
Drilling operations are fundamental in various industries, from manufacturing to construction. Among the multitude of techniques and tools available, the G81 dwell function stands out for its ability to enhance drilling precision and efficiency. However, mastering the dwell time setting can be a daunting task for beginners and seasoned professionals alike. In this article, we delve deep into the intricacies of setting the best dwell time when drilling with the G81, providing comprehensive insights and practical tips to optimize your drilling operations.
Understanding the G81 Dwell Function
Before diving into the specifics of dwell time optimization, it’s crucial to grasp the fundamentals of the G81 dwell function. The G81 command is a modal G-code used in CNC (Computer Numerical Control) machining to initiate drilling operations. When activated, the G81 command directs the machine to perform a series of drilling cycles, with each cycle consisting of rapid approach, dwell (or dwell time), and retract phases.
The dwell phase, in particular, is where the spindle remains stationary at the drilling depth for a specified period, allowing the drill to penetrate the material effectively. The duration of this dwell time significantly impacts drilling performance, affecting factors such as hole quality, tool life, and overall machining efficiency.
Factors Influencing Dwell Time
Mastering dwell time optimization is a critical aspect of achieving superior drilling performance and efficiency with the G81 command. By understanding the factors influencing dwell time selection, tailoring settings to suit specific application requirements, and implementing practical tips for optimization, operators can elevate their drilling operations to new heights of precision and productivity. With a strategic approach and a commitment to continuous improvement, you can unlock the full potential of the G81 dwell function and achieve unparalleled success in your machining endeavors.Several factors influence the determination of the optimal dwell time for a given drilling operation. Understanding these factors is essential for tailoring the dwell time setting to achieve desired outcomes. Some of the key factors include:
- Material Type and Properties:The type of material being drilled plays a crucial role in dwell time selection. Materials with varying hardness, such as metals, plastics, and composites, require different dwell times to ensure proper chip evacuation and hole quality. Additionally, factors like material density and thermal conductivity can influence heat generation during drilling, necessitating adjustments in dwell time to prevent tool wear and workpiece deformation.
- Drill Bit Geometry and Coating:The geometry and coating of the drill bit directly impact its cutting performance and, consequently, the required dwell time. Factors such as drill point angle, flute design, and coating material determine the chip evacuation efficiency, cutting forces, and heat dissipation during drilling. By selecting the appropriate drill bit and adjusting the dwell time accordingly, operators can optimize drilling performance and extend tool life.
- Cutting Parameters:The selection of cutting parameters, including spindle speed, feed rate, and cutting depth, significantly influences the dwell time setting. Balancing these parameters is essential to achieve optimal chip formation, minimize tool wear, and maintain dimensional accuracy. Adjusting the dwell time in conjunction with cutting parameters allows operators to fine-tune the drilling process for maximum efficiency and surface finish.
- Machining Environment:Environmental factors such as ambient temperature, humidity, and coolant usage can affect drilling performance and, consequently, the ideal dwell time. Proper coolant application helps dissipate heat generated during drilling, reducing tool wear and workpiece distortion. In extreme environmental conditions, such as high-temperature environments or dry machining operations, adjustments to dwell time may be necessary to mitigate thermal effects and ensure consistent drilling quality.
- Optimizing Dwell Time for Different Applications:Achieving the best dwell time setting requires a systematic approach that considers the specific requirements of each drilling application. Whether drilling precision holes in aerospace components or creating large bores in automotive parts, tailoring the dwell time to suit the application is essential for achieving optimal results. Here are some guidelines for optimizing dwell time in various drilling scenarios:
Set The Best Dwell Time When Drilling With The G81
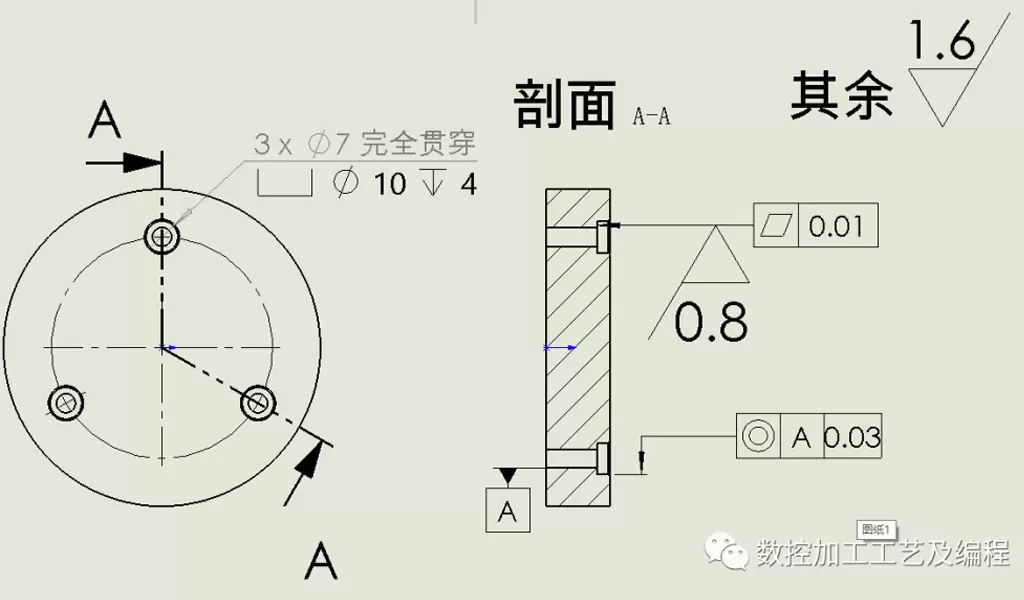
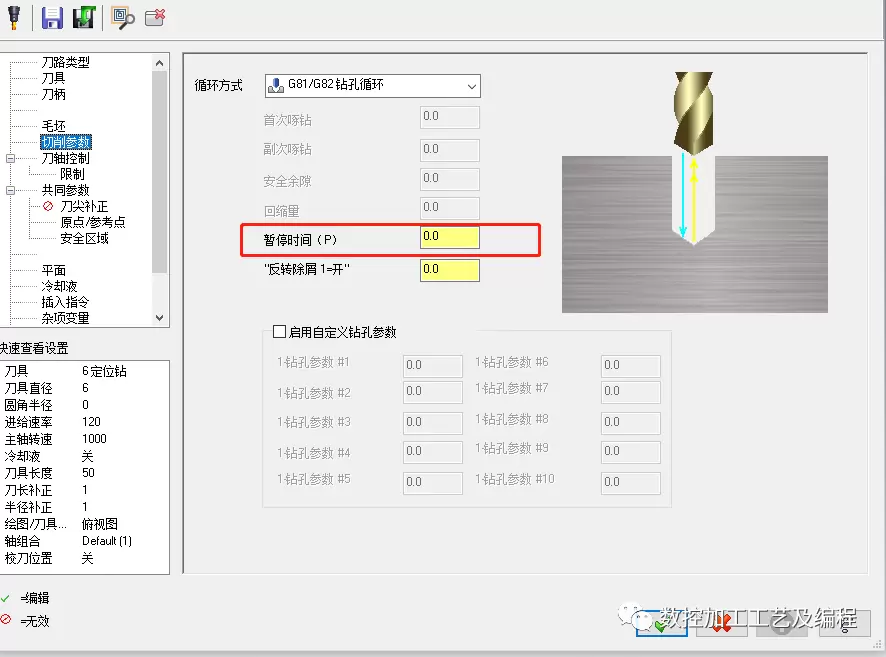
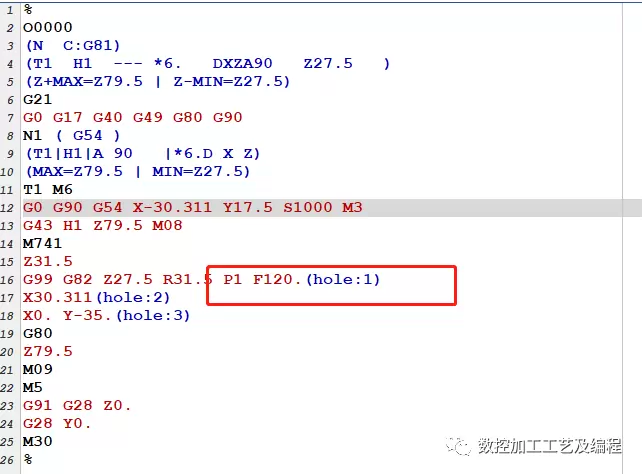
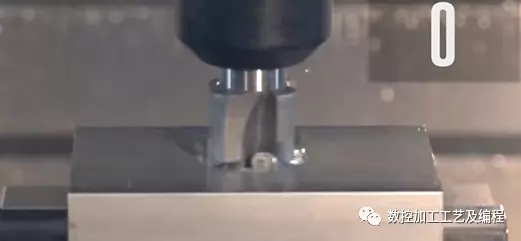
In the above figure, the bottom surface of the sinking hole has roughness and flatness requirements, and there are coaxiality requirements with the following through-holes, the best solution is to use a knife to machine out, the actual cnc machining, in order to speed up, are used with internal cooling of the cemented alloy drill, using G81 drilling cycle, as shown below.

However, the use of G81 drilling cycle only solves the problem of cnc machining efficiency, but whether it can meet the drawing requirements is another problem, for example, how to meet the roughness and flatness of the drawing.
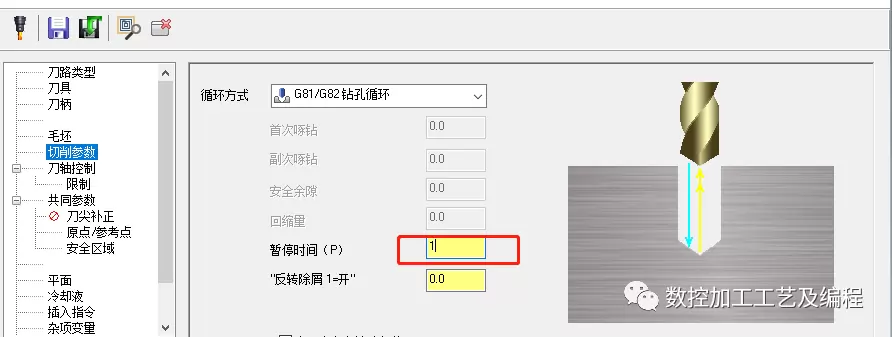
Instruction format: G04P or G04X
G04X_/P_ refers to the tool pause time (feed stop, spindle does not stop), and the value after address P or X is the pause time. The value after X should be with a decimal point, otherwise it is calculated as one thousandth of the value, in seconds (s), and the value after P cannot be represented by a decimal point (that is, an integer), in milliseconds (ms).
For example, G04X2.0; or G04X2000; Pause for 2 seconds G04 P2000;
However, in some hole precision cnc machining instructions (such as G82, G88 and G89), in order to ensure the roughness of the bottom of the hole, when the tool is machined to the bottom of the hole there needs to be a pause time, at this time can only be represented by address P, if represented by address X, the control system believes that X is the X axis coordinate value for execution.
For example, G82X80.0Y60.0Z-20.0R5.0F200P2000; Drill (80.0, 60.0) to the bottom of the hole and pause for 2 sec



Without a certain amount of dwell time, the tool rotation may not even be able to run a full rotation lap. This will cause unevenness of the surface, unevenness caused by drilling failure, if the drill is the valve seat on the cylinder, or the sealing surface on the hydraulic pipe, which will cause the leakage of gas or liquid, so that the workpiece is scrapped.
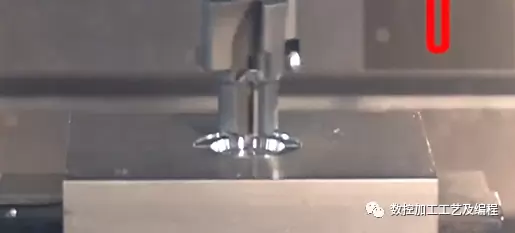
Using G81 programming, the bottom surface does not stay, the result is that the bottom surface is uneven, and the stay time is too short.


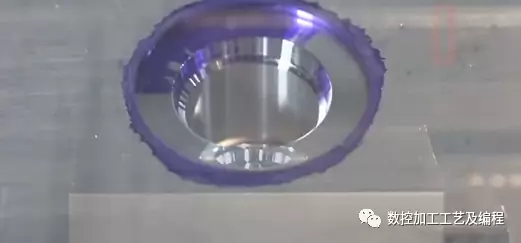
Use G81 to stay for 1 second, although a second is not much, but has made the tool rotate 30 times, which will make the tool wear quickly, will cause poor surface roughness, this is because the residence time is too long, so we need a correct residence time, not too short and not too long, in order to ensure the accuracy of the parts.

Stopping rotation x 60000 / speed = P value
Stopping rotation means that the tool rotates completely one circle at the bottom of the hole.
60000 is a fixed value because 60 seconds equals one minute, and the formula is converted to milliseconds, not seconds.
P value is generally milliseconds, most of our residence time with the value is very small, two laps of time to stay on the workpiece, only need 15-300 milliseconds, so we use P15-P300, which is the general use of residence time, for contour molding knife, I need to stay 1.5 rpm, write 1.5 in the formula, 60000 unchanged, the speed of the tool is 2000 that is, S2000, by the formula we will get forty-five, which means that we use G81 when the P value should be 45, in the S2000 state, the tool will stay 45 milliseconds, 45 milliseconds will produce 1.5 turns of rotation, this time is enough to clean the workpiece surface, 45 is the best residence time of 2000 rpm, if you do not stay too fast, one second is too much, so we need to calculate the best dwell time before machining , it does not take a lot of time on the program, and the tool does not scratch the surface of the part.

The G04 directive allows the tool to be processed for a short period of time without feed finishing to obtain a rounded and smooth surface. , use the pause command to make the tool for non-feed light whole cutting, and then retract the knife to ensure that the bottom of the hole is flat. 2) When the tool is to be retracted after the boring is completed, in order to avoid leaving a spiral scratch and affecting the surface roughness, the spindle should stop rotating, and pause for a few seconds, and then retract the tool after the spindle is completely stopped. If the tool chuck has a forward and reverse mechanism, a pause command can be used to replace the specified distance with a pause time
The G04 directive allows the tool to be processed for a short period of time without feed finishing to obtain a rounded and smooth surface. Generally used in the following situations:
- When machining blind holes, after the tool feed to the specified depth; , use the pause command to make the tool for non-feed light whole cutting, and then retract the knife to ensure that the bottom of the hole is flat;
- When the tool is to be retracted after the boring is completed, in order to avoid leaving a spiral scratch and affecting the surface roughness, the spindle should stop rotating, and pause for a few seconds, and then retract the tool after the spindle is completely stopped;
- When tapping the thread with a tap. If the tool chuck has a forward and reverse mechanism, the pause command can be used to replace the specified interval with a pause time, and after the tapping thread is completed, the tap exits the workpiece; Then resume the machine’s action instructions.
Practical Tips for Setting Dwell Time
In addition to understanding the theoretical aspects of dwell time optimization, implementing practical strategies can further enhance drilling performance and efficiency. Consider the following tips when setting dwell time for your drilling operations:
- Conduct Rigorous Testing: Before implementing a new dwell time setting in production, conduct thorough testing using scrap material or test pieces to evaluate drilling performance and hole quality.
- Monitor Tool Wear: Regularly inspect drill bits for signs of wear and adjust dwell time settings accordingly to maintain consistent machining performance.
- Utilize Real-Time Monitoring: Implement sensor-based monitoring systems to track drilling parameters in real-time and make immediate adjustments to dwell time as needed.
- Collaborate with Suppliers: Work closely with tooling suppliers and machining experts to gain insights into the latest advancements in drill bit technology and optimal dwell time strategies.
- Document Best Practices: Keep detailed records of dwell time settings, cutting parameters, and machining outcomes to establish best practices for future reference and continuous improvement.
Optimizing Dwell Time for Different Applications
Achieving the best dwell time setting requires a systematic approach that considers the specific requirements of each drilling application. Whether drilling precision holes in aerospace components or creating large bores in automotive parts, tailoring the dwell time to suit the application is essential for achieving optimal results. Here are some guidelines for optimizing dwell time in various drilling scenarios:
- Precision Drilling in Hard Materials: When drilling precision holes in hard materials such as stainless steel or titanium, longer dwell times are often required to facilitate chip evacuation and prevent work hardening. Start with a conservative dwell time setting and gradually increase it while monitoring hole quality and tool wear. Experiment with different combinations of cutting parameters and coolant strategies to achieve the desired balance between productivity and tool life.
- High-Speed Drilling in Soft Materials: In applications involving high-speed drilling of soft materials like aluminum or plastics, shorter dwell times are generally sufficient to maintain chip control and surface finish. Focus on maximizing spindle speed and feed rate while minimizing dwell time to optimize machining efficiency. Use cutting fluids or air blast systems to enhance chip evacuation and prevent material buildup on the cutting edge.
- Deep-Hole Drilling: Deep-hole drilling poses unique challenges due to increased heat generation and chip evacuation issues. In such cases, longer dwell times combined with peck drilling techniques can help manage heat buildup and ensure proper chip removal. Implementing specialized drilling strategies, such as gun drilling or twist drilling with internal coolant channels, can further enhance drilling performance in deep-hole applications.
- Non-Traditional Drilling Operations: In unconventional drilling operations involving complex geometries or exotic materials, customizing dwell time settings is essential for overcoming machining challenges. Utilize advanced CAD/CAM software to simulate drilling processes and optimize dwell time parameters based on virtual machining trials. Collaborate with tooling suppliers and machining experts to identify innovative solutions and fine-tune dwell time for specific application requirements.