
Forged Materials include carbon steel, alloy steel, non-ferrous metals and their alloys. According to the processing state, it can be divided into ingot, rolled material, extruded bar and forged billet. The forging of large-scale forgings and certain firewood alloy steel is generally directly forged with ingots, and the small and medium-sized forgings are generally produced with rolled products, extruded bars and forged blanks. In order to facilitate the quality analysis and control of forgings, we should first understand the processed blanks.
The Smelting Of Steel Ingots
The main task of the smelting process is to ensure that the chemical composition of the molten steel meets the requirements of the steel type, improve the purity of the molten steel or minimize the content of sulfur, phosphorus, non-metallic debris and gases.
Steel ingots for large forgings are mainly smelted by basic open hearth furnaces, acid open hearth furnaces and electric furnaces.
The basic open hearth furnace is an i-type furnace flow steelmaking. Its advantage is that it does not have high requirements on the furnace charge. This is because the basic slag can eliminate a large amount of sulfur and phosphorus inclusions. Its disadvantage is that the solubility and diffusion capacity of hydrogen in the basic slag are relatively large, and the A content in the basic open hearth molten steel is as high as 6~8pprn (1ppm = 1.125cm*/100g). Non-metallic inclusions in molten steel are mainly oxides and sulfides.
Acid open hearth is used to make steel with acid slag. Acidic slag is not easy to remove sulfur and phosphorus inclusions, so it has high requirements for raw materials and should be selected in advance. The solubility and diffusibility of hydrogen in acidic slag are small, so the hydrogen-containing groups in acidic open hearth molten steel are low, generally 4~6ppm. The non-metallic inclusions in molten steel are mainly silicates, and they are spherically distributed.
The steel ingots used in the metal forgings of turbogenerator rotors produced in China are mainly smelted by the duplex method, that is, the raw materials are first smelted in an alkali-alkali open hearth furnace to remove sulfur and phosphorus inclusions, and then the semi-finished molten steel is transferred to an acid open hearth furnace. Medium refining. The duplex method has the dual advantages of alkaline open hearth furnace and acid open hearth furnace, but the operation is more complicated, the production cycle is long, and the cost is relatively high.
Alkaline electric furnace smelting relies on high-temperature electric arc smelting. The cycle of alkaline electric furnace smelting is short, and it is not affected by furnace gas pollution. After treatment in a reducing atmosphere, the non-metallic inclusions in the molten steel can be further eliminated, and the sulfur and phosphorus content can be reduced to less than 0.015%. However, the atmosphere content in molten steel of alkaline electric furnace is relatively high, generally 5-7ppm.
For forgings for important purposes, in order to improve the quality of steel ingots, vacuum smelting methods, electroslag remelting methods, etc. can be used.
The Structure Of Steel Ingot
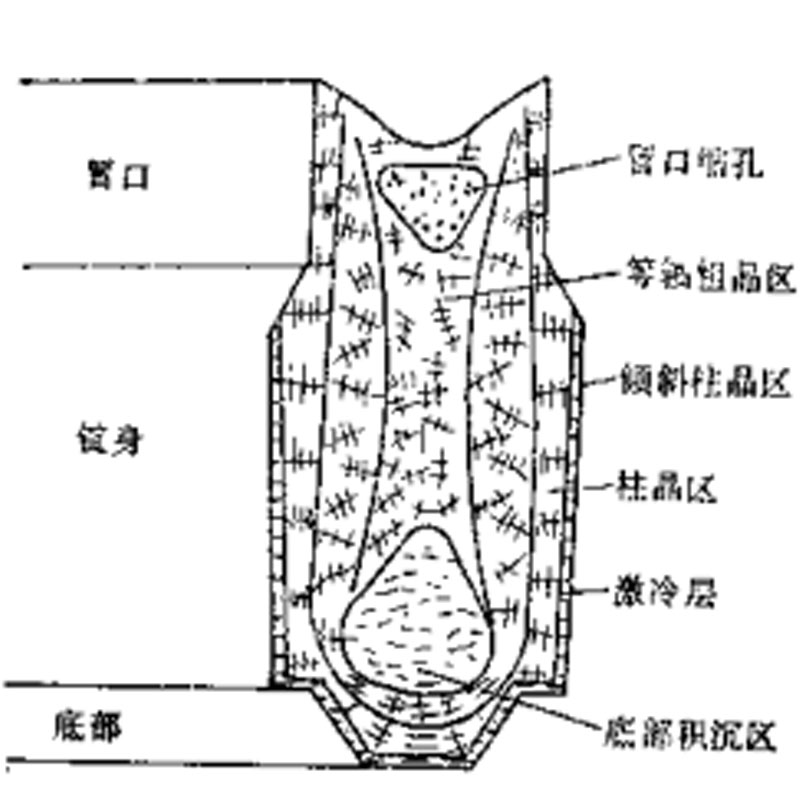
Steel ingot is composed of riser, ingot body and bottom, as shown in Figure 2-1. Due to the uneven cooling and heat transfer conditions of the molten steel during the solidification process, the molten steel gradually condenses and crystallizes from the mold wall to the ingot core and from the bottom to the riser, resulting in the crystallization structure and chemical composition of the ingot. And uneven distribution of debris. From the schematic diagram of the longitudinal section structure of the steel building 2-1, it can be seen that the surface layer of the steel ingot is a fine equiaxed crystallization zone (also known as the acid-cooled zone), and the inward is a columnar knot zone, and then inward is an inclined dendritic crystallization zone, and the center is a coarse Isometric product area. Due to the comprehensive selection of crystallization, light inclusions and gases are gathered at the upper end of the core, and a huge shrinkage hole is formed, and serious porosity is generated around it. The bottom of the core is a sedimentary zone, containing inclusions with larger specific gravity. Therefore, the internal defects of the steel ingot are mainly concentrated in the riser, bottom and central part, and the riser and bottom should be removed as waste. However, since the riser has the function of supplementing the shrinkage of the ingot body, containing the floating debris and gas, and purifying the ingot body, the riser should account for a certain proportion of the ingot.
At present, I have two specifications for large steel ingots for forging, one is for ordinary forgings with 4% taper, the ratio of height to diameter is 1.8~2.3, and the ratio of riser is 17%; the other is high-quality forgings Steel ingots with 11%~12% taper, height-to-diameter ratio of about 1.5, and riser ratio of 20%~24% are used. The steel ingot with polygonal ingot body has uniform agglomeration, which can prevent angular segregation. Large steel ingots are octagonal, twelve-sided and twenty-four-sided. Generally, the larger the ingot, the more corners of the ingot body. The increased taper of the ingot body is beneficial to the inclusions in the molten steel and the rising of the gas break, which is beneficial to the solidification feeding and reducing the degree of segregation. However, if the taper is too large, negative segregation will be enlarged instead.

In order to improve the metallurgical quality of steel ingots, reduce defects, and increase forging productivity, many special-shaped steel bars have been designed and manufactured. For example, for forging long shaft forgings, use slender steel ingots; for forging threshold ring forgings, use hollow steel ingots, etc.
The Internal Defects Of Steel Ingots
The common defects of steel ingots are: segregation, inclusions, gas, bubbles, shrinkage cavities, looseness, cracks and spatters, etc. Their properties, characteristics and distribution have the most influence on the forging process and the quality of forgings, which will be explained separately below.
- Segregation: refers to the uneven distribution of components and impurities, including dendrite segregation and regional segregation. Segregation is due to selective crystallization, solubility changes, differences in specific gravity, and differences in flow rates. Segregation can cause uneven mechanical properties and crack defects.
- Inclusions: mainly refer to non-metallic inclusions such as oxides, sulfides, and silicates produced during smelting. Sometimes it also includes foreign slag inclusions brought in by unclean gating system and poor quality refractory materials. Inclusion is a kind of heterogeneous particle, its existence has adverse effects on the hot forging process and the quality of forgings, it destroys the continuity of the metal, and under the action of stress, stress concentration occurs at the inclusions, which will cause microcracks and become forgings Fatigue source of fatigue damage. If the low melting point inclusions are too much distributed on the grain boundary, it will cause hot embrittlement during forging. It can be seen that the inclusions are not conducive to the forgeability of the ingot and the mechanical properties after forging.
- Gas: mainly refers to harmful gases in steel ingots, such as hydrogen and oxygen. For steels sensitive to white spots, when the hydrogen content is high, coupled with the microstructure stress during cooling, it is easy to produce white spot defects. When the hydrogen content in the steel is high, it will also cause brittleness, and the hot forging process will be significantly reduced.
- Bubbles: It is mainly generated at the riser, bottom and center of the steel ingot. After cutting the opening and the bottom, as long as the bubble is not open or the inner wall of the bubble is not oxidized, it can be welded by forging, otherwise cracks will occur during forging.
- Shrinkage Cavity: It is formed in the riser area of the final solidification. Since there is no liquid steel supplement during condensation and crystallization, a porous defect structure is formed, and it contains a large amount of impurities, so it must be removed.
- Porosity: it is mainly concentrated in the center of the steel ingot. The reason is the same as the shrinkage cavity. It reduces the density of the steel ingot structure. It requires large deformation and looseness to eliminate it during forging, otherwise it will have a negative impact on the mechanical properties of the forging.
- Shock Scars: when pouring is adopted, the molten steel splashes onto the mold wall due to the impact on the bottom of the mold, and the splashed beads and the steel ingot cannot solidify into one body, forming splash scars. Splash scars must be removed before forging, otherwise serious interlayers will be formed on the forging.
In summary, the metallurgical defects of steel ingots are related to smelting, pouring process, condensation and crystallization conditions, ingot mold design, refractory quality and so on.
The Common Defects Of Metal Profiles
The cast ingot forms profiles with different cross-sections and sizes through rolling, extrusion and forging. Due to the deformation, the structure of the profiles is improved. The more fully the deformation, the fewer remaining casting defects, and the quality and performance of the material will be improved. the better. However, new defects may be generated during rolling, extrusion and forging, the following are common defects of profiles:
- Scratches: During the rolling process of the metal, scratches are scratched on the surface due to various accidental reasons, with a depth of 0.2~0.5mm, which will affect the quality of the forging.
- Folding: During the forming process of the profile, due to the unreasonable deformation process, the oxidized surface metal is pressed into the metal to form a fold. At the folding place, stress concentration is easy to occur, which affects the performance of the forging.
- Cracking: The subcutaneous “air bubbles” of the steel ingot are flattened, elongated, and ruptured to form hairlike cracks, with a depth of about 0.5~1.5mm. This defect is easy to occur in high carbon steel and alloy steel.
- Scarring: When pouring, the molten steel flies poked and agglomerates on the surface of the steel ingot. During the rolling process, it is rolled into a thin film and attached to the surface of the rolled material, with a depth of about 1.5mm.
- Carbide Segregation: This defect is usually prone to appear in alloy steels with high carbon content. The reason is that the braided eutectic carbides and secondary network carbides in the steel were not broken and unevenly distributed during blanking and rolling. Carbide segregation reduces the forgeability of steel and easily causes cracking of forgings.
- White Spot: It is a defect hidden inside the forging billet. It is a round or oval silver-white spot on the longitudinal fracture of the billet, and a small crack on the transverse fracture, which significantly reduces the laxity of the steel. The size of the white spots varies, and the length ranges from 1 to 20mm. It is generally believed that the white spots are caused by the combined action of a certain amount of hydrogen in the steel and various internal stresses (structural stress, temperature stress, residual stress after plastic deformation, etc.). When the hydrogen content in the steel is high and the cooling is too fast after hot press processing, it is easy to produce white spots. In order to avoid white spots, the quality of smelting should be improved first, and the hydrogen content should be reduced as much as possible; secondly, the method of slow cooling should be adopted after hot processing to allow hydrogen to fully escape and reduce various internal stresses.
- Non-Metallic Inclusions: The inclusions are rolled into strips during rolling. Inclusions destroy the continuity of the base metal and cause cracking of the forging in severe cases.
- Chloride Film Of Aluminum Alloy: During the smelting process, the oxide film formed when the exposed melt surface interacts with water vapor or other metal oxides in the atmosphere is involved in the liquid metal during pouring , The ingot is rolled or forged, and the inner film is drawn into strips or sheets, which reduces the transverse mechanical properties.
- Coarse-Grained Ring: Extruded aluminum alloy and magnesium alloy rods often have coarse grains in the outer area of their circular cross-section, so they are called coarse-grained rings. The reason for the coarse-grained ring is related to many factors, mainly due to the excessive friction between the metal “and the j extrusion cylinder during the extrusion process. The bar with coarse-grained rings is easy to crack during forging, such as coarse-grained If the environmental protection remains on the surface of the forging, it will reduce the performance of the forging. Therefore, the coarse grain ring must be removed before forging.
Among the above, scratches, folds, cracks, scars and coarse grain rings are all surface defects of the material, which should be removed before forging, so as not to continue to expand or remain on the surface of the forging during the forging process, reducing the amount of rouge of the forging Or cause the forging to be scrapped.
Carbide segregation, non-metallic inclusions, white spots and other internal defects of the material will significantly reduce the forging performance and quality of forgings. Therefore, material quality inspection should be strengthened before forging, and unqualified materials should not be put into production.