
1.Melting Cutting And Piercing Technology
The input laser beam has high power density and energy. The material inside the beam irradiation point begins to evaporate, forming a hole. The hole is surrounded by molten metal. The auxiliary air flow coaxial with the beam carries away the molten material around the hole. When the workpiece moves, the small hole moves horizontally in the cutting direction synchronously to form a slit to finish cutting.
For thermal cutting technology, generally, the punch must pierce a small hole in the plate and then use the laser to cut from the small hole. Only a few workpiece can be processed from the edge of the plate. For laser cutting machines without punching devices, there are two basic methods of piercing: blasting piercing: the material forms a pit in the center after continuous laser irradiation, and the oxygen flow coaxial with the laser beam quickly removes the molten material to form a hole. The size of the hole is related to the thickness of the plate. For thicker plates, the blasting hole diameter is large and not round, so it should not be used on parts with high processing accuracy requirements, and can only be used on waste materials. In addition, because the oxygen pressure used for perforation is the same as that used for cutting, the spatter is large. Pulse perforation: A small amount of material is melted or vaporized by using a pulsed laser with peak power, and air or nitrogen is usually used as the auxiliary gas. The perforation diameter is smaller, and the perforation quality is better than that of blasting perforation. The laser used has high output power, so it is necessary to have a more reliable gas circuit control system to achieve the control of gas type, gas pressure switching and perforation time. In the case of pulse piercing, in order to obtain high-quality notch, the transition technology should be paid attention to. In industrial production, the method of changing the pulse width and pulse frequency at the same time is mainly used to achieve good results.
2.Oxidation Melting Cutting
The material is ignited in oxygen under the irradiation of laser beam, and has a fierce chemical reaction with oxygen. This reaction is an exothermic reaction, which further releases heat. Under the effect of heat, small holes are formed on the stainless steel, which are surrounded by molten metal. Inside the stainless steel, there are small holes full of steam. The oxygen flow blows away the slag. The higher the oxygen flow rate, the more intense the combustion chemical reaction, and the faster the slag removal speed, However, the oxygen flow rate should also be controlled, and should not be too fast. If the slit is cooled rapidly, the cutting quality will be adversely affected. Of course, the higher the oxygen flow rate, the better, because too fast the flow rate will lead to the rapid cooling of the reaction products at the slit outlet, namely metal oxides, which is also detrimental to the cutting quality. In the oxidation melting cutting process, laser irradiation generates heat, and oxidation reaction also generates heat. Therefore, using oxygen as auxiliary
3.Gas Can Obtain Higher Cutting Speed.
Analysis of deformation of small holes (small diameter and plate thickness) during cutting
The common way to solve the deformation of small aperture in cutting is to select different cutting methods according to the power of laser cutting machine. For high-power laser cutting machine, the soft puncture mode of pulse perforation should be changed to the ordinary puncture mode of blasting perforation in the processing program, that is, the blasting perforation mode should be used to ensure that the cavity surface is smooth, free of burrs and small deformation. In order to ensure the surface finish of small holes processed by laser cutting machine with low power, pulse piercing shall be adopted.
Summary
Cutting stainless steel with laser cutting technology can greatly reduce the processing cost. Although the one-time investment of laser equipment is large, the subsequent process cost is reduced. In general, laser cutting is still desirable. The laser cutting stainless steel process can be used for processing a variety of products, such as cutting handicrafts with different patterns, stainless steel characters, automobile manufacturing and other fields. The processing time is reduced and the workpiece quality is high.