

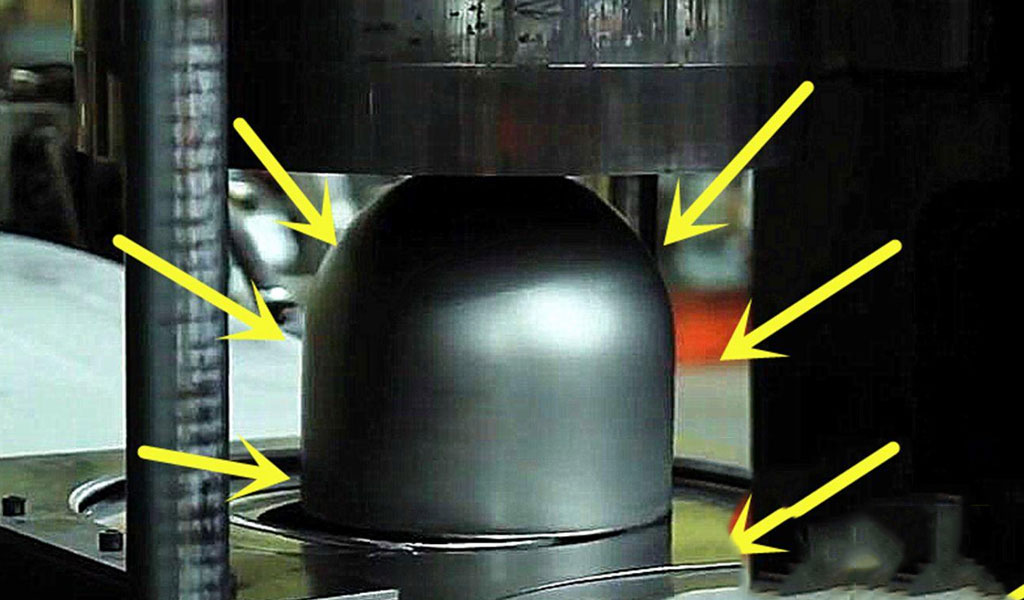
Deep drawing stamping is a manufacturing process used to produce parts with a seamless, hollow structure by stretching a sheet of metal into a desired shape using a die.
This process is prevalent in industries such as automotive, aerospace, medical, and consumer electronics due to its ability to create complex, precise shapes efficiently.
Understanding the cost associated with deep drawing stamping, including both the price of the operation and the tooling cost, is crucial for manufacturers and buyers aiming to optimize production budgets and processes.Other related links:How To Calculate Metal Stamping Cost And Tooling Prices
Factors Influencing Deep Drawing Stamping Price
The price of deep drawing stamping is influenced by multiple variables that interact to determine the overall cost. These include material selection, part complexity, production volume, and secondary operations. Below is a detailed analysis of each factor.
1. Material Selection
The choice of material significantly impacts the cost of deep drawing stamping. Factors such as material type, thickness, and formability play a pivotal role:
- Material Type: Common materials used include stainless steel, aluminum, brass, copper, and titanium. Each material has a unique cost per unit weight and behavior during the deep drawing process. For example, stainless steel is more expensive than aluminum but may be necessary for parts requiring corrosion resistance.
- Material Thickness: Thicker materials typically require greater force to deform, increasing equipment wear and energy consumption.
- Formability: Materials with high ductility, such as aluminum, are easier to draw and less likely to crack during the process, which can reduce production costs.
2. Part Complexity
The geometry and tolerances of the part directly affect the price of the process:
- Shape: Complex shapes with intricate features require more advanced dies and may necessitate multiple drawing stages, increasing cost.
- Tolerances: Tight tolerances demand precision tooling and quality control measures, raising both tooling and per-part costs.
- Depth-to-Diameter Ratio: Higher drawing ratios (depth greater than the diameter) require more force and sophisticated tooling to prevent defects like wrinkling or tearing.
3. Production Volume
Economies of scale are a key consideration in deep drawing stamping:
- High-Volume Production: The per-unit cost decreases as production volume increases due to the amortization of tooling costs over a larger number of parts.
- Low-Volume Production: For smaller batches, tooling costs may constitute a significant portion of the total price, making alternative manufacturing methods, such as hydroforming or CNC machining, more cost-effective.
4. Secondary Operations
Deep drawing stamping often requires additional processes to meet final product specifications:
- Trimming: Excess material is removed from the drawn part, which adds labor and tooling costs.
- Heat Treatment: Materials like stainless steel may require annealing to relieve stresses introduced during forming.
- Surface Treatment: Coatings or finishes such as painting, anodizing, or plating enhance the part’s functionality and aesthetics but increase costs.
- Inspection and Testing: High-precision parts may require additional inspection steps, such as dimensional checks or non-destructive testing.
Calculating the Tooling Cost
Tooling cost refers to the expense incurred in designing, fabricating, and maintaining the dies and other equipment required for deep drawing.
Tooling is typically a significant upfront investment but is essential for ensuring production efficiency and part quality. The tooling cost depends on several factors:
1. Design Complexity
The complexity of the die directly affects its cost:
- Single-Stage vs. Multi-Stage Dies: Parts requiring multiple drawing stages necessitate multi-stage dies, which are more expensive due to their intricate design and manufacturing requirements.
- CAD/CAE Requirements: Modern tooling involves computer-aided design (CAD) and computer-aided engineering (CAE) simulations to predict material behavior and optimize die geometry. While these tools reduce trial-and-error iterations, they contribute to initial costs.
2. Material of the Die
Die material selection is crucial for durability and performance:
- Hardened Tool Steel: Used for high-volume production due to its wear resistance.
- Carbide or Ceramic Coatings: Enhance durability and reduce friction during operation.
- Aluminum or Soft Metals: Employed for prototyping or low-volume production to minimize initial costs.
3. Manufacturing Techniques
The processes used to create the die impact its cost:
- CNC Machining: Ideal for precision dies but can be costly for intricate designs.
- EDM (Electrical Discharge Machining): Suitable for complex shapes and hard materials, although slower and more expensive.
- Additive Manufacturing: Emerging as a cost-effective alternative for rapid prototyping of dies.
4. Tool Maintenance
Ongoing maintenance of tooling ensures consistent performance and longevity:
- Wear and Tear: Regular inspection and reconditioning of dies are necessary to address wear caused by repeated use.
- Lubrication Systems: Proper lubrication reduces friction and extends the lifespan of both the tooling and the press.
Cost Estimation Framework
Creating a detailed cost estimation framework for deep drawing stamping requires a comprehensive understanding of all cost components involved in the process. This framework integrates material costs, tooling expenses, production factors, and overheads into a structured approach, enabling accurate budgeting and pricing. Below is a detailed discussion of the cost estimation framework for deep drawing stamping.
1. Material Costs
Material costs are a significant part of the overall expense in deep drawing stamping. They depend on the type, quality, and quantity of material used.
- Raw Material Type:The choice of material—such as aluminum, stainless steel, brass, or titanium—greatly influences costs. Premium materials with specific properties, such as corrosion resistance or high strength, generally cost more.
- Material Thickness and Dimensions:The thickness and size of the blank directly impact costs. Thicker materials or larger blanks require more material and potentially more force during the drawing process.
- Material Utilization:Efficient material usage is critical to minimizing waste. Techniques such as nesting blanks can reduce scrap and improve cost efficiency.
Material Cost=(Weight of Material per Part)×(Cost per Unit Weight)
2. Tooling Costs
Tooling costs, as discussed earlier, include the design, manufacturing, and maintenance of dies and associated equipment. These costs are typically amortized over the expected production volume:
Tooling Cost per Part=Total Tooling Cost/Production Volume
3. Setup Costs
Setup costs account for the time and resources required to prepare the machinery and tooling for production.
- Labor Costs:Setting up the press and dies requires skilled operators and engineers, which adds to the cost.
- Machine Downtime:The time spent on setup reduces overall machine availability, indirectly affecting operational efficiency.
Setup Cost per Part=Total Setup Cost/Production Volume
4. Production Costs
Production costs encompass the expenses incurred during the actual deep drawing process. These include labor, machine operation, and utilities:
- Cycle Time:The time taken to produce a single part influences labor and machine costs. Faster cycle times reduce per-part costs.
- Labor Costs:Labor costs depend on the skill level of operators and their hourly wage. Automation can reduce labor costs but increases initial investment.
- Machine Costs:Machine costs include depreciation, maintenance, and energy consumption.
Production Cost per Part=(Cycle Time)×(Machine Hourly Rate+Labor Hourly Rate)
5. Quality Control Costs
Quality control is essential to ensure the final product meets specifications. Costs in this category include inspection, testing, and rejection of defective parts.
- Inspection and Testing:Non-destructive testing methods (e.g., ultrasonic or dye penetrant testing) or destructive tests (e.g., tensile testing) may be required.
- Rework and Scrap:Defective parts requiring rework or being scrapped add to the cost.
Quality Control Cost per Part=Total Quality Control Costs/Production Volume
6. Overhead Costs
Overhead costs include expenses that are not directly tied to production but are essential for operation:
- Factory Overheads:These include utilities, equipment maintenance, and facility rent.
- Administrative Overheads:Administrative costs, such as salaries for support staff, software licenses, and other indirect expenses, also contribute.
Overhead Cost per Part=Total Overhead Costs/Production Volume
7. Packaging and Logistics Costs
Finished parts need to be packaged and delivered to the customer, adding to the overall cost.
- Packaging Materials:
Costs for protective packaging to prevent damage during transport. - Transportation:
Shipping costs depend on distance, mode of transport, and the size and weight of the shipment.
Packaging and Logistics Cost per Part=Total Packaging and Logistics Costs/Production Volume
8. Profit Margin
After calculating all direct and indirect costs, manufacturers must add a profit margin to ensure financial viability. The profit margin is typically a percentage of the total cost.
Selling Price per Part=(Total Cost per Part)×(1+Profit Margin)
9. Framework Summary
The overall cost estimation can be expressed as:
Total Cost per Part=(Material Cost per Part)+(Tooling Cost per Part)+(Setup Cost per Part)+(Production Cost per Part)+(Quality Control Cost per Part)+(Overhead Cost per Part)+(Packaging and Logistics Cost per Part)
This comprehensive framework ensures all aspects of deep drawing stamping are accounted for, providing a clear and structured method to calculate costs accurately. By adjusting parameters such as production volume, material choice, and process efficiency, manufacturers can optimize pricing strategies and achieve cost-effective production.
Conclusion
Deep drawing stamping is a versatile and efficient manufacturing process, but accurately calculating its costs requires a comprehensive understanding of multiple factors. From material selection to tooling, setup, production, quality control, and overheads, every component contributes to the overall expense. Developing a detailed cost estimation framework ensures manufacturers can optimize pricing strategies, allocate resources effectively, and remain competitive in the market.Key Takeaways:
- Material Selection Matters:Choosing the right material not only impacts the cost but also the functionality and durability of the final product. Efficient material utilization further enhances cost-effectiveness.
- Tooling Investment:Although tooling costs represent a significant upfront expense, they are critical for ensuring precision and long-term production efficiency. Properly amortizing tooling costs across production volumes minimizes their impact on per-part pricing.
- Setup and Production Efficiency:Minimizing setup time and optimizing production parameters, such as cycle time and labor allocation, are essential for reducing costs and improving profitability.
- Quality Control is Non-Negotiable:Investing in robust quality control measures prevents defects, reduces rework, and ensures customer satisfaction, ultimately protecting the manufacturer’s reputation and bottom line.
- Comprehensive Cost Framework:Incorporating all direct and indirect expenses, from packaging to logistics, ensures that no hidden costs are overlooked. This holistic approach enables precise pricing and better financial planning.
- Scalability Influences Cost:Higher production volumes typically result in lower per-part costs due to the amortization of fixed expenses like tooling and setup. Manufacturers should consider economies of scale when planning production runs.
By leveraging detailed cost analysis and adopting efficient manufacturing practices, businesses can achieve cost-effective deep drawing stamping operations while delivering high-quality products. As manufacturing technologies continue to evolve, innovations such as automation and advanced simulation tools will further enhance accuracy in cost estimation, enabling more competitive pricing and improved operational efficiency.
Ultimately, mastering cost calculation is not just a financial exercise but a strategic advantage, helping manufacturers navigate the complexities of the industry, respond to market demands, and achieve sustainable growth.
The Detail Of BE-CU Metal Stamping Company

BE-CU.COM is a China based manufacturer offering Metal Forming services. Our plant specializes in Stamped Metal parts, post machining services and plating or painting. We press a comprehensive range of standard and complex custom shapes and some very challenging designs. With number of processes under one roof we manufacture all sort of products and offer assembly services.Your part drawings will be reviewed in house by be-cu engineers. The press will be designed around the profile according to the intended use for the metal part. Some design considerations, such as wall thickness, tolerances ant type of the metal may need to be taken into account. Off-tool samples will be provided to you after drawings are approved and tool been made.Our team of assemblers specialize in mechanical and electrical assembly of components. We are experienced with a large variety of assembly from simple one or two part additions to complete complex cabinets and assemblies. Additional services also include but not limited to Powdercoating, Plating, deep drawing stamping,E-Coating, General Engineering and custom packaging.
-

Deep Drawing Aluminum 7075 Shell
-

Stamping And Deep Drawing Notebook Aluminum Frame Shell
-

Aluminum Stamping Humidifier Power Box Housing
-

Aluminum Stamping Electronic Cigarette Enclosure
-

Aluminum Deep Drawing Medical LED Display Enclosure
-

Metal Stamping Stainless Steel 201 Staircase Accessories
-

Stainless Steel Drawing Stamping Parts Customization
-
Stainless Steel Metal Stamping Electronic Parts