
Affected by the casting process, the chilled low chromium molybdenum ductile iron roll has a relatively large casting stress in the as-cast state, so stress relief annealing treatment is required. Practice has shown that the stress relief annealing temperature not only affects the degree of casting stress relief, but also affects the structure and performance of the roll.
Using power frequency induction electric furnace to smelt molten iron, bottom-pouring pouring process, the diameter of the roll working surface is 288mm, and the composition is shown in Table 1. Use a lathe to cut a 20mm thick and 40mm wide (radial dimension) ring from the rolled chilled layer. The ring was cut into several samples, which were annealed and heat treated at different temperatures, and then the metallographic structure and hardness were observed.
Figure 1 shows the metallographic structure of the outside of the roll cut ring (near the cold type) and the inside of the cut ring (near the roll core). Figure 1a and Figure 1b show that the as-cast structure of the roll is pearlite, ledeburite and carbide. The amount of carbides on the outside of the tangent ring is more, and the amount of pearlite is less, and the amount of carbides on the inside of the tangent ring is less, and the amount of pearlite is more. . The test shows that even if the annealing temperature reaches 600°C and the holding time is 4 hours, the roll structure still has no obvious change, as shown in Figure 1c and Figure 1d.

(a) As cast outside (b) As cast inside
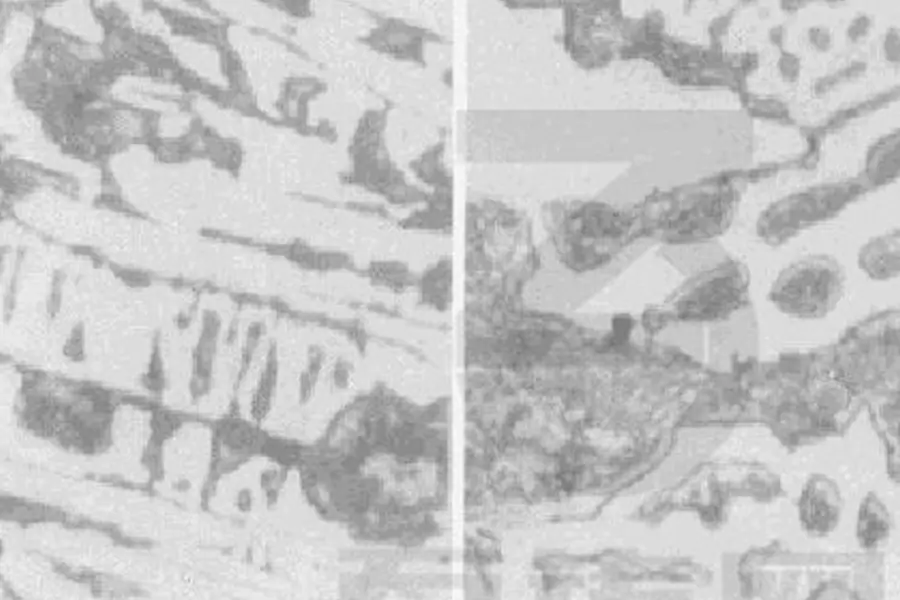
(c) The outer side after 600℃×4h heat treatment (d) The inner side after 600℃×4h heat treatment
Figure 1 Roll metallographic structure
Figure 2 shows the hardness at different positions of the cut ring of the roll working layer in the as-cast state and after different heat treatments. The figure shows that the hardness of the roll gradually decreases from the outside to the inside of the cutting ring. After the heat treatment, the hardness of the roll decreases, and the decrease in hardness increases with the increase of the heat treatment temperature. When the heat treatment temperature reaches 600°C, the hardness decreases greatly. According to the customer’s requirements on the hardness of the rolls, we choose an annealing temperature of 400℃ in the production.

Discussion
The reduction in roll hardness after heat treatment is caused by three factors. One is that the metallographic structure changes during heat treatment, such as the decomposition of carbides. According to Figure 1, even if the heat treatment temperature reaches 600°C, the roll structure still has no significant change. This result is in line with the ferroalloy phase diagram [1]. It can be seen that the decrease in roll hardness is not caused by changes in the metallographic structure. The second is that the alloying elements diffuse uniformly and the degree of supersaturation is reduced during the heat treatment process, that is, caused by changes in the microstructure. In order to determine the effect of this factor, the experiment measured the microhardness of carbide and pearlite after different heat treatments (see Figure 3). The measurement results show that the microhardness of pearlite and carbides are reduced to varying degrees after heat treatment. This phenomenon must lead to a reduction in the macroscopic hardness of the roll. The third is the reduction of the macroscopic hardness of the roll with the relief of casting stress.
Conclusion
After the chilled low chromium molybdenum ductile iron roll is annealed and heat treated at less than 600°C, the metallographic structure does not change significantly, but the macroscopic hardness is reduced. When the heat treatment temperature is less than 450°C, the co-hardness decreases little, and when the heat treatment temperature is higher than 600°C, the hardness decreases more. The reason for the decrease of macroscopic hardness is the decrease of microhardness and the elimination of casting stress.
If you are looking for dependable volume manufacturing metal parts supplier with High pressure die casting service who offers you competitive price, good service and quality for aluminium die casting, zinc, or magnesium die casting, then BE-CU Prototype are surely a partner you are looking for to fulfill all your die casting needs. With quality service and state of art technology, BE-CU indeed claim in providing quality pressure die casting including aluminum/zamak/magnesium alloy castings to our customers all over the world. To work with us,be-cu don’t just stop at taking your order and delivering your die casting products. be-cu are there for you at every step right from your preferred selection of aluminum die casting, Zamak die casting (Zamak 2, Zamak 3, Zamak 5, Zamak 8) or magnesium die casting products and services to post-order phase. In brief, once you become our customer, be-cu are with you every step on the way. The Detail Of BE-CU Die Casting Company


CNC Machining Gas Stove Bottom Joint

Gravity Die Casting Custom Street Light Heat Sink

Die Casting LED Canopy Lights Heatsink For Gas Station
![]()
Zinc Die Casting PA10 Transformer Connector Terminal

Die Casting Aluminium Cookware Chassis

Die Casting Wheels With Aluminum Alloy 5 Axis CNC Machining

Precision Machined Copper Die Casting Parts

Professional Small Baler Aluminum Alloy Die-casting Mold Production

China Die Casting Factory Manufactures Surface Sprayed Aluminum Valve Body

Extrusion Die-casting Polyurethane-Coated Aluminum Alloy Profiles

Custom Precision Aluminum Die Cast Brackets and Finishes

Extrusion Die-casting Magnesium Alloy Heat Sink Shell