

The knuckle thread, also known as a round thread or RD thread, represents a specialized screw thread profile distinguished by its uniquely rounded crests and roots, setting it apart from conventional thread forms such as V-shaped threads (ISO metric or Unified National), trapezoidal threads (Acme), or square threads.This distinctive geometry, characterized by smooth, semicircular or fully circular crests and roots, enhances the thread’s resistance to mechanical damage, fatigue, and contamination, making it exceptionally well-suited for applications in harsh or debris-prone environments. The thread’s design minimizes stress concentrations, facilitates debris clearance, and supports cost-effective manufacturing through processes like thread rolling or casting, offering a balanced combination of durability, functionality, and practicality.
Standardized primarily under German DIN specifications (DIN 405 for inch-based systems and DIN 20400 for metric systems) and the American Petroleum Institute (API) Specification 5B for oilfield applications, knuckle threads find extensive use across diverse industries, including oil and gas, electrical insulation, railway systems, and consumer products such as bottle necks and light bulb bases.
The historical development of the knuckle thread can be traced to the early 20th century, when engineers sought robust alternatives to square and V-shaped threads, which were susceptible to failure in environments with dirt, sand, or mechanical wear.
Inspired by the Edison screw, originally developed by Thomas Edison for light bulb bases, the knuckle thread’s rounded profile addressed these challenges by providing a low-maintenance, damage-resistant solution for both industrial and consumer applications. Its standardization under DIN 405, DIN 20400, and API 5B has ensured compatibility with modern manufacturing practices, while its adaptability to both inch and metric systems reflects its global applicability.
This article provides a comprehensive, scientific exploration of the knuckle thread’s form, standards, applications, geometric parameters, drawing techniques, and dimensional specifications, integrating insights from industry sources, such as CNC machining guidelines, and international standards to offer a thorough understanding of its engineering principles and practical uses.

The knuckle thread’s significance lies in its ability to address specific engineering challenges that other thread forms cannot. Its rounded profile reduces the risk of thread damage in environments where debris accumulation is a concern, such as oilfield tubing exposed to sand or railway couplings subject to dust and vibration. The thread’s design also enhances fatigue resistance by minimizing stress concentrations, making it suitable for cyclic loading conditions in applications like valve stems or electrical insulators. Furthermore, the knuckle thread’s compatibility with rolling and casting processes reduces manufacturing costs, particularly for high-volume production in consumer goods like bottle caps or industrial components like molded insulators. As industries continue to demand robust, low-maintenance fastening solutions, the knuckle thread remains a critical component in modern engineering.

Knuckle Thread Form
The knuckle thread form is defined by its characteristic rounded crest and root geometry, which distinguishes it from other thread profiles such as the sharp, V-shaped threads of ISO metric or Unified Thread Standards (UTS), the trapezoidal profile of Acme threads, or the flat, square profile of square threads. The crests and roots of a knuckle thread are typically semicircular, with a radius approximately equal to one-quarter of the thread pitch (0.25p), where the pitch (p) is the axial distance between consecutive thread crests.
This rounded geometry significantly reduces stress concentrations at the thread roots, enhancing fatigue resistance and making the thread less susceptible to damage from impact, wear, or cyclic loading. The thread’s flanks, which connect the crests and roots, feature a flat section over approximately one-third of their length in DIN-standard knuckle threads (DIN 405 and DIN 20400), with a flank angle of 30 degrees, contributing to mechanical stability and efficient load distribution.
Geometric Characteristics
The knuckle thread is often considered a derivative of the square thread, modified to incorporate rounded crests and roots in place of sharp, flat surfaces. This modification improves manufacturability, as the rounded profile is well-suited to thread rolling or casting processes, which are more cost-effective than thread cutting for high-volume production. The thread depth, defined as the radial distance from the crest to the root, is typically half the pitch (0.5p), ensuring a balanced profile that maintains structural integrity while providing sufficient clearance for debris. The knuckle thread can be configured as a single-start thread, with one continuous thread spiral, or as a multi-start thread, with multiple interleaved spirals, depending on the application’s requirements for engagement speed, load distribution, or axial motion efficiency.
The rounded geometry of the knuckle thread offers significant advantages in environments where debris, such as dirt, sand, or industrial residues, could interfere with thread operation. The large, curved spaces between crests and roots allow contaminants to be displaced, preventing jamming or thread damage, which is a common issue with V-shaped or square threads. This characteristic makes knuckle threads ideal for applications in rugged conditions, such as oilfield tubing, railway couplings, or outdoor machinery. The rounded profile also reduces the risk of galling, a form of adhesive wear that occurs when two metal surfaces slide against each other under high pressure, further enhancing the thread’s durability and longevity in high-friction scenarios.
Key Geometric Parameters
The key geometric parameters of the knuckle thread, as defined by standards like DIN 405, DIN 20400, and industry sources, include:
- Pitch (p): The axial distance between consecutive thread crests, typically ranging from 2 mm to 12 mm in DIN 20400 or 0.1 to 0.5 inches in DIN 405. The pitch determines the thread’s coarseness or fineness, affecting engagement speed and load-carrying capacity.
- Major Diameter (D): The largest diameter, measured at the outermost edge of the crests, defining the thread’s outer boundary.
- Minor Diameter (d): The smallest diameter, measured at the innermost edge of the roots, calculated as D – 2 × thread depth.
- Pitch Diameter (D_p): The theoretical diameter at which the thread flanks intersect, critical for determining thread engagement and fit with mating components.
- Thread Depth: Equal to 0.5p, representing the radial distance from crest to root, ensuring a balanced profile.
- Crest/Root Radius: Approximately 0.25p for DIN standards, defining the curvature of the crests and roots, which enhances debris clearance and fatigue resistance.
- Flank Angle: 30 degrees for DIN-standard knuckle threads, measured relative to the vertical axis, resulting in a 60-degree included angle between flanks. API round threads, by contrast, use a 60-degree flank angle, aligning them more closely with V-shaped threads.
Comparison with Other Thread Forms
In comparison to V-shaped threads, such as those defined by ISO 68-1 (metric) or ASME/ANSI B1.1 (UTS), which feature a 60-degree included angle and sharp or truncated crests, the knuckle thread’s 30-degree flank angle (DIN standards) and rounded geometry provide a unique combination of strength, debris resistance, and ease of maintenance. The thread’s similarity to the Edison screw, used in light bulb bases, is notable, though the knuckle thread typically features a steeper flank angle and deeper profile suited for mechanical applications rather than simple fastening. Unlike Acme threads, which have a 29-degree flank angle and flat crests/roots for power transmission, or square threads, which have a 0-degree flank angle for maximum strength, the knuckle thread prioritizes durability and debris clearance over load-bearing capacity.
The rounded geometry facilitates thread engagement, as the curved crests reduce friction during assembly, making knuckle threads suitable for applications requiring frequent connection and disconnection, such as bottle caps, jar lids, or valve fittings. The flat flank section in DIN-standard knuckle threads enhances load distribution, reducing the risk of thread stripping under axial loads, while the rounded crests and roots minimize stress concentrations, improving fatigue life compared to sharp-threaded profiles. For example, in a knuckle thread with a 6 mm pitch, the crest/root radius of 1.5 mm provides ample clearance for debris, while the 30-degree flank angle ensures stable load transfer under moderate axial forces.
Engineering Considerations
From an engineering perspective, the knuckle thread’s geometry influences its mechanical behavior under various loading conditions. The rounded roots reduce the notch effect, which occurs when sharp corners concentrate stress, leading to crack initiation and propagation. This makes knuckle threads particularly suitable for applications subject to cyclic loading, such as railway couplings or valve stems, where fatigue resistance is critical. The 30-degree flank angle (DIN standards) provides a balance between axial load resistance and ease of engagement, making the thread suitable for applications with moderate to high loads but not as robust as square or buttress threads for extreme power transmission.
The thread’s helix angle, calculated as tan(α) = p / (π × D_p), where α is the helix angle and D_p is the pitch diameter, affects its efficiency in converting rotational motion to linear motion. For example, a knuckle thread with a 6 mm pitch and a 50 mm pitch diameter has a helix angle of approximately 2.18 degrees, influencing its performance in applications requiring rapid engagement or motion transmission. The rounded geometry also reduces the coefficient of friction during thread engagement, improving efficiency compared to V-shaped threads, which have sharper contact points. Engineers must consider these factors when selecting knuckle threads for specific applications, balancing load requirements, environmental conditions, and manufacturing constraints.
Material and Manufacturing Influences
The knuckle thread’s geometry is particularly amenable to manufacturing processes like thread rolling and casting, which are widely used in industries producing high-volume components. Thread rolling involves rotating a cylindrical blank between hardened steel dies, displacing material to form the thread profile without removing material. This process work-hardens the thread surface, enhancing strength and fatigue resistance, and is commonly used for producing knuckle threads in applications like bottle caps or railway components. Casting, used for molded insulators or glass bottle necks, allows the rounded profile to be formed directly during the molding process, reducing production costs.
For precision applications, knuckle threads can be machined using CNC equipment, though this is less common due to the complexity of cutting rounded profiles compared to V-shaped or trapezoidal threads. CNC machining requires specialized tools, such as ball-end mills, to achieve the 0.25p crest/root radius and 30-degree flank angle, as highlighted by industry sources like CNC machining guidelines. The choice of material also influences the thread’s performance, with metals like carbon steel or stainless steel used for high-strength applications (e.g., oilfield tubing), and plastics or ceramics used for insulators or consumer products. Material selection must account for environmental factors, such as corrosion in marine applications or electrical conductivity in insulators, to ensure optimal performance.
Applications of the Thread Form
The knuckle thread’s unique geometry makes it suitable for a wide range of applications, particularly in environments where debris resistance and durability are paramount. In oilfield tubing, the rounded profile prevents jamming caused by sand or drilling fluids, while in railway couplings, it withstands vibration and dust. In consumer products like bottle caps, the smooth engagement of the rounded crests enhances user experience, while in electrical insulators, the thread’s castability reduces production costs. The thread’s versatility allows it to be used in both single-start and multi-start configurations, with multi-start threads offering faster engagement for applications like valve actuation or rapid-assembly fasteners.
Standards Governing Knuckle Threads
Knuckle threads are governed by several international standards, primarily the German DIN 405 and DIN 20400, and the American Petroleum Institute (API) Specification 5B for oilfield applications. These standards define the thread’s geometric parameters, dimensional tolerances, manufacturing processes, and inspection criteria, ensuring reliability, interchangeability, and compatibility across industries. Insights from industry sources, such as CNC machining guidelines, emphasize the importance of adhering to these standards to achieve precision and performance in modern manufacturing. This section begins the exploration of these standards, with further details to be covered in subsequent parts.

DIN 405
DIN 405 is a German standard that specifies knuckle threads with inch-based pitches, covering nominal diameters from 8 mm to 200 mm. The standard defines a 30-degree flank angle, with rounded crests and roots at a radius of approximately 0.25p. The middle third of each thread flank is flat, creating a smooth transition between the rounded crests and roots, which enhances mechanical stability and debris resistance. DIN 405 threads are designed for compatibility with legacy inch-based systems, commonly used in older machinery, electrical insulators, or railway components in Europe and North America.
The standard provides detailed tables for pitch, major diameter, minor diameter, pitch diameter, and tolerances, ensuring precision in manufacturing and inspection. For example, a 50 mm nominal diameter thread with a 6 mm pitch has:
- Major Diameter: 50 mm
- Minor Diameter: 44 mm (calculated as 50 – 2 × 3 mm thread depth)
- Pitch Diameter: Approximately 47 mm
- Thread Depth: 3 mm (0.5p)
- Crest/Root Radius: 1.5 mm (0.25p)
Tolerances are specified for different fit classes (e.g., loose, medium, or tight), ensuring compatibility with mating components. DIN 405 threads are particularly suited for applications requiring robustness and ease of maintenance, such as railway couplings or molded insulators, where the rounded geometry prevents debris accumulation and reduces wear.
DIN 20400
DIN 20400 updates the knuckle thread specifications to use metric pitches, covering diameters from 10 mm to 300 mm. Like DIN 405, it maintains the 30-degree flank angle and rounded crest/root geometry with a radius of 0.25p. The adoption of metric pitches aligns with global trends toward metrication, facilitating integration with modern CNC machining, additive manufacturing, and international engineering standards. DIN 20400 includes comprehensive dimensional charts, specifying major diameter, minor diameter, pitch diameter, thread depth, and tolerances for various thread sizes.
For instance, a 100 mm nominal diameter thread with an 8 mm pitch has:
- Major Diameter: 100 mm
- Minor Diameter: 92 mm (100 – 2 × 4 mm thread depth)
- Pitch Diameter: Approximately 96 mm
- Thread Depth: 4 mm (0.5p)
- Crest/Root Radius: 2 mm (0.25p)
The standard defines tolerance classes based on ISO 965/1 (e.g., 6g for external threads, 6H for internal threads), ensuring compatibility with mating components and precision manufacturing processes. DIN 20400 threads are used in modern applications, such as industrial valves, high-pressure fittings, or advanced machinery, where metric compatibility and precision are critical standard applications.
Interoperability challenges arise when components with different thread standards are used together, such as in multinational projects or industries with mixed measurement systems. For example, a DIN 405 knuckle thread with an inch-based pitch may not be compatible with an API 5B round thread due to differences in flank angle and crest/root radius, leading to potential mismatches in thread engagement or sealing performance. Engineers must ensure that thread specifications are clearly defined in design documentation, using standardized drawings and tolerance classes to avoid compatibility issues. CNC machining, as highlighted by industry sources, plays a critical role in addressing these challenges by enabling precise production of both inch and metric knuckle threads, with modern equipment capable of achieving tight tolerances and complex geometries.
The transition to metric standards, as exemplified by DIN 20400, has been driven by the need for global standardization in industries like automotive, aerospace, and manufacturing. However, legacy systems in regions like North America, where inch-based measurements remain prevalent, necessitate continued support for DIN 405 and API 5B standards. Industry sources emphasize the importance of advanced manufacturing technologies, such as computer-aided design (CAD) and computer-aided manufacturing (CAM), in ensuring compliance with these standards. For example, CAD software can generate precise thread profiles, while CAM systems control CNC machines to produce knuckle threads with accurate crest/root radii and flank angles, minimizing errors in production.
Manufacturing and Inspection Considerations
The standards governing knuckle threads also specify manufacturing and inspection practices to ensure quality and reliability. Thread rolling is the preferred method for producing knuckle threads due to their rounded geometry, which is amenable to cold-forming processes. Rolling involves rotating a cylindrical blank between hardened steel dies, displacing material to form the thread profile without removing material. This process work-hardens the thread surface, enhancing strength and fatigue resistance, and is cost-effective for high-volume production, such as bottle caps or railway components. Casting is another common method, particularly for molded insulators or glass bottle necks, where the rounded profile can be formed directly during the molding process.
For precision applications, knuckle threads can be machined using CNC equipment, though this is less common due to the complexity of cutting rounded profiles compared to V-shaped or trapezoidal threads. CNC machining requires specialized tools, such as ball-end mills, to achieve the 0.25p crest/root radius and 30-degree flank angle (DIN standards), as noted in CNC machining guidelines. Inspection involves the use of precision instruments, such as thread gauges, calipers, and optical comparators, to verify dimensions and tolerances. For example, a ring gauge is used to check the major diameter of an external knuckle thread, while a plug gauge verifies the minor diameter of an internal thread. API 5B specifies additional gauging procedures, such as standoff measurements, to ensure proper thread engagement in oilfield applications.
Tolerances are defined by the relevant standards and vary by fit class. For DIN 20400, ISO 965/1 tolerance classes (e.g., 6g, 6H) ensure compatibility with mating components, while API 5B specifies tighter tolerances for sealing performance in high-pressure environments. Industry sources highlight the importance of statistical process control (SPC) in manufacturing, where real-time monitoring of thread dimensions ensures compliance with standards and minimizes defects. These practices are critical for maintaining the knuckle thread’s reliability in demanding applications, such as oilfield tubing or electrical insulators.

Uses of Knuckle Threads
Knuckle threads are employed across a diverse range of industries due to their unique combination of strength, durability, and resistance to contamination. Their rounded geometry and debris-clearing properties make them particularly suited for environments where standard threads, such as V-shaped or square threads, are prone to failure due to dirt, wear, or mechanical stress. The following sections explore the primary applications of knuckle threads, organized by industry and function, integrating insights from standards and industry practices, including CNC machining guidelines.
Oil and Gas Industry
In the oil and gas sector, knuckle threads, particularly those conforming to API 5B, are critical for tubing and casing connections in oil wells. The API “8 round” and “10 round” threads provide robust, leak-resistant connections capable of withstanding high axial loads, internal pressures, and corrosive environments. The rounded crests and roots reduce the risk of thread damage during makeup and breakout, critical in drilling operations where connections are repeatedly assembled and disassembled. The thread’s ability to clear debris ensures reliable performance in environments with sand, mud, or drilling fluids, which can clog V-shaped or square threads.
For example, an API 8 round thread with a 4.5-inch (114.3 mm) nominal diameter is commonly used in oilfield tubing, providing a balance of strength and sealing capability for deep-well applications. The 60-degree flank angle and 0.167p crest/root radius enhance sealing performance under high pressure, while the rounded geometry prevents jamming caused by contaminants. API 5B specifies rigorous performance tests, such as pressure and tensile tests, to validate the thread’s integrity in extreme conditions. Industry sources note that CNC machining is often used to produce API round threads with high precision, ensuring compliance with dimensional tolerances and gauging requirements.
The knuckle thread’s durability in oilfield applications extends to casing strings, where it secures large-diameter pipes used to line wellbores. The thread’s resistance to galling is particularly valuable in these applications, as it reduces wear during repeated connections, extending the service life of the tubing or casing. Additionally, the thread’s rounded profile facilitates cleaning and inspection, reducing downtime and maintenance costs in drilling operations. The API 5B standard’s emphasis on sealing performance makes these threads ideal for high-pressure wells, where maintaining a tight seal is critical to preventing leaks and ensuring safety.
Electrical and Insulation Applications
Knuckle threads are widely used in large molded insulators for high-voltage electrical systems, such as power transmission lines, substation components, or railway electrification systems. The rounded profile facilitates casting or molding processes, reducing production costs for large-scale insulators made from ceramic, composite, or polymeric materials. The thread’s resistance to dirt accumulation ensures reliable performance in outdoor or dusty environments, where contaminants could compromise electrical integrity. For instance, knuckle threads secure ceramic insulators in high-voltage transmission lines, providing a durable, low-maintenance connection that withstands environmental stressors like rain, dust, or temperature fluctuations.
The ability to roll or cast knuckle threads enhances their suitability for high-volume production in electrical applications. For example, in railway electrification systems, knuckle threads are used to secure insulators that support overhead catenary wires, ensuring stable electrical performance under vibration and weather exposure. The rounded geometry prevents debris buildup, which could lead to arcing or insulation failure, while the 30-degree flank angle (DIN standards) provides sufficient strength for mechanical stability. CNC machining guidelines highlight the use of precision molding techniques to achieve consistent thread profiles in insulators, ensuring compliance with DIN 405 or DIN 20400 standards.
In high-voltage applications, material selection is critical, with ceramics or composites chosen for their dielectric properties and resistance to environmental degradation. The knuckle thread’s castability allows these materials to be formed into complex shapes, such as insulator bodies with integral threads, reducing assembly costs. Industry sources note that advancements in additive manufacturing, such as 3D printing of ceramic insulators, are expanding the use of knuckle threads in electrical applications, where their debris resistance and durability provide significant advantages.
Railway and Transportation Systems
In railway systems, knuckle threads are employed in carriage couplings, brake system components, and other mechanical assemblies requiring robust, debris-resistant connections. The thread’s durability and ease of maintenance make it ideal for railway applications, where components are exposed to vibration, dirt, and weather. The ability to roll knuckle threads from sheet metal enhances their suitability for high-volume production, such as coupling mechanisms for freight or passenger trains. For example, knuckle threads conforming to DIN 405 are used in European railway systems, ensuring compatibility with legacy infrastructure.
The rounded geometry of knuckle threads reduces wear from cyclic loading, extending the service life of critical components like coupling gears or suspension systems. In railway couplings, the thread’s debris-clearing capability prevents jamming caused by dust or gravel, ensuring reliable operation in outdoor environments. The 30-degree flank angle (DIN standards) provides sufficient strength to withstand the mechanical stresses of train operation, while the rounded crests and roots minimize stress concentrations, improving fatigue resistance. Industry sources emphasize the use of thread rolling for railway components, as it produces strong, consistent threads with minimal material waste.
Knuckle threads are also used in other transportation applications, such as heavy-duty vehicle suspensions or marine shaft couplings, where their durability and debris resistance are critical. For example, in marine applications, knuckle threads secure propeller shaft components, withstanding corrosion and debris in saltwater environments. The thread’s versatility allows it to be used in both single-start and multi-start configurations, with multi-start threads offering faster engagement for rapid-assembly applications in transportation systems.
Consumer Products
Knuckle threads are a staple in consumer products, particularly in the necks of glass bottles, jars, and light bulb bases, where they are often referred to as Edison screws. The rounded profile allows for smooth engagement and disengagement, making them user-friendly for applications requiring frequent opening and closing, such as bottle caps or jar lids. The thread’s geometry facilitates molding processes used in glass and plastic manufacturing, ensuring cost-effective production. In light bulb bases, knuckle threads provide a secure electrical connection while resisting damage from repeated installation and removal.
For example, a standard E27 light bulb base uses a knuckle thread with a 27 mm major diameter, ensuring compatibility with global socket standards. The rounded crests and roots reduce friction during insertion, improving user experience, while the thread’s durability ensures reliable performance over multiple cycles. Industry sources note that injection molding is commonly used to produce plastic bottle caps with knuckle threads, as the rounded geometry simplifies mold design and reduces production costs. The thread’s debris resistance is particularly valuable in food and beverage applications, where contaminants like sugar syrup or residue could interfere with thread operation.
The knuckle thread’s use in consumer products extends to other applications, such as cosmetic containers, aerosol cans, and household fittings. The thread’s ability to be molded or rolled makes it suitable for high-volume production, while its rounded profile ensures a tight seal, preventing leaks in liquid containers. The 30-degree flank angle (DIN standards) provides sufficient strength for secure fastening, while the rounded geometry enhances user-friendliness, making knuckle threads a preferred choice for consumer goods.
Industrial Valves and Fittings
Knuckle threads are used in valves, hydrants, and fittings for water distribution, chemical processing, and other industrial systems. Their rounded profile reduces stress concentrations, making them suitable for high-pressure applications where standard threads might fail due to fatigue or corrosion. The thread’s debris-clearing capability ensures reliable operation in environments with sediment or particulate matter, such as fire hydrants or wastewater systems. For example, knuckle threads are used in large-diameter valve stems, providing a durable, low-maintenance connection that withstands frequent actuation.
In chemical processing, knuckle threads secure fittings in pipelines exposed to corrosive fluids, where their resistance to galling and debris accumulation is critical. The 30-degree flank angle (DIN standards) provides sufficient strength for high-pressure applications, while the rounded geometry facilitates cleaning and maintenance. Industry sources highlight the use of CNC machining for producing knuckle threads in valve components, ensuring precision and compliance with DIN 20400 tolerances. The thread’s castability is also valuable in valve manufacturing, where complex geometries can be molded directly into the component, reducing assembly costs.
Specialty and Emerging Applications
Knuckle threads are found in niche applications, such as coupling gears, slides, and large-scale fasteners for marine, aerospace, or heavy machinery. Their versatility allows them to be used in both precision and rough applications, from high-tolerance aerospace components to rugged construction equipment. The thread’s ability to be rolled or cast makes it suitable57 for applications requiring high-volume production or complex geometries, such as molded plastic components or cast metal fittings. For instance, knuckle threads are used in marine shaft couplings, where their debris resistance and durability ensure reliable performance in saltwater environments.
With advancements in manufacturing technologies, such as additive manufacturing (3D printing) and precision CNC machining, knuckle threads are finding new applications in emerging fields. For example, 3D-printed knuckle threads are being explored for custom medical implants, where their rounded geometry reduces stress concentrations in biocompatible materials like titanium or PEEK (polyetheretherketone). Similarly, CNC machining enables the production of high-precision knuckle threads for aerospace fasteners, where debris resistance and fatigue life are critical. These emerging applications highlight the thread’s adaptability to modern engineering challenges, as noted in industry sources discussing CNC and additive manufacturing techniques.
Engineering and Design Considerations
The selection of knuckle threads for specific applications requires careful consideration of their geometric and mechanical properties. The rounded crest and root geometry provides superior debris resistance compared to V-shaped or square threads, making knuckle threads ideal for outdoor or industrial environments. However, their moderate strength, due to the 30-degree flank angle (DIN standards) and rounded profile, limits their use in high-load power transmission applications, where square or buttress threads are preferred. Engineers must balance these factors with manufacturing constraints, such as the feasibility of rolling versus machining, and material selection, which affects corrosion resistance and mechanical performance.
The knuckle thread’s versatility in single-start and multi-start configurations allows designers to optimize engagement speed and load distribution. For example, a multi-start knuckle thread with a 4 mm pitch and two starts provides faster engagement than a single-start thread, making it suitable for rapid-assembly applications like valve actuators. Industry sources emphasize the importance of CAD/CAM integration in designing knuckle threads, as these tools enable precise modeling of the rounded geometry and flank angle, ensuring compliance with standards and minimizing manufacturing errors.
Angle of Knuckle Threads
The thread angle, or included angle, of a knuckle thread is a critical parameter that influences its mechanical behavior, load distribution, and compatibility with mating components. For DIN-standard knuckle threads (DIN 405 and DIN 20400), the flank angle is 30 degrees, resulting in an included angle of 60 degrees between the two flanks in the axial plane. This 30-degree flank angle is flatter than the 60-degree angle of ISO metric or UTS threads, contributing to the knuckle thread’s unique load-carrying capacity and debris resistance.
Geometric Implications
The 30-degree flank angle (DIN standards) reduces shear stress on the thread flanks, enhancing resistance to axial loads, while the rounded geometry minimizes stress concentrations at the roots, improving fatigue life. In contrast, API round threads, often classified as knuckle threads due to their rounded crests and roots, have a 60-degree flank angle, aligning them more closely with V-shaped threads. The smaller crest/root radius (0.167p vs. 0.25p for DIN threads) further differentiates API threads, affecting their strength and sealing performance. The 30-degree flank angle of DIN knuckle threads provides a balance between axial load resistance and ease of engagement, making them suitable for applications with moderate to high loads but not as robust as square or buttress threads for extreme power transmission.
The thread angle also influences the helix angle, defined as the angle between the thread’s spiral and a line perpendicular to the screw axis. The helix angle is calculated as tan(α) = p / (π × D_p), where α is the helix angle and D_p is the pitch diameter. For example, a knuckle thread with a 6 mm pitch and a 50 mm pitch diameter has a helix angle of approximately 2.18 degrees, influencing its efficiency in converting rotational motion to linear motion. A smaller flank angle, as in DIN knuckle threads, results in a steeper helix angle for a given pitch, affecting the thread’s performance in applications requiring rapid engagement or motion transmission.
Mechanical Behavior
The 30-degree flank angle (DIN standards) reduces the component of force perpendicular to the thread axis, decreasing the likelihood of thread stripping under axial loads. This makes knuckle threads suitable for applications like railway couplings or valve stems, where cyclic loading is common. The rounded geometry further enhances fatigue resistance by distributing stress more evenly across the thread profile, reducing the risk of crack initiation compared to sharp-threaded profiles like ISO metric or UTS threads. Industry sources note that finite element analysis (FEA) is often used to model the stress distribution in knuckle threads, ensuring optimal performance under specific loading conditions.
In contrast, the 60-degree flank angle of API round threads enhances sealing performance in high-pressure applications, such as oilfield tubing, by increasing the contact area between mating threads. However, this steeper angle may reduce debris clearance compared to DIN knuckle threads, as the tighter geometry is less effective at displacing contaminants. Engineers must consider these trade-offs when selecting thread angles for specific applications, balancing load requirements, environmental conditions, and manufacturing constraints.
Engineering Implications
The thread angle of knuckle threads, particularly the 30-degree flank angle specified by DIN 405 and DIN 20400 standards, plays a pivotal role in determining their mechanical behavior under various loading conditions. The 30-degree flank angle, resulting in a 60-degree included angle between the two flanks in the axial plane, is flatter than the 60-degree flank angle of ISO metric, Unified Thread Standard (UTS), or API 5B round threads. This flatter angle reduces the radial component of force during thread engagement, decreasing the likelihood of thread stripping under axial loads and enhancing the thread’s suitability for applications subject to moderate to high mechanical stresses, such as railway couplings or valve stems. The rounded crest and root geometry, with a radius of approximately 0.25 times the pitch (0.25p) in DIN standards, further minimizes stress concentrations at the thread roots, improving fatigue resistance and extending service life in cyclic loading scenarios.
In contrast, the 60-degree flank angle of API 5B round threads, which are often classified as knuckle threads due to their rounded crests and roots, aligns more closely with V-shaped threads, such as those defined by ISO 68-1 or ASME/ANSI B1.1. This steeper angle increases the contact area between mating threads, enhancing sealing performance in high-pressure applications, such as oilfield tubing or casing, where maintaining a tight seal is critical to preventing leaks. However, the 60-degree angle reduces debris clearance compared to DIN knuckle threads, as the tighter geometry provides less space for contaminants like sand or mud to be displaced. The smaller crest/root radius of API threads (0.167p) further differentiates them, as it contributes to a more compact profile that prioritizes sealing over debris resistance.
The helix angle, defined as the angle between the thread’s spiral and a line perpendicular to the screw axis, is another critical parameter influenced by the thread angle and pitch. The helix angle is calculated using the formula tan(α) = p / (π × D_p), where α is the helix angle, p is the pitch, and D_p is the pitch diameter. For example, a DIN 20400 knuckle thread with a 6 mm pitch and a 50 mm pitch diameter has a helix angle of approximately 2.18 degrees. A smaller flank angle, as in DIN knuckle threads, results in a steeper helix angle for a given pitch, which affects the thread’s efficiency in converting rotational motion to linear motion. This makes knuckle threads suitable for applications requiring rapid engagement, such as valve actuators or multi-start threads in consumer products like bottle caps.
Load Distribution and Friction
The 30-degree flank angle of DIN knuckle threads optimizes load distribution by reducing the shear stress on the thread flanks, which is particularly beneficial in applications with axial loads, such as railway couplings or industrial fittings. The flat section of the flank, occupying approximately one-third of its length, further enhances load transfer by providing a stable contact surface between mating threads. This contrasts with V-shaped threads, where the 60-degree flank angle concentrates stress at the thread roots, increasing the risk of failure under high loads. Finite element analysis (FEA), commonly used in engineering design, demonstrates that the rounded geometry of knuckle threads distributes stress more evenly across the thread profile, reducing the likelihood of crack initiation and propagation compared to sharp-threaded profiles.
Friction during thread engagement is another critical consideration. The rounded crests of knuckle threads reduce the coefficient of friction compared to V-shaped threads, which have sharper contact points. This lower friction facilitates smoother engagement and disengagement, making knuckle threads ideal for applications requiring frequent assembly, such as bottle caps or light bulb bases. Industry sources, including CNC machining guidelines, note that the rounded geometry requires precise manufacturing to maintain consistent frictional properties, as variations in the crest/root radius can affect engagement efficiency. For example, a knuckle thread with a 4 mm pitch and 1 mm crest/root radius (0.25p) provides smoother engagement than an ISO metric thread with a 60-degree flank angle, improving user experience in consumer applications.
In API 5B round threads, the 60-degree flank angle increases frictional forces due to the steeper contact angle, but this is offset by the smaller crest/root radius, which enhances sealing performance. The trade-off between friction and sealing is critical in oilfield applications, where threads must maintain a tight seal under high pressure while withstanding repeated makeup and breakout. Lubrication, often specified in API 5B, further reduces friction and galling, ensuring reliable performance in demanding environments. Engineers must consider these factors when selecting thread angles, balancing load distribution, friction, and environmental conditions to optimize performance.
Helix Angle and Motion Transmission
The helix angle influences the knuckle thread’s efficiency in transmitting motion or force, particularly in applications like lead screws or valve actuators. A steeper helix angle, resulting from a larger pitch or smaller pitch diameter, increases the linear displacement per rotation, making multi-start knuckle threads suitable for rapid-assembly applications. For example, a two-start knuckle thread with a 4 mm pitch and 20 mm pitch diameter has a helix angle of approximately 7.26 degrees, calculated as tan(α) = (4 mm × 2) / (π × 20 mm), doubling the linear travel per rotation compared to a single-start thread. This configuration is ideal for valve stems or quick-release fittings, where fast actuation is required.
However, a steeper helix angle reduces the thread’s mechanical advantage, increasing the torque required to achieve a given axial force. This trade-off must be carefully evaluated in design, particularly for applications with high axial loads, where a smaller helix angle (resulting from a finer pitch) may be preferred. Industry sources emphasize the use of CAD software to model helix angles and simulate thread performance, ensuring optimal design for specific applications. The knuckle thread’s rounded geometry and 30-degree flank angle (DIN standards) provide a balanced combination of engagement speed and load-carrying capacity, making it versatile for both motion transmission and fastening applications.
Material and Environmental Considerations
The thread angle’s impact on performance is also influenced by material selection and environmental conditions. In high-strength applications, such as oilfield tubing, knuckle threads are often made from carbon steel or stainless steel to withstand axial loads and corrosion. The 30-degree flank angle (DIN standards) reduces stress concentrations, making it suitable for ductile materials like steel, while the rounded geometry enhances fatigue resistance in brittle materials like ceramics used in electrical insulators. In corrosive environments, such as marine or chemical processing applications, the thread’s debris-clearing capability prevents the accumulation of corrosive residues, extending service life.
Environmental factors, such as temperature and humidity, also affect thread performance. For example, in high-temperature applications, thermal expansion can alter thread engagement, requiring tighter tolerances to maintain performance. Industry sources note that CNC machining allows for precise control of thread dimensions, ensuring compliance with standards like DIN 20400 or API 5B under varying environmental conditions. The knuckle thread’s rounded geometry facilitates cleaning, reducing the risk of corrosion or contamination in harsh environments, making it a preferred choice for outdoor or industrial applications.
Diagram of Knuckle Threads
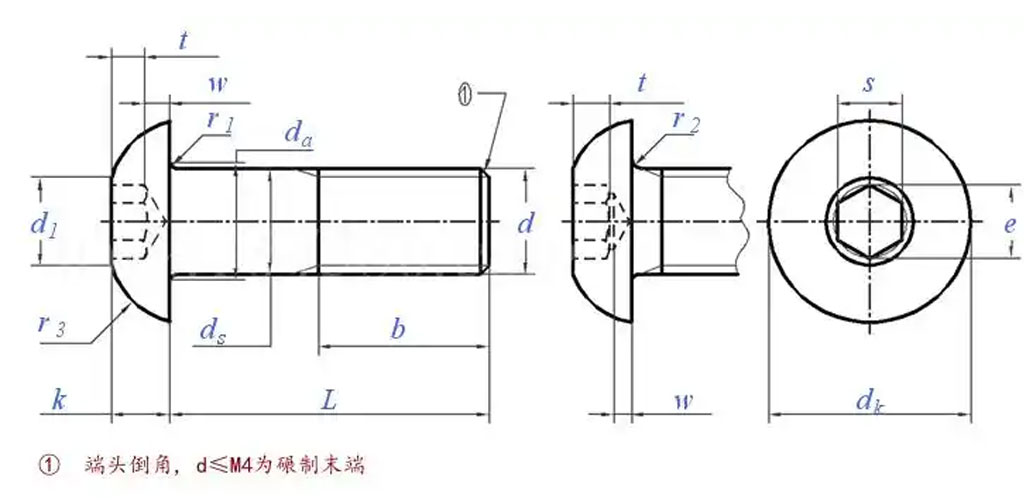
Creating an accurate diagram of a knuckle thread is essential for understanding its geometry, facilitating design, and ensuring proper manufacturing and inspection. A knuckle thread diagram typically depicts a cross-sectional view in the axial plane, highlighting the rounded crests and roots, the 30-degree flank angle (DIN standards) or 60-degree flank angle (API 5B), and the flat flank sections characteristic of DIN-standard threads. The diagram serves as a visual representation of the thread’s geometric parameters, including pitch, major diameter, minor diameter, pitch diameter, thread depth, and crest/root radius, and is used by engineers and machinists to verify compliance with standards like DIN 405, DIN 20400, or API 5B.
Components of a Knuckle Thread Diagram
A typical knuckle thread diagram includes the following components:
- Crest Line: Represents the outermost edge of the thread crests, corresponding to the major diameter (D).
- Root Line: Represents the innermost edge of the thread roots, corresponding to the minor diameter (d), calculated as D – 2 × thread depth.
- Centerline: A horizontal line equidistant between the crest and root lines, typically at 0.25p from each, where p is the pitch.
- Pitch Points: Points along the centerline spaced at intervals equal to the pitch, serving as centers for the semicircular crests and roots.
- Crest Semicircles: Upward semicircles with a radius of 0.25p (DIN standards) or 0.167p (API 5B), forming the rounded crests.
- Root Semicircles: Downward semicircles with the same radius, forming the rounded roots.
- Flanks: Lines connecting the crests and roots, with a flat section over approximately one-third of their length in DIN standards, inclined at a 30-degree angle relative to the vertical (60-degree included angle).
- Pitch Dimension: A dimension line indicating the axial distance between consecutive crests (p).
- Thread Depth: The radial distance from crest to root, equal to 0.5p, marked on the diagram.
- Crest/Root Radius: The radius of the semicircular crests and roots, typically 0.25p for DIN standards or 0.167p for API 5B.
- Centerline and Axis: A dashed centerline indicating the screw axis, with chain lines marking the centers of the semicircles and pitch spacing.
- Hatching: Diagonal lines at a 45-degree angle, spaced approximately 2 mm apart, indicating the material in the cross-sectional view.
Example Diagram Description
For a DIN 20400 knuckle thread with a 20 mm nominal diameter and 4 mm pitch, the diagram would depict:
- Major Diameter: 20 mm, measured at the outermost edge of the crests.
- Minor Diameter: 16 mm, calculated as 20 – 2 × 2 mm (thread depth).
- Pitch Diameter: Approximately 18 mm, measured at the midpoint of the thread flanks.
- Thread Depth: 2 mm (0.5 × 4 mm).
- Crest/Root Radius: 1 mm (0.25 × 4 mm).
- Flank Angle: 30 degrees, with a flat section over one-third of the flank length.
The diagram shows a cross-sectional view in the axial plane, with semicircular crests and roots centered on the pitch points along the centerline. The flanks connect the crests and roots at a 30-degree angle, with annotations indicating key dimensions and tolerances. For API 5B round threads, the diagram would show a 60-degree flank angle and a smaller crest/root radius (e.g., 0.529 mm for a 3.175 mm pitch), reflecting the tighter geometry optimized for sealing.
Engineering and Manufacturing Applications
Knuckle thread diagrams are used in engineering design to specify thread geometry and ensure compatibility with mating components. CAD software, such as AutoCAD or SolidWorks, is commonly used to create these diagrams, allowing engineers to model the thread profile with high precision. Industry sources, including CNC machining guidelines, emphasize the importance of accurate diagrams in programming CNC machines, as the rounded geometry requires precise tool paths to achieve the 0.25p crest/root radius and 30-degree flank angle. The diagram also serves as a reference for quality control, with inspectors using it to verify thread dimensions against standards like DIN 405, DIN 20400, or API 5B.
In manufacturing, the diagram guides the selection of tools and processes, such as thread rolling dies or CNC milling tools, to produce the knuckle thread’s unique geometry. For example, thread rolling requires dies with semicircular grooves to form the rounded crests and roots, while CNC machining may use ball-end mills to cut the profile. The diagram’s annotations, including tolerances, ensure that manufactured threads meet the required fit class (e.g., 6g or 6H for DIN 20400), minimizing defects and ensuring interchangeability.
Drawing of Knuckle Threads
Creating a precise technical drawing of a knuckle thread is essential for manufacturing, inspection, and quality assurance. The drawing provides a detailed representation of the thread’s geometry, including dimensions, tolerances, and annotations, and is used by machinists, inspectors, and engineers to ensure compliance with standards. The following steps outline the process for creating a knuckle thread drawing, based on standard engineering practices and the geometric parameters defined by DIN 405, DIN 20400, and API 5B, with insights from CNC machining guidelines.
Steps for Drawing a Knuckle Thread Profile
- Establish Reference Lines: Draw three parallel horizontal lines to represent the crest line, centerline, and root line. The vertical distance between the crest and root lines is the thread depth (0.5p), and the centerline is at 0.25p from each.
- Mark Pitch Intervals: Along the centerline, mark points at intervals equal to the pitch (p), representing the centers of consecutive thread crests and roots.
- Draw Crest Semicircles: From each center point, draw an upward semicircle with a radius of 0.25p (DIN standards) or 0.167p (API 5B) to form the crest portion of the thread.
- Draw Root Semicircles: From the same center points, draw downward semicircles with the same radius to form the root portion, ensuring smooth connections with the crests.
- Connect Crests and Roots: Draw the thread flanks, incorporating a flat section over approximately one-third of the flank length (DIN standards), with a 30-degree angle relative to the vertical (60-degree included angle). For API 5B, use a 60-degree flank angle without a flat section.
- Add Pitch Dimension: Draw a dimension line to indicate the pitch, the axial distance between consecutive crests.
- Label Thread Depth and Radius: Mark the thread depth (0.5p) and crest/root radius (0.25p for DIN, 0.167p for API) on the drawing.
- Outline the Profile: Use a dark line to emphasize the thread profile, ensuring clarity in the crest, root, and flank geometry.
- Incorporate Centerline and Dimensions: Add a dashed centerline to indicate the screw axis, and use chain lines to mark the centers of the semicircles and pitch spacing.
- Shade the Cross-Section: Apply hatching lines at a 45-degree angle, spaced approximately 2 mm apart, to indicate the material in the cross-sectional view.
- Label the Drawing: Title the drawing as “Knuckle Thread Profile” and include a dimension table listing pitch, major diameter, minor diameter, pitch diameter, thread depth, crest/root radius, and tolerances.
- Specify Tolerances and Standards: Include annotations for tolerance classes (e.g., 6g, 6H for DIN 20400) and the relevant standard (DIN 405, DIN 20400, or API 5B).
Example Drawing Description
For a DIN 20400 knuckle thread with a 50 mm nominal diameter and 6 mm pitch, the drawing would include:
- Major Diameter: 50 mm
- Minor Diameter: 44 mm (50 – 2 × 3 mm)
- Pitch Diameter: Approximately 47 mm
- Thread Depth: 3 mm (0.5 × 6 mm)
- Crest/Root Radius: 1.5 mm (0.25 × 6 mm)
- Flank Angle: 30 degrees, with a flat section over one-third of the flank length
- Tolerances: 6g for external threads, 6H for internal threads, per ISO 965/1
The drawing depicts a cross-sectional view in the axial plane, with semicircular crests and roots centered on the pitch points along the centerline. The flanks connect the crests and roots at a 30-degree angle, with annotations indicating key dimensions and tolerances. A dimension table summarizes the parameters, and a title block specifies the standard (DIN 20400) and drawing scale. For an API 5B 8 round thread with a 4.5-inch (114.3 mm) nominal diameter and 3.175 mm pitch, the drawing would show a 60-degree flank angle and a 0.529 mm crest/root radius, with tighter tolerances for sealing performance.
Manufacturing and Inspection Considerations
The knuckle thread drawing guides manufacturing processes, such as thread rolling, casting, or CNC machining. Thread rolling is the preferred method due to the rounded geometry, using dies with semicircular grooves to form the crests and roots. Casting is common for molded insulators or glass bottle necks, where the thread profile is formed directly during the molding process. CNC machining, used for precision applications, requires specialized tools like ball-end mills to achieve the rounded geometry and flank angle, as noted in CNC machining guidelines.
Inspection involves verifying thread dimensions against the drawing using tools like thread gauges, calipers, and optical comparators. For example, a ring gauge checks the major diameter of an external thread, while a plug gauge verifies the minor diameter of an internal thread. API 5B specifies additional gauging procedures, such as standoff measurements, to ensure proper thread engagement in oilfield applications. Statistical process control (SPC) is used to monitor manufacturing quality, ensuring compliance with tolerances and minimizing defects. The drawing’s annotations, including tolerance classes and standards, are critical for quality assurance, ensuring that manufactured threads meet the required specifications.
Dimensions Chart
The dimensional characteristics of knuckle threads are critical for their design, manufacturing, and application, ensuring compatibility, performance, and reliability across various industries. The dimensions are defined by key parameters such as pitch, major diameter, minor diameter, pitch diameter, thread depth, and crest/root radius, as specified by standards like DIN 405, DIN 20400, and API Specification 5B. This section provides detailed dimension tables for knuckle threads under these standards, along with comparison charts to elucidate their properties relative to other thread forms, such as ISO metric, Unified Thread Standard (UTS), Acme, square, and buttress threads. Insights from industry sources, including CNC machining guidelines, are integrated to highlight practical considerations in manufacturing and inspection.
Knuckle Thread Dimensions Chart
The following table provides representative dimensions for knuckle threads under DIN 405 (inch-based), DIN 20400 (metric-based), and API 5B (round threads), with all values in millimeters unless specified. These dimensions are derived from standards and industry practices, ensuring accuracy and applicability.
| Standard | Nominal Diameter (mm/in) | Pitch (p, mm) | Major Diameter (mm) | Minor Diameter (mm) | Pitch Diameter (mm) | Thread Depth (0.5p, mm) | Crest/Root Radius (mm) |
|---|---|---|---|---|---|---|---|
| DIN 405 | 8 mm | 2 | 8.0 | 6.0 | 7.0 | 1.0 | 0.5 (0.25p) |
| DIN 405 | 20 mm | 4 | 20.0 | 16.0 | 18.0 | 2.0 | 1.0 (0.25p) |
| DIN 405 | 50 mm | 6 | 50.0 | 44.0 | 47.0 | 3.0 | 1.5 (0.25p) |
| DIN 20400 | 100 mm | 8 | 100.0 | 92.0 | 96.0 | 4.0 | 2.0 (0.25p) |
| DIN 20400 | 200 mm | 10 | 200.0 | 190.0 | 195.0 | 5.0 | 2.5 (0.25p) |
| DIN 20400 | 300 mm | 12 | 300.0 | 288.0 | 294.0 | 6.0 | 3.0 (0.25p) |
| API 5B | 4.5 in (114.3 mm) | 3.175 (8 TPI) | 114.3 | 108.1 | 111.2 | 1.5875 | 0.529 (0.167p) |
| API 5B | 7.0 in (177.8 mm) | 3.175 (8 TPI) | 177.8 | 171.6 | 174.7 | 1.5875 | 0.529 (0.167p) |
Notes:
- Major Diameter (D): The outermost edge of the thread crests, defining the thread’s outer boundary.
- Minor Diameter (d): The innermost edge of the thread roots, calculated as D – 2 × thread depth.
- Pitch Diameter (D_p): The theoretical diameter at which the thread flanks intersect, critical for thread engagement and fit.
- Thread Depth: Equal to 0.5p, the radial distance from crest to root, ensuring a balanced profile.
- Crest/Root Radius: Approximately 0.25p for DIN 405 and DIN 20400, or 0.167p for API 5B, defining the curvature of crests and roots.
- Tolerances: Specified by standards (e.g., 6g for external threads, 6H for internal threads per ISO 965/1 for DIN 20400; API 5B specifies tighter tolerances for sealing). Tolerances vary by fit class and application, ensuring compatibility with mating components.
- TPI: Threads per inch, used for API 5B (e.g., 8 TPI = 25.4 mm / 8 = 3.175 mm pitch).
This table covers a range of nominal diameters and pitches, illustrating the knuckle thread’s versatility across different standards and applications. For example, DIN 405 threads are suited for legacy inch-based systems, DIN 20400 for modern metric applications, and API 5B for oilfield tubing requiring high-pressure sealing. Industry sources emphasize the importance of precise dimensional control in manufacturing, using CNC machining or thread rolling to achieve these specifications.
Comparison Table: Knuckle Threads vs. Other Thread Forms
The following table compares knuckle threads with other common thread forms, focusing on geometry, standards, and applications, to highlight their unique advantages and limitations.
| Thread Type | Flank Angle (degrees) | Crest/Root Shape | Pitch System | Primary Standards | Key Applications | Debris Resistance | Strength | Manufacturability |
|---|---|---|---|---|---|---|---|---|
| Knuckle Thread (DIN) | 30 | Rounded (0.25p) | Inch/Metric | DIN 405, DIN 20400 | Insulators, bottle necks, railway couplings | High | Moderate | High (rolling/casting) |
| Knuckle Thread (API) | 60 | Rounded (0.167p) | Inch (8/10 TPI) | API 5B | Oilfield tubing, casing | Moderate | High | Moderate (machining) |
| ISO Metric Thread | 60 | Flat/Truncated | Metric | ISO 68-1, ISO 261 | General-purpose fasteners | Low | High | High (cutting/rolling) |
| Unified Thread (UTS) | 60 | Flat/Truncated | Inch | ASME/ANSI B1.1 | Bolts, nuts, automotive | Low | High | High (cutting/rolling) |
| Acme Thread | 29 | Flat/Truncated | Inch/Metric | ASME B1.5 | Lead screws, CNC machines | Moderate | High | Moderate (cutting) |
| Square Thread | 0 | Flat | Inch/Metric | None (non-standard) | Power transmission | Low | Very High | Low (cutting) |
| Buttress Thread | 45/7 | Flat | Inch/Metric | ASME B1.9 | Hydraulic presses, jacks | Moderate | Very High | Moderate (cutting) |
Notes:
- Flank Angle: The 30-degree flank angle of DIN knuckle threads reduces shear stress and enhances debris clearance, while the 60-degree angle of API 5B threads prioritizes sealing. Square threads (0 degrees) maximize strength but are prone to debris accumulation.
- Crest/Root Shape: The rounded geometry of knuckle threads enhances debris resistance and fatigue life, unlike the flat or truncated crests of other forms.
- Strength: Square and buttress threads excel in high-load applications, while knuckle threads offer moderate strength suitable for cyclic loading.
- Manufacturability: Knuckle threads’ rounded geometry is ideal for rolling and casting, reducing costs compared to cutting square or buttress threads.
This comparison highlights the knuckle thread’s unique balance of debris resistance, durability, and manufacturability, making it ideal for applications like oilfield tubing, electrical insulators, and consumer products, but less suited for extreme load-bearing tasks compared to square or buttress threads.
Comparison Table: DIN 405 vs. DIN 20400 vs. API 5B
The following table compares the three primary knuckle thread standards, focusing on their geometric and application differences.
| Standard | Flank Angle (degrees) | Pitch System | Diameter Range (mm) | Crest/Root Radius | Applications | Key Features | Tolerances |
|---|---|---|---|---|---|---|---|
| DIN 405 | 30 | Inch | 8–200 | ~0.25p | Legacy systems, insulators, railways | Flat flank section, debris resistance | Medium (e.g., 6g, 6H) |
| DIN 20400 | 30 | Metric | 10–300 | ~0.25p | Modern machinery, valves, fittings | Metric compatibility, precision | Medium (e.g., 6g, 6H) |
| API 5B | 60 | Inch (8/10 TPI) | Varies (tubing-specific) | ~0.167p | Oilfield tubing, casing | High-pressure sealing, durability | Tight (sealing-focused) |
Notes:
- DIN 405: Suited for inch-based legacy systems, with a focus on debris resistance and ease of maintenance.
- DIN 20400: Aligns with metric standards for modern applications, offering broader diameter ranges and precision.
- API 5B: Optimized for oil and gas with a 60-degree flank angle and tighter tolerances for sealing performance.
Manufacturing and Inspection Considerations
The dimensional accuracy of knuckle threads is critical for their performance, requiring precise manufacturing and inspection processes. Thread rolling is the preferred method for DIN 405 and DIN 20400 threads due to their rounded geometry, using hardened steel dies to form the crests and roots without removing material. This process work-hardens the thread surface, enhancing strength and fatigue resistance, and is cost-effective for high-volume production, such as bottle caps or railway components. Casting is common for molded insulators or glass bottle necks, where the rounded profile is formed directly during the molding process, reducing assembly costs.
For precision applications, such as oilfield tubing or aerospace fasteners, CNC machining is used to produce knuckle threads, requiring specialized tools like ball-end mills to achieve the 0.25p (DIN) or 0.167p (API) crest/root radius and precise flank angles. CNC machining guidelines emphasize the importance of accurate tool paths and real-time monitoring to maintain dimensional tolerances, particularly for API 5B threads, which require tight tolerances for sealing. Inspection involves tools like thread gauges, calipers, and optical comparators to verify dimensions against the standards. For example, a ring gauge checks the major diameter of an external thread, while a plug gauge verifies the minor diameter of an internal thread. API 5B specifies additional gauging procedures, such as standoff measurements, to ensure proper thread engagement in high-pressure applications.
Statistical process control (SPC) is widely used to monitor manufacturing quality, ensuring compliance with tolerances and minimizing defects. Industry sources highlight the role of CAD/CAM integration in achieving dimensional accuracy, with CAD software used to model thread profiles and CAM systems controlling CNC machines to produce consistent threads. These practices ensure that knuckle threads meet the rigorous requirements of standards like DIN 405, DIN 20400, and API 5B, supporting their use in demanding applications.
Practical Applications of Dimension Charts
Dimension charts are used by engineers and machinists to specify thread geometry, select appropriate manufacturing processes, and ensure compatibility with mating components. For example, a DIN 20400 knuckle thread with a 100 mm nominal diameter and 8 mm pitch is specified for a valve stem, with the dimension chart providing the major diameter (100 mm), minor diameter (92 mm), and pitch diameter (96 mm) to guide machining or rolling. The chart also specifies tolerances (e.g., 6g for external threads) to ensure a proper fit, critical for applications like industrial fittings or railway couplings.
In oilfield applications, API 5B dimension charts guide the production of tubing and casing threads, ensuring sealing performance under high pressure. For instance, a 4.5-inch (114.3 mm) API 8 round thread with a 3.175 mm pitch is manufactured with tight tolerances to prevent leaks in deep wells. The smaller crest/root radius (0.529 mm) enhances sealing, while the 60-degree flank angle ensures robust load-carrying capacity. Industry sources note that dimension charts are integrated into quality assurance processes, with inspectors using them to verify thread compliance during production and installation.
Conclusion:Advantages and Limitations of Knuckle Threads
These advantages and limitations guide the selection of knuckle threads for specific applications, with engineers balancing performance requirements, environmental conditions, and manufacturing constraints.
Advantages
- Debris Resistance: The rounded crests and roots provide ample clearance for contaminants, preventing jamming in harsh environments like oilfields or railways.
- Durability: Reduced stress concentrations enhance fatigue resistance, extending service life in cyclic loading applications.
- Manufacturability: The rounded geometry is ideal for cost-effective processes like thread rolling and casting, suitable for high-volume production.
- Versatility: Applicable in both precision (e.g., aerospace fasteners) and rugged (e.g., railway couplings) applications, with single-start or multi-start configurations.
- Ease of Maintenance: The debris-clearing capability and resistance to galling simplify cleaning and reduce maintenance costs.
Limitations
- Moderate Strength: Less suitable for high-load power transmission compared to square or buttress threads due to the rounded geometry and 30-degree flank angle (DIN standards).
- Machining Complexity: Cutting knuckle threads requires specialized tools, increasing costs compared to rolling or casting.
- Limited Standardization: Primarily governed by DIN 405, DIN 20400, and API 5B, limiting availability in regions using other standards.
- Sealing Performance: DIN knuckle threads are less effective for high-pressure sealing compared to API 5B threads due to the larger crest/root radius.
The knuckle thread’s development can be traced to the early 20th century, when engineers sought alternatives to square and V-shaped threads for applications in harsh environments. Inspired by the Edison screw, developed by Thomas Edison for light bulb bases, the knuckle thread’s rounded profile addressed the limitations of sharp-threaded profiles, which were prone to damage and contamination. The standardization of knuckle threads under DIN 405 in Germany formalized their use in industrial applications, such as railway systems and electrical insulators, while the API’s adoption of round threads (API 5B) in the mid-20th century expanded their relevance in the oil and gas industry.
The transition to metric pitches under DIN 20400 in the late 20th century reflected the global shift toward metrication, aligning knuckle threads with modern manufacturing practices like CNC machining and additive manufacturing. Advances in materials science, such as the use of composites and high-strength alloys, have further expanded the thread’s applications, particularly in aerospace and medical fields. Industry sources note that emerging technologies, such as 3D printing of knuckle threads in biocompatible materials, are driving innovation, highlighting the thread’s adaptability to new engineering challenges.
The knuckle thread, with its distinctive rounded crest and root geometry, represents a versatile and robust thread form that excels in applications requiring debris resistance, durability, and ease of maintenance. Standardized under DIN 405, DIN 20400, and API 5B, knuckle threads are employed across diverse industries, including oil and gas, electrical insulation, railway systems, and consumer products. The 30-degree flank angle (DIN standards) and rounded geometry provide a unique combination of fatigue resistance and debris clearance, while the 60-degree flank angle of API 5B threads enhances sealing performance for high-pressure applications. Detailed diagrams and technical drawings facilitate precise design and manufacturing, while dimension charts and comparison tables ensure compliance with standards and compatibility with mating components.








The Detail Of BE-CU Cnc Machining Shop
BE-CU.COM – As an accomplished CNC machining Service Manufacturer and CNC shop, BE-CU Prototype has been specialized in OEM CNC lathing, custom CNC machining parts production and rapid CNC machining services China for over 35 years and always maintaining the highest standard in delivery speed and reliable quality of precision CNC manufacturing components. With the help of high-level technology and efficient equipment, as well as rigorous attitude, BE-CU passed the ISO9001:2015 quality certification, which supports the long-term development of CNC milling services, CNC turning services, CNC milling-turning, CNC drilling services, 3/4/5 axis machining, gear machining services, CNC machining China custom parts and service, small parts machining, etc.Our CNC machining products can be utilized in a broad range of industries. Contact us for email: [email protected]

-

3-Way Centrifugal Compressor Closed Impeller By 5 Axis Machining
-

3/4/5 Axis Precision Milling Custom Vehicle Parts
-

3D Flexible Welding Platform By Large Machining
-

3D Printed Inconel Exhaust Manifold
-

3D Printing And CNC Machining Custom Black PPS Valve
-

3D Printing Full Transparent Acrylic Lampshade Model
-

4 Axis CNC Machining Titanium Grade 5 Mobile Phone Buttons
-

4 Axis Machining Highly Transparent Acrylic LED Tunnel Light Lens