
Sand casting is one of the most versatile and cost-effective methods for manufacturing metal parts. It involves creating a mold from sand into which molten metal is poured and solidified. This process is widely used across industries, including automotive, aerospace, and machinery manufacturing, to produce components of varying complexities.
The cost and price estimation for sand casting aluminum, steel, and iron depends on multiple factors, including the material type, mold preparation, production volume, and finishing requirements. This article provides a comprehensive analysis of these cost components, focusing on the unique considerations for each material.
Material Costs in Sand Casting
Material costs are one of the foundational components of sand casting cost estimation. The price of raw materials can vary widely depending on factors such as market demand, alloy composition, and supplier pricing. Below is a detailed analysis of material costs for aluminum, steel, and iron, with considerations for their specific characteristics and applications in sand casting.
Aluminum
Aluminum is a widely used material in sand casting due to its lightweight properties, excellent corrosion resistance, and versatility. The cost of aluminum for sand casting depends on the specific alloy, market fluctuations, and the scale of procurement.
- Alloys Used in Sand Casting:Common aluminum alloys used in sand casting include A356, 319, and 535. Each alloy offers unique properties, such as improved strength, corrosion resistance, or machinability, influencing its cost.
- Raw Aluminum Costs:The price of raw aluminum fluctuates based on global market conditions, often linked to energy costs and bauxite availability. As of recent trends, raw aluminum prices range from $2,000 to $3,000 per metric ton.
- Scrap Aluminum: For cost reduction, many foundries use scrap aluminum, which is significantly cheaper, typically costing $1,500 to $2,000 per metric ton, depending on its purity.

- Impact of Aluminum Density:Aluminum’s density is approximately 2.7 g/cm³, which means less material is needed by volume compared to heavier metals like steel or iron. This lower density reduces the material cost per casting part.
- Applications Influencing Cost:Aluminum is preferred in industries such as aerospace, automotive, and consumer goods, where lightweight and corrosion-resistant components are essential. Components like engine blocks, housings, and brackets often utilize aluminum sand casting.
Steel
Steel is a high-strength material that offers excellent durability and toughness, making it ideal for parts subjected to heavy loads or high stress. The cost of steel for sand casting varies based on its grade and alloying elements.

Grades of Steel:Common grades used in sand casting include low-carbon steels, medium-carbon steels, and alloy steels with elements like chromium, nickel, or molybdenum. Each grade’s alloy composition affects its mechanical properties and price.
Raw Steel Costs:The cost of raw steel typically ranges from $600 to $1,500 per metric ton, depending on the grade and market demand. High-alloy steels or specialty grades can exceed $2,000 per metric ton.
Carbon Content and Price Impact: Low-carbon steels are generally less expensive than high-carbon or alloy steels due to simpler processing and lower alloying costs.
Steel’s Density and Material Efficiency:Steel has a density of approximately 7.85 g/cm³, significantly higher than aluminum. This results in a greater material cost per unit volume, although the added strength often justifies the expense.
Applications Influencing Cost:Steel is extensively used in the construction, mining, and heavy machinery industries. Components such as gears, shafts, and structural supports frequently use steel sand casting due to its high mechanical strength.
Iron
Iron, particularly in the forms of gray iron and ductile iron, is a cost-effective material widely used in sand casting. It is valued for its excellent wear resistance, good machinability, and damping properties.
- Types of Iron:Gray Iron: Known for its excellent machinability and thermal conductivity, gray iron is commonly used in automotive and industrial applications.Ductile Iron: Offers better strength and ductility than gray iron, making it suitable for parts subjected to dynamic loads or impact.
- Raw Iron Costs:Iron is one of the most affordable metals for sand casting, with prices ranging from $300 to $700 per metric ton.Scrap Iron: Like aluminum, scrap iron is frequently used in casting to reduce costs, with prices typically ranging from $150 to $400 per metric ton.
- Iron’s Density:With a density of approximately 7.87 g/cm³, iron is similar to steel in material usage per volume but often cheaper, making it cost-effective for large or heavy castings.
- Applications Influencing Cost:Iron is commonly used in automotive, agricultural, and machinery sectors for products like engine blocks, brake drums, and pump housings. The low cost of iron makes it ideal for high-volume production.
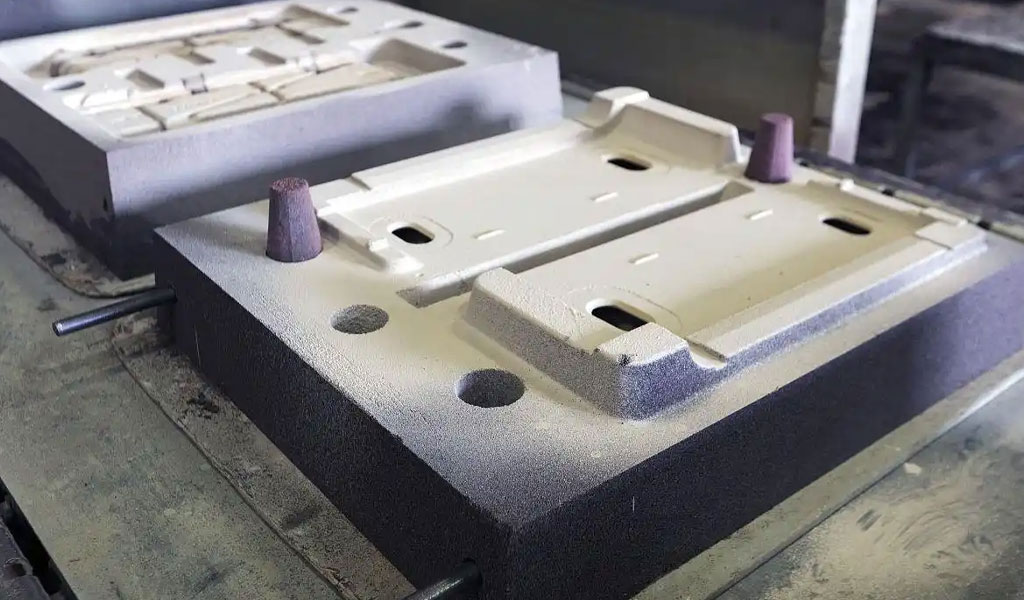
Mold Preparation Costs in Sand Casting
Mold preparation costs constitute a significant portion of the total expenses in sand casting. These costs are influenced by various factors, including the type of sand, mold-making method, pattern complexity, and the number of castings required. Mold preparation directly affects the quality of the final cast product, making it an essential consideration in cost estimation.
Components of Mold Preparation Costs
Mold preparation involves several steps and materials that contribute to the overall cost. Below is a breakdown of these components:

Sand Costs
Silica Sand: Costs range from $20 to $50 per ton, depending on quality and supplier.
Specialty Sands: Prices can be as high as $200 to $500 per ton, primarily for high-performance castings.
Binders and Additives
Clay Binders: Costs are typically $10 to $30 per ton of sand.
Chemical Binders: More expensive, with costs ranging from $100 to $500 per ton of sand, depending on the binder type and application.
Additives: Materials like coal dust or organic compounds are added to enhance the mold’s performance, such as improving surface finish or reducing defects. Additive costs range from $50 to $200 per ton.
Tooling and Equipment Costs
Mold Compaction Machines: Pneumatic or hydraulic compaction machines cost between $15,000 and $100,000, depending on capacity and automation.
Pattern Costs
Metal: Durable and ideal for high-volume production. Costs range from $3,000 to $10,000, depending on complexity.
Plastic or Composite: Intermediate cost and durability, typically ranging from $2,000 to $5,000.
Pattern Complexity: More intricate designs require precision machining or 3D printing, which increases costs. High-detail patterns may exceed $15,000.
Core Preparation Costs
Chemical binders for cores can add $100 to $400 per ton of sand.
Core Boxes:Core boxes are molds for producing cores and are typically made from metal or composite materials. Costs range from $1,000 to $10,000, depending on complexity and production volume.
Labor Costs
Automated systems can reduce labor costs but involve higher upfront investment.
Factors Influencing Mold Preparation Costs
Several factors impact the cost of mold preparation in sand casting, including:
Casting Complexity
Complex shapes with intricate details or tight tolerances increase pattern and core costs.
Production Volume
Low-volume production incurs higher costs per part due to the fixed costs of tooling and setup.
Size of the Casting
Larger molds also demand more robust handling equipment, contributing to operational expenses.
Quality Requirements
Strict quality control measures, such as X-ray inspections or dimensional checks, add to preparation costs.
Reusability of Materials
Automation and Technology
Melting and Pouring Costs in Sand Casting
Melting and pouring costs in sand casting are a key component of the overall expense, as they involve the transformation of raw materials into liquid metal and its controlled introduction into molds. These costs depend on various factors such as material type, furnace technology, energy consumption, and labor requirements. Each of these elements contributes to the efficiency and cost-effectiveness of the sand casting process.

Energy Consumption
The energy required to melt metals varies by material due to differences in melting points and thermal properties. Aluminum, steel, and iron have distinct energy requirements:
Aluminum: Melting temperature ~660°C (1220°F); energy-efficient with costs around $0.10–$0.25 per kilogram.
Steel: Melting temperature ~1370–1510°C (2500–2750°F); energy-intensive, costing $0.20–$0.50 per kilogram.
Iron: Melting temperature ~1150–1530°C (2100–2800°F); costs vary between $0.15–$0.40 per kilogram, depending on the specific alloy.
Furnace Efficiency: Modern energy-efficient furnaces, such as induction or electric arc furnaces, significantly reduce energy consumption. Older cupola or reverberatory furnaces are less efficient and may lead to higher costs.
Furnace Costs
The choice of furnace impacts initial capital investment and operational costs:
Induction Furnace: High efficiency and precision, with costs between $50,000 and $500,000, depending on capacity.
Electric Arc Furnace: Suitable for steel and iron, costs range from $250,000 to over $1 million for large-scale production.
Cupola Furnace: Traditional and cost-effective for iron casting; initial investment starts at $20,000.
Reverberatory Furnace: Common for aluminum, with costs ranging from $30,000 to $100,000.
Material Costs
Raw materials like aluminum ingots, scrap steel, or pig iron must be procured for melting. Costs fluctuate with market prices:
Aluminum: $2.00–$4.00 per kilogram, depending on grade and form.
Steel: $0.50–$1.50 per kilogram, depending on alloy and purity.
Iron: $0.30–$0.70 per kilogram, with variations for ductile or gray iron.

Alloying elements, such as chromium, manganese, or silicon, may be added to enhance material properties, increasing costs by $0.10–$1.00 per kilogram, depending on the element.
Labor Costs
Skilled operators are required to monitor the melting process, ensure proper temperatures, and handle molten metal safely:
Average labor rates range from $20 to $50 per hour, depending on regional wage standards and expertise.
Automation in pouring processes can reduce labor costs, though initial investments in robotic systems range from $50,000 to $300,000.
Pouring Systems and Equipment
Pouring systems, including ladles, tundishes, and pouring machines, add to the costs:
Manual Ladles: Low-cost option, typically $500 to $5,000.
Automated Pouring Machines: Efficient and precise, costing $50,000 to $200,000.
Pouring accuracy is critical to minimize wastage and defects, which can increase costs if not adequately controlled.
Temperature Control
Maintaining precise temperature control during melting and pouring is essential to avoid defects like cold shuts or porosity. Advanced systems, such as thermal sensors and control units, add $5,000 to $20,000 to the equipment cost.
Metal Treatment Costs
Degassing and fluxing agents are often used to remove impurities and improve metal quality.
Aluminum Treatments: Degassing tablets or fluxes cost $0.10–$0.50 per kilogram of metal.
Steel and Iron Treatments: Alloy conditioning or desulfurization can add $0.20–$1.00 per kilogram.
Scrap and Waste Management
Yield losses during melting and pouring must be accounted for. Scrap metal can often be reused, but this requires additional processing and handling costs.
Typical yield losses range from 5% to 20%, depending on the material and process efficiency.
Labor Costs in Sand Casting
Labor costs are a fundamental component of the total expense in sand casting, influencing the production process from mold preparation to the final inspection of the cast product. These costs reflect the human input required for tasks that range from manual operations to highly skilled work involving specialized equipment. Labor expenses vary based on regional wage standards, workforce expertise, and the degree of automation integrated into the production line.
Mold Preparation Labor
Creating molds, whether manually or using automated machinery, is labor-intensive and requires precision:
Manual Mold Preparation: Workers shape sand molds manually using patterns and tools. This process demands skilled labor, costing between $20 to $50 per hour, depending on the region and skill level.
Automated Mold Making: Automation reduces manual labor but requires operators and technicians to set up and monitor machinery. Labor costs for this process are typically $15 to $40 per hour.
Melting and Pouring Labor
The labor involved in operating furnaces, handling molten metal, and pouring into molds includes:
Furnace Operation: Skilled operators are required to monitor temperatures and ensure proper melting. Costs range from $25 to $60 per hour, reflecting the expertise needed for safe and efficient operation.
Pouring: Pouring molten metal into molds can be manual or mechanized. Manual pouring requires significant skill, costing $20 to $40 per hour, while mechanized systems need fewer operators, costing $15 to $30 per hour.
Post-Casting Labor
Once the metal solidifies, additional labor is needed for cleaning, finishing, and inspection:
Shakeout and Cleaning: Removing the casting from the sand mold and cleaning excess material involves general labor, costing $15 to $30 per hour.
Finishing: Removing gates, risers, and surface defects requires skilled workers or machine operators, costing $20 to $45 per hour.
Inspection and Quality Control: Ensuring dimensional accuracy and identifying defects involves experienced inspectors, with costs of $25 to $50 per hour.
Training and Supervision Costs
Training workers in sand casting techniques, safety protocols, and equipment operation is an ongoing cost:
Training costs can add $1,000 to $5,000 per worker annually, depending on the complexity of the job.
Supervisors overseeing the workflow and ensuring adherence to quality standards are compensated at $30 to $80 per hour, depending on experience and responsibility level.
Maintenance Labor
Regular maintenance of equipment such as furnaces, mixers, and pouring systems is critical:
Maintenance staff costs range from $25 to $60 per hour, depending on their specialization and the complexity of the machinery.
Proactive maintenance reduces downtime and prevents costly breakdowns, indirectly optimizing labor costs.
Auxiliary Operations
Ancillary tasks, such as material handling, mold storage, and sand recycling, involve additional labor costs:
Costs range from $15 to $30 per hour, depending on the task and required skill.
| Process Stage | Labor Type | Typical Costs (Hourly) | Manual Operations Cost (Per kg) | Automated Operations Cost (Per kg) |
|---|---|---|---|---|
| Mold Preparation | Skilled | $20–$50 | $0.30–$1.00 | $0.15–$0.40 |
| Melting and Pouring | Semi-Skilled/Skilled | $20–$60 | $0.40–$1.50 | $0.20–$0.60 |
| Post-Casting Finishing | Skilled | $20–$45 | $0.50–$1.20 | $0.30–$0.70 |
| Inspection and QC | Highly Skilled | $25–$50 | $0.20–$0.50 | $0.15–$0.40 |
Compaction Tools: Manual or mechanized compactors ensure uniform sand density in the mold, costing $1,000 to $5,000 for manual tools and $20,000 to $100,000 for automated systems.
Pattern Equipment: Patterns can be made from wood, metal, or plastic. Simple patterns cost $500 to $2,000, while intricate or large patterns can cost upwards of $10,000.
Core Boxes: Specialized tooling for core making can cost $1,000 to $10,000, depending on design complexity.
Crucibles and Ladles: Used for transporting molten metal, with costs between $500 and $5,000 based on material and size.
Pouring Systems: Automated pouring systems cost $50,000 to $200,000, improving accuracy and reducing waste.
Shot Blasting Machines: Clean castings and remove surface impurities, priced between $20,000 and $150,000.
Grinding Tools: For removing gates, risers, and excess material, costing $1,000 to $5,000 for basic equipment or $10,000 to $50,000 for automated systems.
Non-Destructive Testing (NDT) Equipment: Includes X-ray, ultrasonic, and magnetic particle testing devices, with prices ranging from $10,000 to $500,000.
Temporary Molds: Often lower-cost but single-use, priced at $50 to $500 per mold.
Custom Tooling: Tailored to specific casting designs, ranging from $10,000 to $100,000, depending on complexity.
Conveyors and Material Handling: Transport molds, sand, and castings, costing $5,000 to $50,000.
Cooling Systems: Accelerate casting solidification, priced between $10,000 and $50,000.
Production Volume and Its Impact on Sand Casting Costs
Production volume plays a significant role in determining the cost structure of a sand casting operation. As with most manufacturing processes, the relationship between production volume and cost is not linear. In sand casting, both fixed and variable costs influence how the cost per part behaves as the quantity of parts increases or decreases. Understanding the interplay between these costs is essential for optimizing production efficiency and achieving competitive pricing.
Fixed and Variable Costs in Sand Casting
In sand casting, fixed costs remain constant regardless of production volume, while variable costs fluctuate based on the number of castings produced.
Fixed Costs
Tooling and Equipment Costs: These costs are generally fixed because tooling (such as patterns, molds, and cores) can be reused for multiple production runs. The amortization of these fixed costs is typically spread across the total number of castings produced.
Setup Costs: Setup costs include the time and resources required to prepare the equipment, molds, and tooling for production. These costs are incurred once, regardless of the production volume, and are typically higher for small production runs.
Maintenance Costs: Maintenance of equipment and machinery is a fixed expense that does not directly depend on the number of castings produced but may increase with wear and tear over time.
Variable Costs
Material Costs: As production volume increases, material costs (such as sand, metal, and other consumables) increase proportionally. However, bulk purchasing and efficient material use can lead to reduced per-unit material costs.
Labor Costs: Labor costs are partly variable, especially in manual processes such as mold preparation, metal pouring, and finishing. With higher volumes, automation or higher efficiency can reduce labor costs per unit, but labor is still a key variable in sand casting.
Energy Costs: Melting and pouring metals require significant energy. Energy costs vary depending on the number of castings produced, with larger volumes typically requiring more energy for furnace operation and metal handling.
Effect of Production Volume on Cost Per Part
The cost per part decreases as production volume increases due to the amortization of fixed costs over a larger number of units. Below are some key factors that affect this cost reduction:
Tooling Amortization
In sand casting, tooling such as patterns, molds, and cores can often be reused multiple times. As production volume increases, the cost of these tools is distributed across a larger number of parts, resulting in a lower cost per part. For example, if a $20,000 mold is used for a production run of 1,000 units, the tooling cost per unit is $20. If the same mold is used for a production run of 10,000 units, the tooling cost per unit drops to $2.
Setup and Labor Efficiency
For small production runs, the time and resources required to set up the equipment and molds can be significant, leading to high costs per unit. As production volume increases, the time spent on setup can be reduced because the same molds, tools, and equipment are used for a larger number of parts. In addition, labor efficiency improves with repetition, further driving down the labor cost per part.
Economies of Scale in Material Usage
In larger production runs, bulk purchasing of raw materials, such as sand and metal, can reduce the material cost per unit. Additionally, larger runs allow for better optimization of material usage, minimizing waste. For example, a small batch might result in higher scrap rates, while a larger batch allows for more efficient casting and fewer rejects.
Energy and Equipment Utilization
The energy consumed by melting and pouring metals can be a significant portion of the cost. In larger production runs, equipment such as furnaces and casting machines are operated for longer periods, and the cost of energy is spread across more units, lowering the energy cost per part. Additionally, larger production volumes enable manufacturers to optimize furnace operation, reducing the energy required to achieve the desired temperature for metal pouring.
Automation and Process Efficiency
With increased production volume, there is often an incentive to invest in automation or more efficient equipment. Automated systems for sand mixing, mold handling, metal pouring, and finishing can drastically reduce labor costs per unit and improve overall process efficiency. For example, automated sand ramming and shakeout systems can reduce manual labor while increasing throughput, leading to lower costs per unit as production volume increases.
Conclusion
When estimating the cost of sand casting, the material chosen for the cast plays a critical role in determining the overall expense of the casting process. The properties of each material—such as melting point, material density, and material cost—affect various stages of the casting process, including material procurement, mold preparation, melting, pouring, and finishing. Aluminum, steel, and iron are the three most commonly used metals in sand casting, each with its own unique cost profile. Understanding the cost differences across these materials is essential for manufacturers and engineers when choosing the appropriate material for a given casting application.
| Material | Energy Cost (Per kg) | Labor & Equipment (Per kg) | Treatment Cost (Per kg) | Total Estimated Cost (Per kg) |
|---|---|---|---|---|
| Aluminum | $0.10–$0.25 | $0.20–$0.50 | $0.10–$0.50 | $0.40–$1.25 |
| Steel | $0.20–$0.50 | $0.30–$0.60 | $0.20–$1.00 | $0.70–$2.10 |
| Iron | $0.15–$0.40 | $0.25–$0.55 | $0.15–$0.80 | $0.55–$1.75 |
Sand casting is a versatile and widely used manufacturing process, essential for producing a broad range of metal parts in aluminum, steel, and iron. The cost of sand casting is influenced by several factors, with the choice of material being one of the most significant. Each material—aluminum, steel, and iron—has distinct cost considerations that affect the overall cost structure of the casting process.
- Aluminum is the most cost-effective material for sand casting. Its relatively low material cost, low melting point, good fluidity, and ease of machining result in lower energy consumption, faster production cycles, and reduced finishing costs. Aluminum is ideal for lightweight, high-volume production runs, making it a go-to choice for industries like automotive, aerospace, and consumer goods.
- Iron, particularly cast iron, offers a good balance between cost and material properties. While it generally falls between aluminum and steel in terms of cost, iron’s ability to withstand wear and provide strength in heavy-duty applications makes it a popular choice. Iron also has favorable casting characteristics, which can reduce defect rates and improve yield, particularly for medium to large production runs.
- Steel, while generally the most expensive material for sand casting, provides superior strength and durability, making it the material of choice for high-performance applications that demand exceptional mechanical properties. The higher energy requirements for melting, more complex mold preparations, and additional finishing processes contribute to the higher cost of steel casting, but its value lies in its ability to meet the stringent demands of industries such as heavy machinery, aerospace, and defense.
In conclusion, the choice between aluminum, steel, and iron for sand casting should be based on the specific requirements of the application, considering factors such as material strength, casting complexity, production volume, and cost. While aluminum remains the most cost-effective option for many high-volume, lightweight applications, steel and iron are indispensable for parts that require higher strength, toughness, or wear resistance. By carefully evaluating the material properties and associated costs, manufacturers can optimize the casting process, achieving both high-quality and cost-efficient results.
The Detail Of BE-CU Sand Casting Company

Sand casting, also known as sand molded casting, is a process that uses non-reusable sand molds to form metal castings. This is a common production method for a wide range of metal parts from a few ounces to a few tons. Sand casting is not only versatile in terms of its product size, but it can also make very complicated or detailed castings and can cast almost any metal alloy.BE-CU.COM provides superior quality sand casting parts and components to industries including automotive, transportation, mining, petrochemical, electrical, energy and others. We cast sand casting parts up to 10 metric tons. Materials can be aluminum alloy, ductile iron, brass alloy, gray iron etc. We offer high precision CNC machining and other secondary operations. We also offer rapid prototype services. Both low to high-production volume sand casting are welcome.
-
Ductile Cast Iron Large Gantry Machine Tool Bed Castings
-

Malleable Cast Iron Agricultural Machinery Support Seat
-

CNC Machining Cast Iron Explosion Proof Junction Base
-

CNC Machining Large V-belt Pulleys
-

Ingot Molds For Aluminum ASTM A27
-

Stainless Steel Bathroom Hardware Sand Castings By Gravity casting
-

2 KG Building Parts By Green Sand Casting
-

5.5KG Automobile Fence Precision Parts By Green Sand Casting