
3D Printing Mold
As the wave of Industry 4.0 sweeps the world, the mold manufacturing industry has also ushered in a new era of technological innovation. 3D printing technology, with its unique manufacturing advantages, is gradually emerging in the field of mold manufacturing. 3D printing technology has gradually been widely used in mold making.
This technology has greatly improved the shortcomings of traditional mold manufacturing in terms of workflow, complex operation, high labor costs, and time-consuming.
As the mother of industry, molds encompass nearly all types of products in industrialized production. The preparation of molds has evolved from manual to mechanical processing, and now to electronic numerical control. Concurrently, in pursuit of higher quality products, enterprises have increasingly stringent requirements for mold precision, structural complexity, production cycle, and cost. Traditional mold manufacturing no longer fully meets market demands; thus, transformation, upgrading, and technological innovation within the mold industry have become imperative.
Among numerous new technologies, metal 3D printing stands out by breaking the conventional norms of traditional manufacturing systems. With its significant advantages of freeform fabrication, complex design, and functional integration, metal 3D printing effectively addresses the molding limitations, lengthy development cycles, high manufacturing costs, and low forming efficiency and quality that the mold industry faces. It has profoundly impacted mold design and manufacturing, as well as materials, production technologies, and industry standards. Its simple manufacturing methods, high production efficiency, energy-saving and environmentally friendly processes, and safety and reliability align perfectly with the development direction of molds.
The core team at Dongguan BE-CU Prototype Co., Ltd. boasts nearly thirty years of experience in the 3D printing industry. The company is dedicated to the research and development, production, and manufacturing of industrial-grade MPBF (Metal Powder Bed Fusion) metal, PPBF (Polymer Powder Bed Fusion) nylon, SLM 3d printing and SLA (Stereolithography Apparatus) resin 3D printing service.

3D Printing Service for Mold Making
As a leading enterprise in 3D printing, BE-CU approaches the application of metal 3D printing in the mold field from the perspectives of technology, quality, cost, and customer experience. Through in-depth research, BE-CU has successfully developed the EP-M series metal 3D printing, capable of directly producing final mold products. BE-CU has become the first company in China to introduce and commercialize metal 3D printing technology in the mold industry. The company has not only succeeded in the direct manufacturing and repair of molds but has also established a comprehensive set of additive manufacturing solutions for molds, offering customers a professional 3D printing software and hardware system along with supporting technical services.
To achieve high-quality mold products, BE-CU has made breakthroughs in the following key technologies for metal 3D printing:
- Optical and Drive System: BE-CU uses high-reliability and stability imported optical components and drive systems. They have independently designed the optical path system of the equipment and researched technologies to print various materials without adjusting the laser, truly achieving multi-material capability in a single machine.
- Airflow Structure Design: The equipment features a well-designed airflow structure to ensure no balling phenomenon occurs during full-surface part printing. The independently developed recirculation filtration system has a dual-stage filtration structure that allows for filter back-blowing and cleaning, extending the filter life to over 1500 hours, thereby reducing equipment maintenance and labor costs.
- Sealing System Development: The unique design of the forming cylinder and cabin door ensures excellent airtightness during the printing process. The oxygen content inside the cabin can be controlled to below 80 ppm, ensuring the stability of the printing environment and quality.
As a leading enterprise in 3D printing technology, BE-CU approaches the application of metal 3D printing in the mold field from the perspectives of technology, quality, cost, and customer experience. Through in-depth research, BE-CU has successfully developed the EP-M series metal 3D printing technology, capable of directly producing final mold products. BE-CU has become the first company in China to introduce and commercialize metal 3D printing technology in the mold industry. The company has not only succeeded in the direct manufacturing and repair of molds but has also established a comprehensive set of additive manufacturing solutions for molds, offering customers a professional 3D printing software and hardware system along with supporting technical services.
To achieve high-quality mold products, BE-CU has made breakthroughs in the following key technologies for metal 3D printing:
- Optical and Drive System: BE-CU uses high-reliability and stability imported optical components and drive systems. They have independently designed the optical path system of the equipment and researched technologies to print various materials without adjusting the laser, truly achieving multi-material capability in a single machine.
- Airflow Structure Design: The equipment features a well-designed airflow structure to ensure no balling phenomenon occurs during full-surface part printing. The independently developed recirculation filtration system has a dual-stage filtration structure that allows for filter back-blowing and cleaning, extending the filter life to over 1500 hours, thereby reducing equipment maintenance and labor costs.
- Sealing System Development: The unique design of the forming cylinder and cabin door ensures excellent airtightness during the printing process. The oxygen content inside the cabin can be controlled to below 80 ppm, ensuring the stability of the printing environment and quality.
To enhance production efficiency, BE-CU’s manufacturing process includes the following features:
- Powder Laying Speed: The speed of powder laying, scraper, and powder laying return can be independently set, with a single layer powder laying time of ≤8 seconds, balancing efficiency and powder laying quality to ensure part preparation efficiency.
- Multi-Laser Printing Equipment: The latest multi-laser mold printing equipment significantly increases printing efficiency.
- Thick Layer Printing: Thick layer printing is another method to improve efficiency. BE-CU has mastered a printing process with a layer thickness of 100 μm, achieving printing speeds up to 2.5 times that of a single laser 50 μm layer thickness process, with relative part density reaching over 99.99%.
- Part Automatic Grafting Technology: To meet the needs of mold grafting printing or repair, BE-CU has developed automatic grafting technology. By using 3D scanners to assist in the detection and positioning of metal parts, the grafting accuracy can be controlled within 0.05 mm. This ensures the stability of composite manufactured parts while significantly reducing the processing costs of complex parts.
Furthermore, BE-CU has developed production processes for materials such as 18Ni300, 17-4PH, 15-5PH, CX, 316L, and H13 for mold production.

Optimizing Mold Conformal Cooling Channels
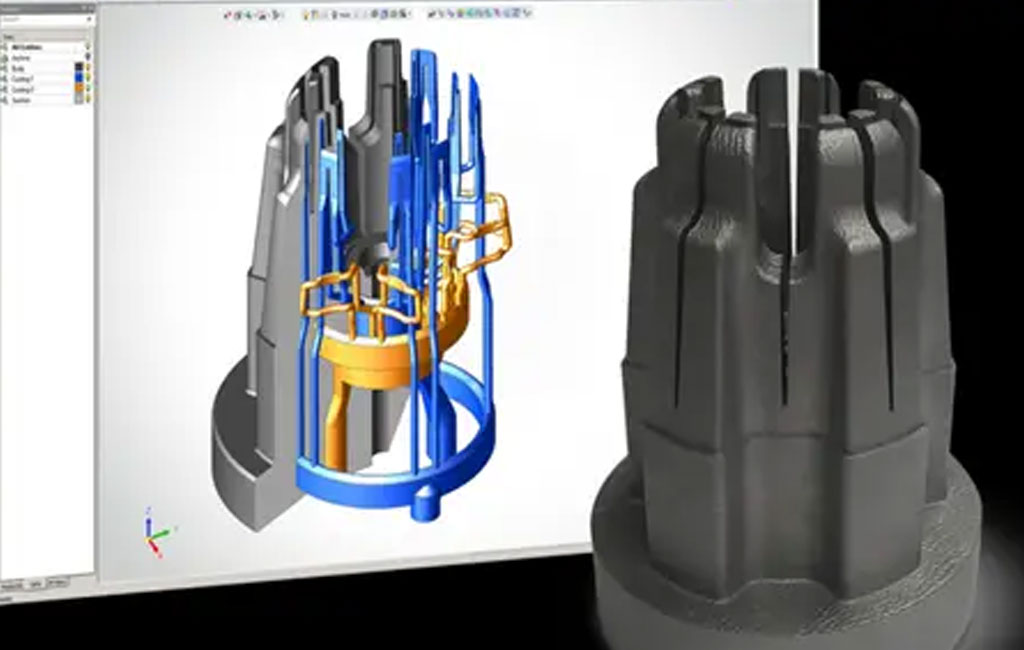
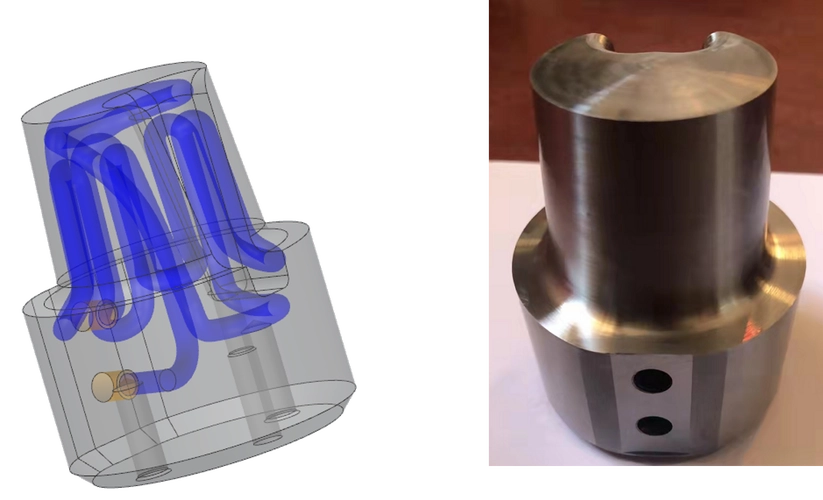
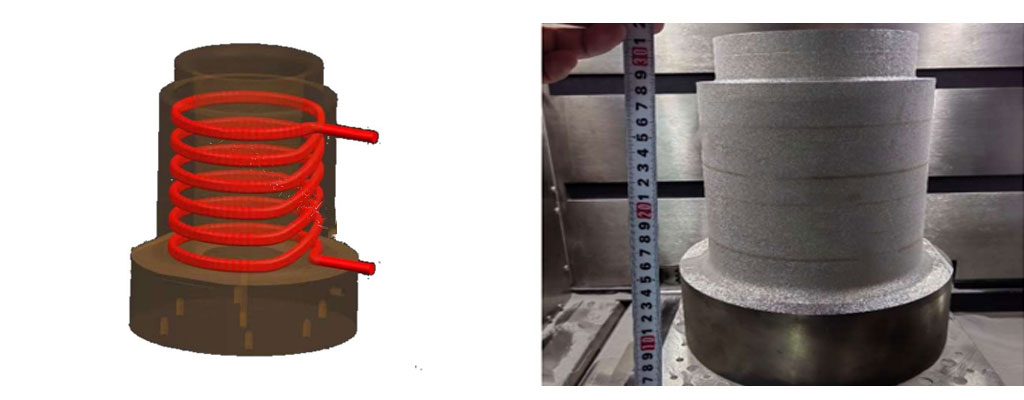
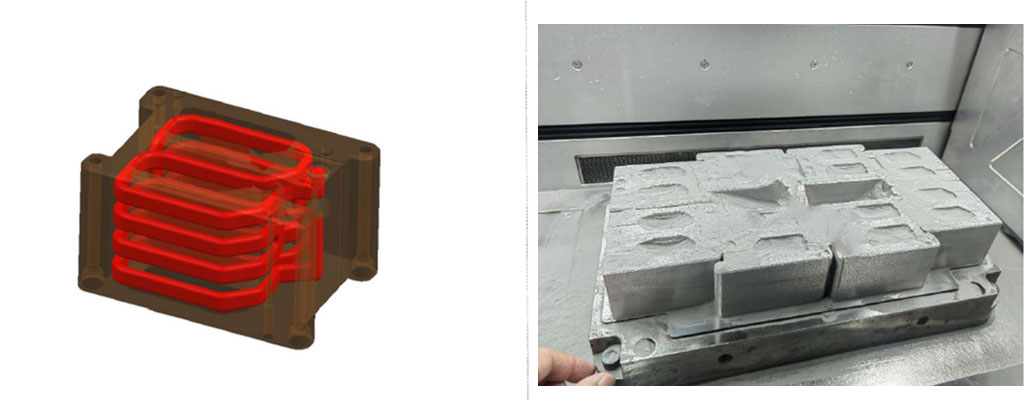
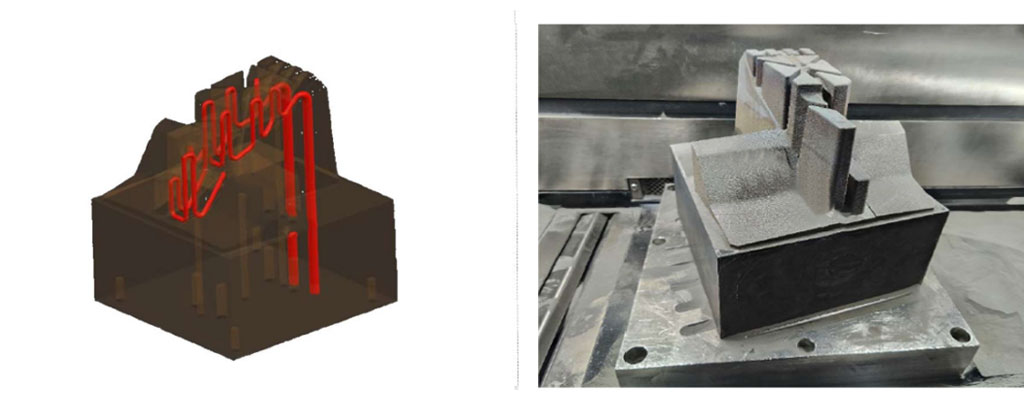
In traditional molds, the cooling water channels are created by cross-drilling to form an internal network, with built-in fluid plugs used to adjust the flow rate and direction. The application of metal 3D printing technology in mold cooling water channel manufacturing has broken through the design limitations imposed by cross-drilling methods. Now, mold designs can feature conformal cooling channels that are closer to the mold cooling surface. These channels have smoother corners, faster flow rates, and higher cooling efficiency.
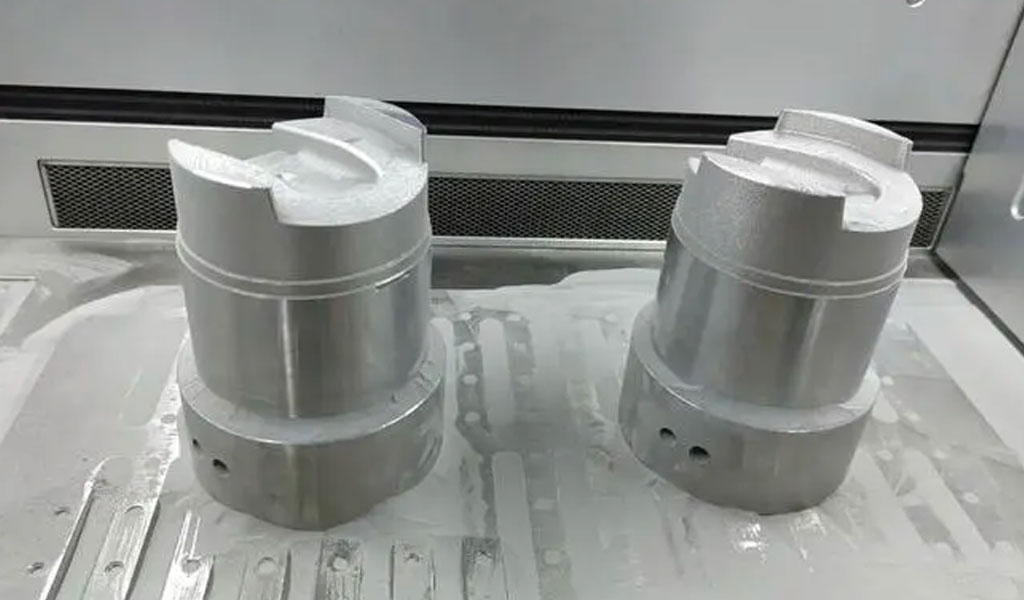
One of our European clients, a company specializing in manufacturing high-precision, multi-cavity injection molds for the medical industry, wanted to produce mold inserts with conformal cooling channels for their injection molds. The design and manufacturing of the final 3D-printed mold inserts were completed with the assistance of BE-CU.
3D Printing Mold Steel vs Traditional Mold Steel
| Project | Unit | ANCO-X | FS136 | UM300 | H13 |
|---|---|---|---|---|---|
| 3D Printing | Conventional Mold Steel | 3D Printing | Conventional Mold Steel | ||
| Tensile Strength | MPa | 1500 | 1200 | 2000 | 1800-1900 |
| Yield Strength | MPa | 1400 | 1100 | 1950 | 1400 |
| Elongation At Break | % | 1% | THAT | 6-8 | 4-6 |
| Hardness (After Heat Treatment) | HRC | 48-50 | 48-52 | 50-52 | 52-54 |
| Density | g/m3 | 7.8 | 7.8 | 8 | 7.8 |
| Impact Toughness | 1 | 10 | THAT | 19 | THAT |
| Polishing Performance | 1 | SPI-A2 | excellent | SPI-A3 | middle |
| Wear Resistance | 1 | middle | middle | high | high |
| Corrosion Resistance | ! | excellent | excellent | middle | middle |
| Application Areas | 1 | Injection Molding | Injection Molding | Injection Molding/Die Casting | Injection Molding/Die Casting |
According to market research, mold manufacturing users can seamlessly construct mold cores with conformal cooling channels using metal 3D printing technology. This results in more uniform temperature changes within the mold, optimizing the molding process in terms of time, cost, and quality. It helps shorten processing cycles, reduce warping and deformation, accelerate delivery times for injection-molded products, and increase design flexibility.
Leading Cases Of 3D Printing Metal Mold – Custom 3D Molds
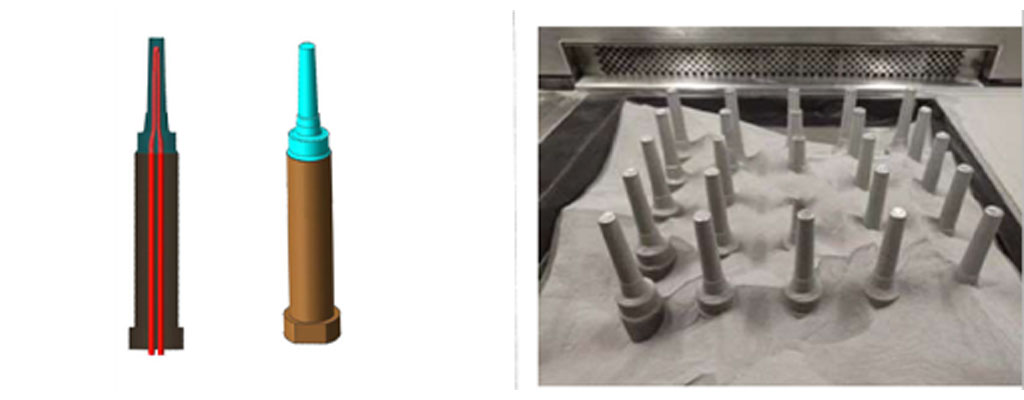
BE-CU utilized MPBF technology to prepare cupping mold inserts, addressing the issue of inconsistent distances between traditional cooling channels and the mold cavity surface, which often led to poor quality in injection-molded products. This conformal cooling channel mold product shortened the injection cycle by 35% and increased the product qualification rate from the original 85% to 96%.
| Workpiece Type | Injection Mold |
| Product Type | Medical Needle |
| Workpiece Size | D28X167.8 |
| 3D Printing Part Weight | 52g |
| Workpiece Type | Die Casting Mold |
| Product Type | Mold Manifold |
| Workpiece Size | |
| Actual Lifespan | 62,000 times |
| Workpiece Type | Injection Mold |
| Product Type | Mold Core |
| Workpiece Size | |
| 3D Printing Part Weight |
| Workpiece Type | Die Casting Mold |
| Product Type | Inserts |
| Workpiece Size | |
| Actual Lifespan |
SLM (Selective Laser Melting) is a leading technology for 3D printing molds. It offers excellent density and, as revealed through metallographic analysis, the resulting metal parts exhibit minimal porosity (99.8-99.9%, with polishing levels ranging from A2 to A1). The hardness is notably high, with quenched steel reaching approximately 48–52 HRC (Rockwell Hardness). This technology enables the integral formation of mold shells and cooling channels, overcoming the limitations of traditional processes that cannot achieve such complex shapes. After machining and polishing, SLM-printed molds meet the required surface quality standards.




Our Case Studies Gallery Of 3D Printing Mold Parts And Other Mold Components
Put Be-cu.com’ experience to work for all of your 3d printing mold parts and components needs —from large automotive 3d printing mold to precision mold components . Are you looking for mold manufacturers in China? Contact us to get started on your journey with a Chinese 3d printing mold manufacturer. Let us be your OEM and mold 3d printing company in China. Send us an email to get a price now.
-

Precision Grinding Tungsten Steel Mold Parts
-

Special-Shaped Non-Standard Medical Device Needles
-

High-Speed Steel (HSS) Die Punching Needles
-

Precision Tungsten Copper Alloy Eccentric Insert
-

5 Axis CNC Machining Spiral Bevel Gear Mold
-

Small Precision Injection Molding Inserts
-

Non-Standard Position Component For Mold
-

CNC Machining Tungsten Cobalt Carbide Punch
-

Precision Wire Cutting Plastic Injection Mould Core
Common Concerns About 3D-Printed Molds
Impact of Surface Roughness on Cooling:Surface roughness is not the dominant factor; rather, the critical factors are distance, spacing, and size of the channels. Conformal channels with continuous curvature are more beneficial in reducing pressure loss and preventing corrosion.
Cost Comparison (3D Printing vs. Traditional Molds):While mold costs may see a slight increase, there is a substantial boost in injection efficiency and product quality.
Use of Oil as a Heat Transfer Medium:Yes, it is feasible, including with materials like PEEK and die-casting.
Preventing Water Channel Blockages:Key measures include careful design, maintaining water quality and filtration, and regular production maintenance and care.
Determining Machining Tolerances:For non-adhesive areas: 0.5–0.8 mm.;For adhesive areas: 0.6–1.0 mm.
Reliability of Grafting PrintingEnsuring reliable grafting printing involves precise alignment and integration techniques.
Choosing Between Whole Printing and Grafting Printing:The choice depends on part weight and the height of the adhesive interface.
Mold Lifespan:The lifespan primarily depends on the structural strength of the parts. 3D-printed materials typically have slightly higher mechanical performance compared to traditional materials.
Establishing Post-Processing References:For whole printing, it is not recommended to use wire-cut planes as references. It is advisable to use parallel printed planes as references.
3D Printing Mould Steel Grades
The most commonly used grades of 3D-printed mould steel are CX (also known as ANCO-X/Corrax) and 1.2709 (also known as MS1/18Ni300). After heat treatment, CX achieves a hardness of 48-50 HRC, with polished and corrosion-resistant properties comparable to S136. Meanwhile, 1.2709 reaches a hardness of 50-52 HRC after heat treatment, which is similar to H13. The material properties of CX and 1.2709 are summarized in the table below:
| CX(Corrax) | 1.2709(18Ni300) | ||
|---|---|---|---|
| Tensile Strength | MPa | 1700 | 2000 |
| Yield Strength | MPa | 1600 | 1980 |
| Elongation At Break | % | 10 | |
| Hardness (After Heat Treatment) | HRC | 48-50 | 50-52 |
| Thermal Conductivity, 200℃ | W/m℃ | 18 | 16-18 |
| Impact Toughness CVN | 1 | 20 | 7 |
| Polishing Performance (Achievable) | A1-A2 | A2 | |
| Wear Resistance | ! | excellent | excellent |
| Corrosion Resistance | ! | excellent | medium |
Service Life of 3D Printed Mould Steel
CX and 1.2709 are categorized as high-strength and ultra-high-strength steels (tensile strength exceeding 1600 MPa). Extensive testing has demonstrated that CX, when used in injection moulds, has a service life comparable to or exceeding that of S136 under identical design and operating conditions. Similarly, 1.2709 used in die-casting moulds has a service life comparable to H13.
Polishing Performance of 3D Printed Mould Steel
Metal 3D printing is a powder sintering process that cannot achieve 100% density. However, with the use of dedicated mould 3D printers, high-quality powder materials, and meticulous process control, polishing can be managed to achieve a grade above A2, meeting most mould polishing requirements. Polishing requirements above A1 may risk the appearance of defects.Polishing Levels:
A2: Stable and reliable.
A1: Risk involved.
A0: Unachievable.
For applications like cosmetic packaging and various transparent containers, the desired polishing levels can be met. For optical lenses, coating treatments or inverted printing may be necessary.
It is worth noting that in China, metal 3D printers are categorized into mould-specific machines and prototype machines. Mould-specific machines are generally more expensive and better equipped than prototype machines. Using prototype machines for mould printing increases the risk of noticeable porosity.
Precision of 3D Printed Moulds
The precision of metal 3D printing is typically ±0.2 mm per 100 mm. Due to the rough surface of the printed parts, additional machining is usually required to achieve the desired finish.
Hardness and Heat Treatment of 3D Printed Mould Steel
In its initial printed state, the hardness of CX and 1.2709 is around 32 HRC. Service providers generally perform a secondary heat treatment, with CX being hardened to 43-50 HRC (adjustable) and 1.2709 being hardened up to 50-52 HRC.
Impact of Hybrid Printing on Service Life or Risk of Cracking
Currently, over 60% of our printed moulds use hybrid printing techniques, which are well-established. There is no significant difference in service life between hybrid and full printing methods. When using hybrid printing, the base material must match the heat treatment process of the printing material. For example, S136 is typically used as the base material for printing CX, while H13 can be used for printing 1.2709.
Online Cooperate With China 3D Printing Mold Making And Mold Parts Company
Be-cu works with customers all over the world to bring customers ideas to life with the highest quality precision engineered metal components on the planet. We have both 3D Printing Mold Making And Mold Parts capabilities that include both conventional and modernized production line. If you are looking for a partnership to help you apply new tools and technologies, or help you fully realize your design vision, let us help you move your business forward, contact our team ([email protected])or quote online today to get the conversation started.