
The latest advancements in laser technology have injected greater capabilities into precision machining, eliminating thermal effects and minimizing post-processing.
Millisecond (ms) fiber lasers have been used successfully for many years in medical device applications such as the cutting of syringes and stents.
Although precise and fast, this machining method has the disadvantage that a series of post-processing steps are always performed after the part is cut, significantly increasing the cost of the part and increasing the risk of damage to these delicate mechanical components.
In recent years, ultrashort femtosecond (fs) laser technology has been introduced that generates laser pulses that do not leave thermal fingerprints on parts. These dish femtosecond lasers provide laser pulses shorter than 400fs, excellent beam quality, and sufficient peak power to enable very high-quality cold ablation cutting processes without the need for melt jetting. The cutting process thus performed requires only minimal post-processing, and the finer beam allows for very fine details.
This process works particularly well in the production of medical devices such as catheters, heart valves and medical stents, and can be used in glass cutting and marking applications, as well as in the fabrication of 3D structures from ceramic materials for dental implants. But perhaps the most potential application lies in a new class of bioabsorbable materials, polymeric materials that can be safely retained in the body for a controlled length of time and subsequently absorbed, which are currently under development and will Used to replace traditional polymer or metal parts.
In the past, femtosecond lasers have been considered too slow to perform commercially viable machining operations. Recent studies evaluating the cutting time and post-processing steps for each part have demonstrated that in many cases, the payback period of a disc femtosecond laser is less than 12 months, especially when used to process high-value parts. The potential of femtosecond lasers is largely dependent on the system platform, so Jenoptik and Miyachi America are teaming up to develop step and scanhead platforms designed to achieve the level of quality and precision required for microprocessing.
The Basic Features Of Femtosecond Lasers
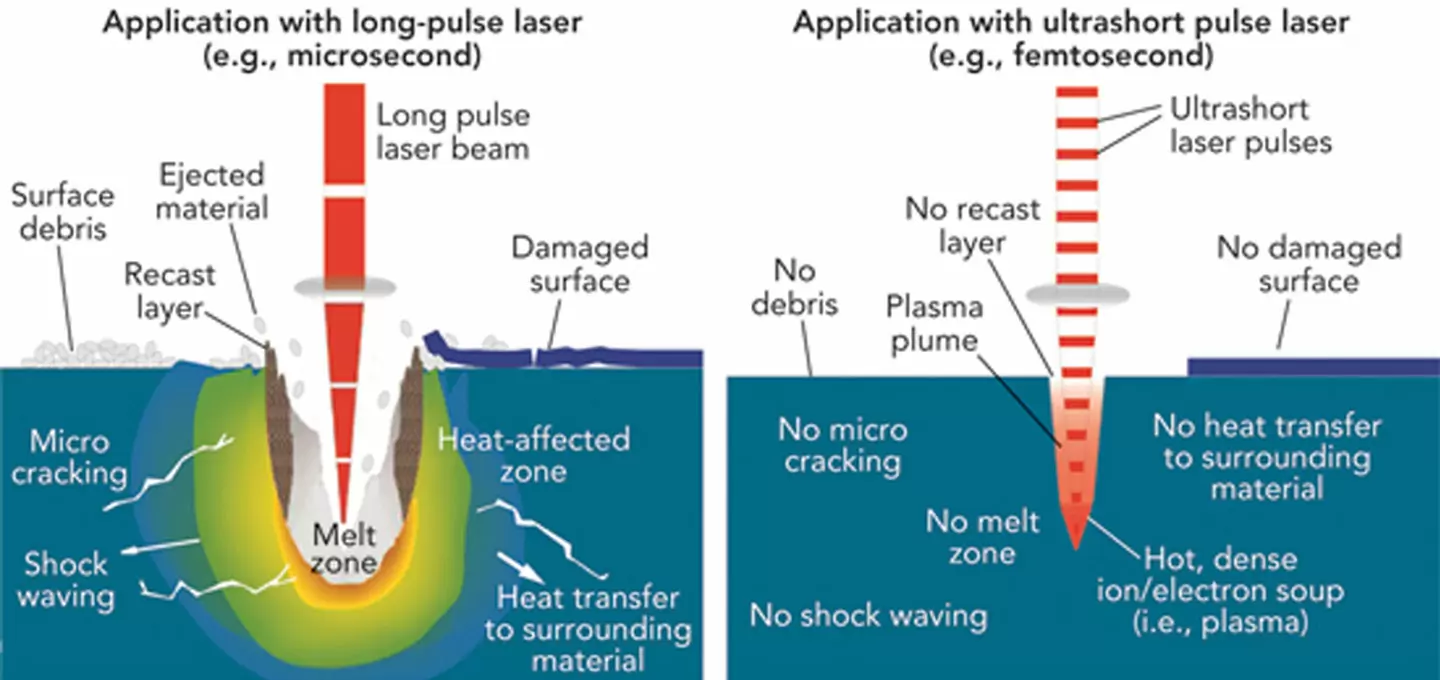
Femtosecond light pulses are classified as ultrashort pulses (USP). 1fs=10-15s, as a calibration point, 1 pulse of 300fs is equal to a physical pulse length of only 90μm. USP has numerous advantages due to not thermal processing like nanosecond (ns) pulses: no thermal shock, no shock waves, no microcracks, no melting effects, no surface damage, no debris, no material ejection, no heavy cast layer.
Femtosecond laser technology is not a new technology, this technology has been widely used in scientific research institutions and research centers for more than 30 years. Commercially available femtosecond laser technology, however, requires the ability to work 24/7 in an industrial setting, and this technology has only been around for about seven years. Femtosecond lasers, recently used for wafer slicing and etching P1, P2, P3 solar power panels, or for making trenches for electrodes in solar panels, are now driving a wave of new processing capabilities. Inspur, there are many medical devices that will be good candidates for this kind of processing, especially considering the high cost of machining parts in this process.
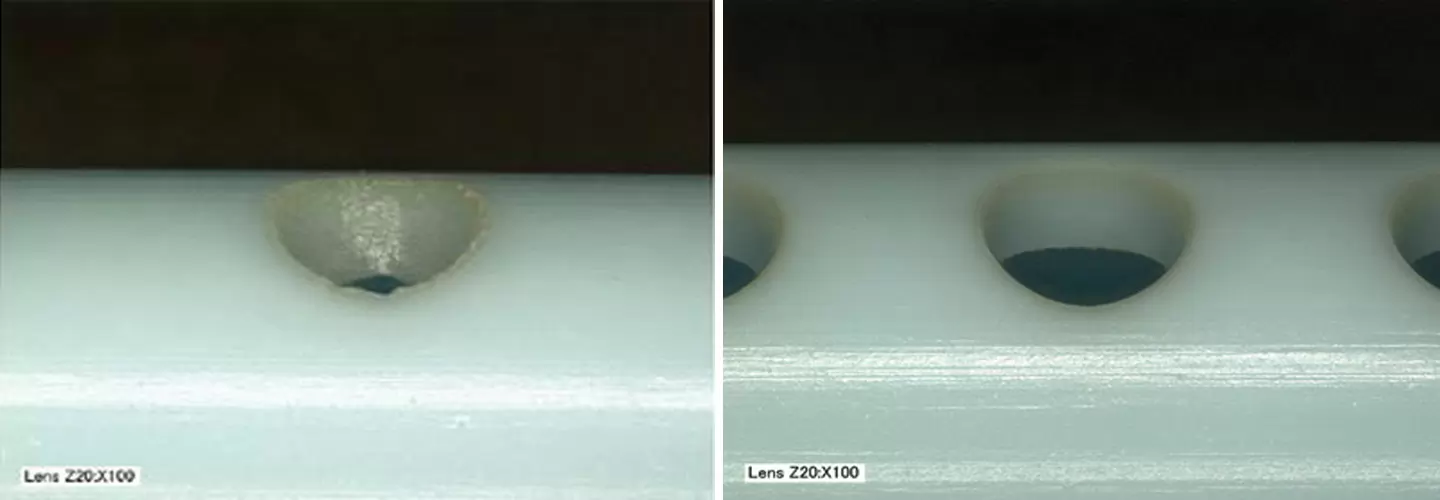
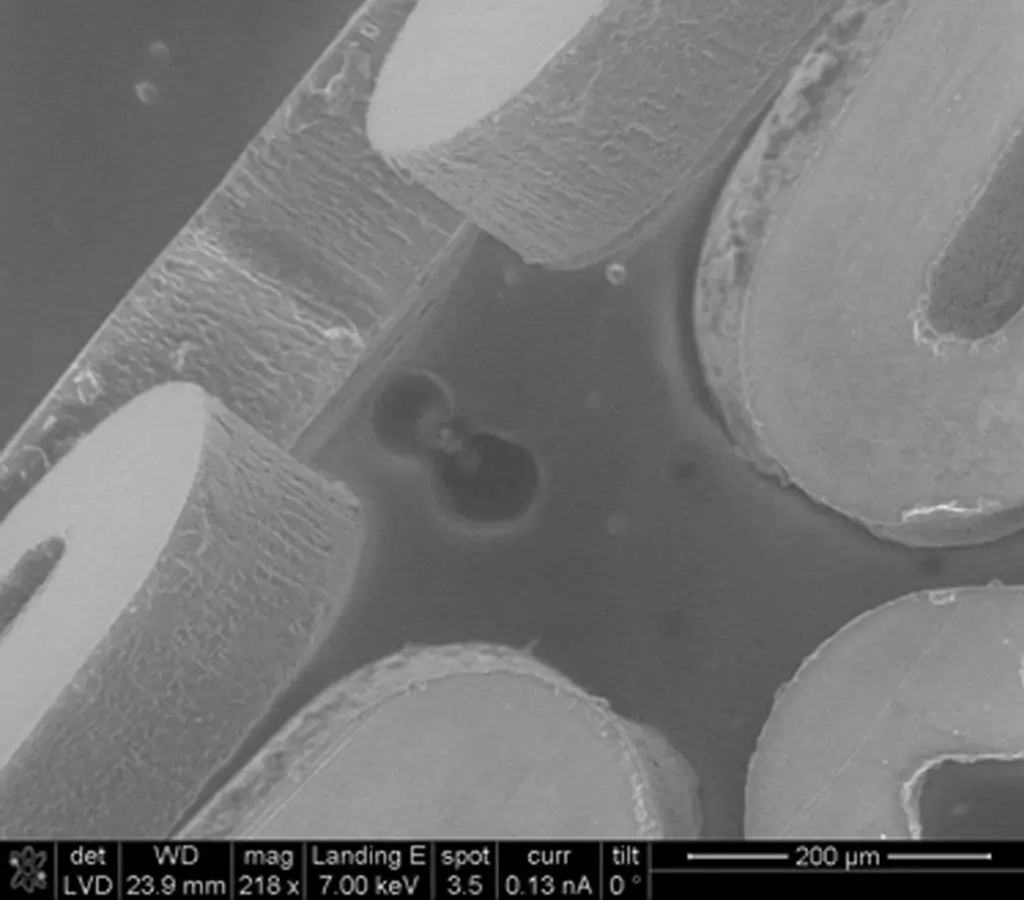
In addition to justifying the return on investment from the ability to minimize post-processing, femtosecond-class disc lasers allow for unique features not previously possible due to quality concerns, especially in polymers processing field. Figure 2 shows the comparison of the nanosecond 355nm laser source and the 1030nm femtosecond laser source when processing polypropylene. The disc-type femtosecond laser-machined hole shows very little taper in appearance, and there is no melting and thermal effect deformation around the hole. This capability allows products to have greater design freedom, with little or no compromise in manufacturing processes, and just as much functionality as possible.
Development Considerations In ROI
Metal and plastic materials can be processed with femtosecond lasers to achieve excellent edge quality, making this laser excellent for heart, brain and eye stents (both Nitinol and CoCr), catheters, heart valves and polymer tubes. This nearly cold cutting process means that very fine surface feature sizes can be cut in the thinnest materials, while maintaining mechanical and material integrity. In-tube water cooling is not required, even for the smallest diameter Nitinol tubes.
The prospect of improved quality and reduced post-processing has always made femtosecond laser technology a theoretical possibility, but until 6 years ago there was little commercial interest in its use in medical devices due to concerns Cost and slow processing speed compared to other technologies.
And companies including Jenoptik have been developing ROI calculators since then to demonstrate the true cost of post-processing. This tool can be used to consider a combination of cost elements, including laser equipment purchase, post-processing capabilities, processing time, and operating time. These calculations demonstrate that femtosecond lasers are in fact faster because they can offload many of the time-consuming post-processing steps.
Take the universal coronary stent, for example, the first device to be manufactured using a fiber laser. First, the part must be machined, then reground using mechanical tools, or internally cleaned and finally burred. Subsequently, a chemical etching process must be performed to clean around the edges, followed by an electrolytic polishing process. Not only are these steps time consuming, but they can also cause parts to become brittle and deform, and can create microcracks. The yield is in the 70% range, which means that a considerable share of the final product is lost. In contrast, femtosecond lasers are dry machining and do not introduce water or heat into the part. The number of steps is drastically reduced, the part is machined, and an electrochemical step is performed to round the edges. Part integrity has been improved, many time-consuming steps have been eliminated, and yields can approach 95%.
Femtosecond lasers can also process medical products using novel bioabsorbable polymers. This polymer can be safely implanted in the body for a controlled length of time, followed by absorption, and does not cause harmful or adverse interactions. Bioresorbable polymers (also known as Aspirants) provide an alternative to traditional polymer or metal parts and are engineered to meet precise degradation rate requirements and other specifications.
Bioabsorbable materials can be processed into any shape that can be used for stents. However, this material must be processed correctly and without introducing heat. Failure to meet these requirements can lead to crystallization within the material, a phenomenon that degrades the material’s structure, affecting its longevity and ability to sustain drug release at the correct rate. Also, because bioabsorbable materials dissolve, they cannot be cleaned like most plastics, nor can they come into contact with any liquid solvents, which is why femtosecond laser technology is a better fit for this material.
Bioabsorbable materials are already used in coronary stents in the European Union, although they have not yet received FDA approval for use in the United States. The vast majority of this material consists of polyesters, mainly homopolymers and copolymers of polylactic acid and polyglycolic acid.
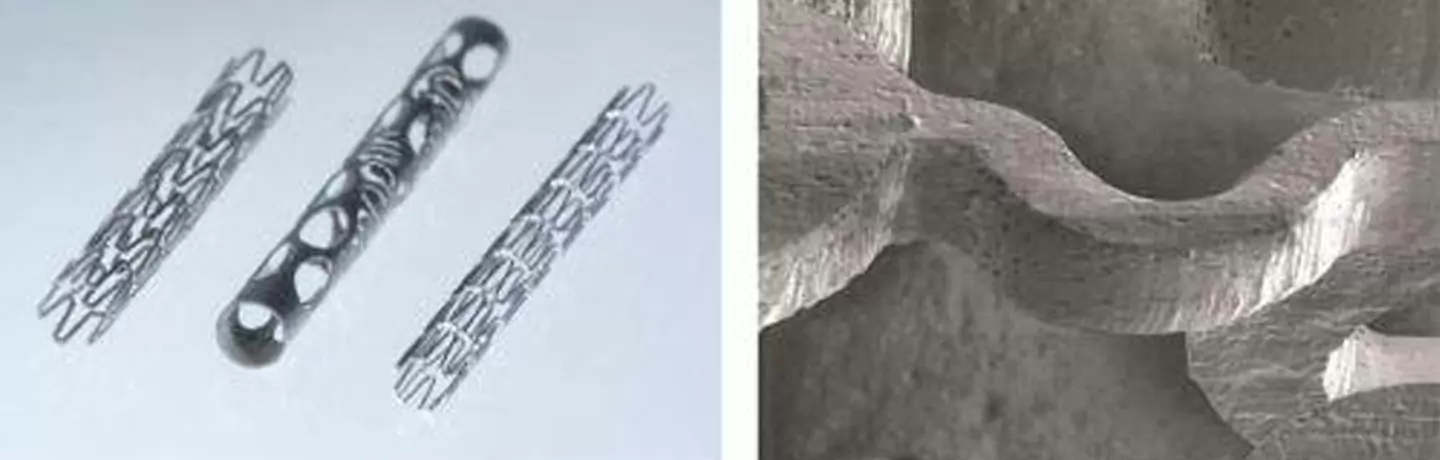
This material shows promise in a variety of applications, including cardiovascular stents for patients who have been stented multiple times and thus cannot tolerate conventional fixed stenting. The material is also currently used to deliver drugs to bodily organs after insertion into the organ, releasing the drug at a constant rate, and the material eventually dissolves within a predetermined time. Figure 4 shows an example of a femtosecond laser cutting biodegradable stent.
After years of clinical trials, several companies are awaiting approval and have plans to aggressively market this innovative material in the U.S. market, and several are qualified to perform the precise micromachining required using femtosecond-class laser equipment.
Femtosecond Lasers And Micromachining
The industrial-grade robustness of a dish femtosecond laser needs to be paired with an equivalent system for the day-to-day reliability required by the medical device industry. Currently, femtosecond lasers cannot be conducted with optical fibers, so a fixed mirror is required to point and conduct to the focusing lens. Therefore, it was difficult to design a beam delivery system for a 4-axis tube cutter that could perform off-axis cuts while maintaining alignment. Optical path design must ensure that critical optical tools such as beam expanders and fine-tuned attenuators are easily accessible as process development requires. This system design requires complete mechanical isolation and, in some cases, ambient temperature stability to provide a system basis for ensuring process repeatability.
Jenoptik worked with Miyachi America to develop the system, integrating the capabilities necessary to bring femtosecond lasers to market. The first successfully developed platform is based on Miyachi’s Sigma tube cutter.
Designing a precision micromachining system may appear to be only a function of how much granite material is used. Other key pieces of the design puzzle include determining how to reposition or clamp delicate components and materials, performing in-system component inspection, and integrating real-time beam diagnostics capabilities.
The beam is reflected by the mirror directly through the system, so maintaining optical alignment is important. But this is only the first step. Ensuring that beam characteristics and power levels are maintained requires the use of optical diagnostic tools, which must work online and not intrude into pathways, but also be able to provide real-time information. The tool is usually mounted directly after the laser, and a final fine-tuning mirror on the beam path will remove deviations from the laser beam or optical beam path. The online and non-intrusive approach enables in-process data collection and can be time and date stamped to form an integral part of the manufacturing data.
The Bright Future Of Femtosecond Laser Manufacturing
Femtosecond-class disc lasers offer unique processing capabilities in their class with excellent beam quality and high peak power. To maximize production processing capabilities, the laser must be integrated into a system capable of high-quality and repeatable processing. Such a solid foundation of femtosecond laser products, which have been on the market for more than 8 years, combined with an experienced microsystem provider with internal component processing capabilities, has formed a close cooperation partner, which will provide high-value Medical products develop ideal production system solutions.

Micro Manufacturing For Medical Industries
We are manufacturer engaged in rapid prototyping for many years, is one the China’s largest manufacturers of 3D Printing,CNC machining and femtosecond laser cutting medical parts for surgical instruments and medical devices. With extraordinary technology and advanced equipment, we have become the leader of parts manufacturing for medical products. We provide customized medical prototyping process and various performance-critical medical component manufacturing services.
In order to meet the high-volume and high-precision development needs of medical equipment, high-speed, high-precision, intelligent, composite, and environmental protection have been the main development directions of our medical parts and micro manufacturing.Services including:
We always deliver high quality, precision Medical products on time and at affordable rates.
-

Omni-Directional Surgical Planning Medical Models
-

Vertical CNC Milling SUS316L Medical Reagent Bracket
-

5 Axis CNC Machining Medical Olecranon Plate
-

Black Nylon Medical Threaded Screw By MJF 3D Printing
-

MJF 3D Printing Black Nylon Red Dot Sighting For Medical
-

Automatic Swiss Turning Stainless Steel 316L U-bolt
-
Laser Cut Nitinol Stent For Bile Duct
-
Stents For Carrying Valves And Venous Valve Replacement Devices
-

Micro CNC Machining Kovar 4J29 Medical Implant
-

FFF Fused Wire Extrusion 3D Printed Pure Copper Parts
-

MJF 3D Printing Black Nylon Medical Arm Guards
-

Precision Swiss Turning Titanium Alloy Medical Shaft