

Polylactic acid (PLA), a biodegradable thermoplastic polyester derived from renewable resources such as corn starch or sugarcane, has emerged as one of the most popular materials in the realm of additive manufacturing, particularly in fused deposition modeling (FDM) 3D printing. Its appeal lies in its ease of use, low warping tendency, and environmental friendliness compared to petroleum-based plastics. However, understanding the strength of 3D printed PLA is crucial for engineers, designers, and hobbyists alike, as it determines the suitability of printed parts for various applications ranging from prototypes to functional components. This article delves into the mechanical properties of 3D printed PLA, exploring its tensile, compressive, flexural, impact, and fatigue strengths through a scientific lens.
Drawing from empirical studies, comparative analyses, and material science principles, we examine how printing parameters, material modifications, and post-processing techniques influence these properties.
Detailed tables are provided to facilitate comparisons, and the discussion is structured with periodic section headings to enhance readability and scientific rigor. While PLA exhibits respectable strength for many uses, its inherent brittleness and sensitivity to environmental factors necessitate careful consideration in design and application.
What Is Polylactic Acid (PLA)
Polylactic acid, commonly abbreviated as PLA, is a aliphatic polyester that belongs to the family of bioplastics. It is synthesized through the polymerization of lactic acid, which is typically obtained via the fermentation of carbohydrates from plant sources. This process makes PLA a sustainable alternative to traditional fossil-fuel-derived polymers. In the context of 3D printing, PLA filaments are extruded through a heated nozzle layer by layer to build three-dimensional objects. The material’s low glass transition temperature, around 60–65 °C, allows for printing at relatively low temperatures (typically 190–220 °C), reducing energy consumption and minimizing thermal stress on the printer components.

PLA’s molecular structure consists of repeating units of lactic acid, which can exist in two stereoisomeric forms: L-lactic acid and D-lactic acid. The most common form is poly(L-lactic acid) or PLLA, which is semi-crystalline. By blending PLLA with poly(D-lactic acid) (PDLA), a stereocomplex can be formed, enhancing thermal and mechanical properties. In 3D printing, standard PLA filaments are often amorphous or semi-crystalline, affecting their strength. The density of PLA ranges from 1.21 to 1.43 g/cm³, contributing to lightweight printed parts. Its biocompatibility has led to applications in medical devices, but for general use, its mechanical strength is a key focus.
The strength of 3D printed PLA is not uniform; it exhibits anisotropy due to the layered manufacturing process. Layers bond through fusion, but inter-layer adhesion can be weaker than intra-layer bonds, leading to directional dependencies in mechanical performance. Studies have shown that PLA’s Young’s modulus can vary from 2.7 to 16 GPa depending on crystallinity and orientation. This section sets the foundation for deeper exploration into specific strength metrics.
Chemical Composition and Synthesis
The synthesis of PLA involves ring-opening polymerization of lactide, the cyclic dimer of lactic acid. This method allows control over molecular weight, which directly impacts mechanical properties. Higher molecular weight PLA tends to have greater tensile strength but may be more viscous during extrusion, affecting print quality. Additives such as plasticizers or nucleating agents can be incorporated to modify brittleness or crystallization rates. In 3D printing filaments, PLA is often colored or filled with particles like carbon fiber to enhance strength, though pure PLA remains the baseline for many evaluations.
Environmental factors during synthesis, such as moisture content, can lead to hydrolysis, degrading the polymer chain and reducing strength. Manufacturers mitigate this through drying processes. The biodegradability of PLA, while advantageous, means printed parts can weaken over time in humid or compost environments, a factor to consider in long-term applications.
Historical Development in 3D Printing
PLA’s adoption in 3D printing dates back to the early 2010s with the rise of desktop FDM printers like the RepRap project. Its low odor and lack of need for a heated build chamber made it accessible for hobbyists. Over time, research has focused on quantifying its strength to bridge the gap between prototyping and end-use parts. Early studies highlighted PLA’s superior tensile strength compared to ABS in certain orientations, sparking interest in optimization techniques.
Manufacturing Process of 3D Printed PLA
The fused deposition modeling (FDM) process, also known as fused filament fabrication (FFF), is the primary method for 3D printing PLA.
It involves melting the filament in a nozzle and depositing it layer by layer on a build platform. Key parameters include nozzle temperature, bed temperature, print speed, layer height, and infill density, all of which influence the final strength of the part.
Nozzle temperature typically ranges from 190 to 220 °C for PLA, balancing flowability and degradation. Too high a temperature can cause thermal decomposition, reducing molecular weight and thus strength. Bed temperature is often set to 50–60 °C to improve adhesion and reduce warping. Print speed affects cooling rates; slower speeds allow better interlayer bonding, enhancing overall strength.
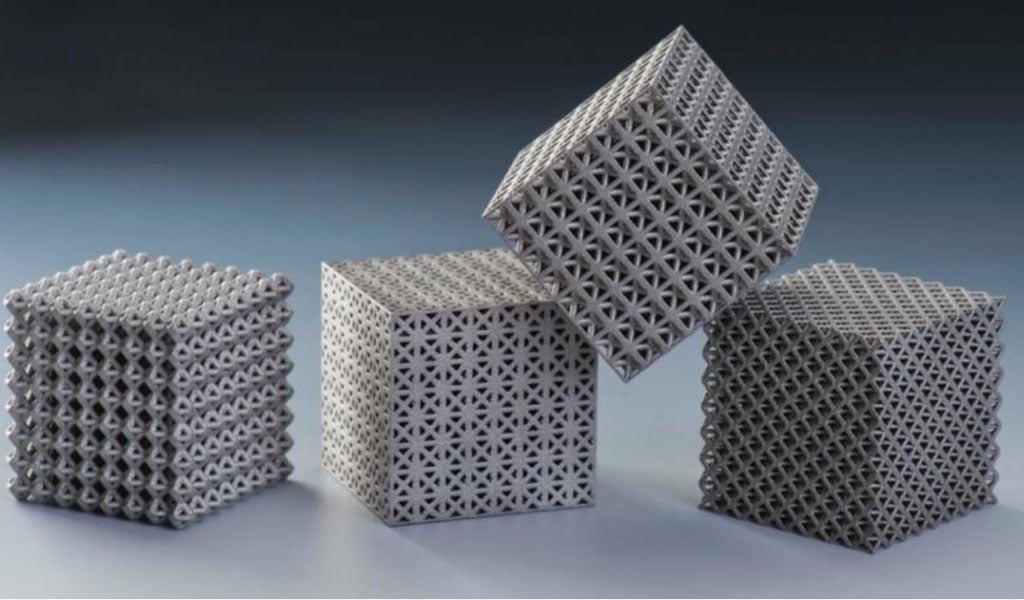
Infill patterns, such as rectilinear, gyroid, or honeycomb, determine internal structure and directly impact compressive and flexural strengths. For instance, a gyroid infill provides isotropic properties, potentially increasing impact resistance. Post-print annealing can crystallize PLA, boosting modulus and strength but risking deformation if not controlled.
Extrusion and Deposition Mechanics
During extrusion, PLA is subjected to shear forces that align polymer chains, influencing crystallinity. The deposition path, or raster orientation, creates anisotropy; parts printed with 0° raster angles (aligned with load direction) exhibit higher tensile strength than those at 45° or 90°. The cooling rate post-deposition affects void formation; rapid cooling can trap air pockets, weakening the structure.
Mathematical models, such as those based on viscoelasticity, predict bond strength between layers. The weld time, or duration layers remain above glass transition, is critical for diffusion and entanglement of chains.
Quality Control in Printing
To ensure consistent strength, calibration of printers is essential. Flow rate adjustments compensate for filament diameter variations, typically 1.75 mm or 3 mm for PLA. Slicing software like Cura or PrusaSlicer allows parameter optimization. Non-destructive testing, such as ultrasonic inspection, can detect internal defects affecting strength, though it’s less common in hobbyist settings.
Mechanical Properties of PLA
The mechanical properties of 3D printed PLA encompass various metrics that define its ability to withstand forces. These properties are tested per standards like ASTM D638 for tensile strength and ASTM D790 for flexural strength. PLA’s brittleness is evident in its low elongation at break, typically under 10%, making it prone to sudden failure under impact.
Young’s modulus, a measure of stiffness, ranges from 3 to 4 GPa for printed PLA, higher than many flexible filaments but lower than metals. Density and porosity play roles; higher infill reduces voids, increasing strength proportionally.
Tensile Strength
Tensile strength measures the maximum stress PLA can endure before breaking under tension. For 3D printed PLA, values typically range from 30 to 60 MPa, depending on orientation and parameters. In longitudinal direction (along print lines), strength is highest due to continuous filaments; transverse direction shows 20–50% reduction.
Factors like layer height affect this; thinner layers (0.1 mm) improve bonding, yielding up to 52.5 MPa, while thicker layers (0.3 mm) may drop to 39.9 MPa. Infill density is crucial; 100% infill can achieve bulk material strength, around 50 MPa.
| Parameter | Value | Tensile Strength (MPa) | Elongation at Break (%) |
|---|---|---|---|
| Layer Height | 0.1 mm | 52.5 | 4.5 |
| Layer Height | 0.2 mm | 45.0 | 5.2 |
| Layer Height | 0.3 mm | 39.9 | 3.8 |
| Infill Density | 20% | 25.0 | 2.5 |
| Infill Density | 50% | 35.0 | 3.5 |
| Infill Density | 100% | 50.0 | 5.0 |
| Raster Orientation | 0° | 55.0 | 6.0 |
| Raster Orientation | 45° | 40.0 | 4.0 |
| Raster Orientation | 90° | 30.0 | 3.0 |
This table illustrates how tensile properties degrade with suboptimal settings. Explanations of failure modes include delamination in transverse loads, where interlayer bonds fail first.
Compressive Strength
Compressive strength is the ability to resist crushing forces. For 3D printed PLA, it ranges from 48 to 62 MPa, often higher than tensile strength due to the material’s better performance under compression. Lattice structures, common in lightweight designs, show yield strengths varying with cell design; gyroid lattices can have platform stresses up to 10 MPa.
Infill patterns influence compression; honeycomb provides better energy absorption. Annealing increases compressive modulus by 20–30% through crystallization.
| Structure Type | Infill (%) | Compressive Strength (MPa) | Yield Strength (MPa) |
|---|---|---|---|
| Solid | 100 | 60.0 | 50.0 |
| Lattice (Gyroid) | 20 | 15.0 | 5.0 |
| Lattice (Primitive) | 20 | 12.0 | 4.0 |
| With Annealing | 100 | 72.0 | 60.0 |
| Without Annealing | 100 | 48.2 | 40.0 |
Compression tests often reveal buckling in low-density infills, emphasizing the need for optimized designs.
Flexural Strength
Flexural strength, or bending strength, is tested via three-point bending. PLA’s flexural strength is 50–80 MPa, with modulus around 3–4 GPa. Layer orientation is key; flat-printed parts (layers parallel to bend) are stronger than upright ones.
Additives like carbon fiber increase flexural modulus to 5–6 GPa. Studies show that fill density and pattern affect energy absorption.
| Material | Flexural Strength (MPa) | Flexural Modulus (GPa) | Strain at Break (%) |
|---|---|---|---|
| Pure PLA | 65.0 | 3.5 | 5.0 |
| CF-PLA | 80.0 | 5.5 | 3.0 |
| NR-PLA | 70.0 | 4.0 | 6.0 |
| BP-PLA | 60.0 | 3.0 | 4.5 |
| Layer Orientation 0° | 75.0 | 4.0 | 5.5 |
| Layer Orientation 90° | 55.0 | 3.0 | 4.0 |
Flexural failure typically involves cracking at the tensile side, with delamination in poorly bonded layers.
Impact Strength
Impact strength quantifies toughness under sudden loads. PLA’s Izod impact strength is low, around 2–5 kJ/m², reflecting brittleness. Composites improve this; PETG blends offer better resistance.
Print speed and temperature affect void content, reducing impact performance if high.
| Material | Izod Impact (kJ/m²) | Charpy Impact (kJ/m²) |
|---|---|---|
| PLA | 3.5 | 4.0 |
| ABS | 15.0 | 18.0 |
| Epoxy | 10.0 | 12.0 |
| PLA with Additives | 5.0 | 6.0 |
| Recycled PLA | 3.0 | 3.5 |
Impact tests show brittle fracture in PLA, with energy absorption limited by low ductility.
Fatigue Strength
Fatigue strength is the ability to withstand cyclic loading. PLA’s fatigue life is shorter than ductile materials; studies show failure after 10^4–10^5 cycles at 50% ultimate stress. Annealing extends life by increasing crystallinity.
Metamaterial designs enhance fatigue resistance.
| Stress Level (% UTS) | Cycles to Failure | Structure Type | Reference |
|---|---|---|---|
| 50 | 10,000 | Solid | |
| 30 | 100,000 | Solid | |
| 50 | 50,000 | Metamaterial | |
| With Annealing | +20% cycles | Solid |
Fatigue cracks propagate along layer lines, highlighting anisotropy.
Factors Affecting Strength
Numerous factors modulate the strength of 3D printed PLA, from printer settings to environmental exposure.
Print Parameters
Layer thickness is paramount; thinner layers enhance tensile strength by 20–30%. Print speed: slower speeds (30–60 mm/s) improve bonding.
Infill density linearly correlates with strength up to 100%.
| Parameter | Low Value | High Value | Strength Increase (%) | Property Affected |
|---|---|---|---|---|
| Layer Thickness | 0.3 mm | 0.1 mm | 30 | Tensile |
| Print Speed | 100 mm/s | 30 mm/s | 15 | Flexural |
| Nozzle Temp | 190 °C | 220 °C | -10 (degradation) | All |
| Infill | 20% | 100% | 100 | Compressive |
Material Composition
Pure PLA vs. composites: Carbon fiber-reinforced PLA (CF-PLA) boosts stiffness but reduces ductility. Natural rubber (NR-PLA) improves energy absorption.
Recycled PLA shows 10–20% strength reduction but can be optimized.
Post-Processing Techniques
Annealing at 80–100 °C increases crystallinity, enhancing strength by 20–80%. Chemical smoothing with acetone vapors can seal surfaces but may weaken structure.
UV exposure and moisture degrade PLA over time, reducing strength by 10–30% after months.
Comparisons with Other Materials
PLA is often compared to ABS, PETG, and others in 3D printing.
PLA vs. ABS
ABS has higher impact strength (15 kJ/m² vs. PLA’s 3.5) but lower tensile (40 MPa vs. 50 MPa). PLA is easier to print, ABS more durable.
| Property | PLA | ABS | Advantage |
|---|---|---|---|
| Tensile Strength (MPa) | 50 | 40 | PLA |
| Impact Strength (kJ/m²) | 3.5 | 15 | ABS |
| Heat Resistance (°C) | 60 | 90 | ABS |
| Elongation (%) | 5 | 20 | ABS |
PLA vs. PETG
PETG offers better flexibility and impact (stronger than PLA), but PLA has higher tensile strength.
| Property | PLA | PETG | Advantage |
|---|---|---|---|
| Tensile Strength (MPa) | 50 | 45 | PLA |
| Impact Resistance | Low | High | PETG |
| Flexibility | Low | High | PETG |
| Print Ease | High | Medium | PLA |
PLA vs. Other Filaments
Compared to nylon, PLA is stiffer but less tough. Composites like PLA-Cu improve conductivity but may alter strength.
Given its strength, PLA is used in prototypes, toys, and medical models. High-strength variants suit gears or brackets.Limitations in heat and impact restrict automotive or outdoor uses.






The Detail Of BE-CU 3D Printing Company

BE-CU.COM offers online 3D printing services for rapid prototyping and production in volume. Our clients are across a wide variety of industries and companies, including automotive, construction, aerospace, defense, electronics, machinery, industrial automation, medical, healthcare, consumer production, oil & gas, etc. Accelerate your product development and manufacturing process with our industry-leading metal & plastic 3D printing service and 3D printed parts. We’ll find the best 3D printing solution for your projects, to lower your cost and shorten the lead time based on your needs, while maintaining the quality. From 3D prototyping to end-use parts production, multiple materials are available for custom 3D printing parts. Need an alternative to the traditional solution? Submit your 3D CAD file to get an online quotation quickly. Our 3D printing service ensures accuracy and speed. We can help you choose the most appropriate technology and material to match your applications or request.
-

FDM 3D Printing Ultra-High Voltage Strong Electrical Connector
-

3D Printed Jet Engine Model
-

3D Printed Inconel Exhaust Manifold
-

3D Printed Black Myth: Wukong Model
-

Omni-Directional Surgical Planning Medical Models
-

3D Printing Pool Pressure Cleaner Parts and Accessories
-
Nylon 3D Printed Size 5 Basketball
-

Black Nylon Medical Threaded Screw By MJF 3D Printing