
In the ever-evolving landscape of materials science and engineering, advancements in manufacturing technologies continue to push the boundaries of what is possible. One such revolutionary technique that has gained prominence in recent years is Hot Isostatic Pressing (HIP). HIP is a high-temperature, high-pressure process that has found applications in various industries, from aerospace and automotive to medical and energy. In this comprehensive article, we will delve deep into the world of HIP, exploring its principles, applications, benefits, challenges, and the exciting potential it holds for the future of materials processing.

Chapter 1: The Fundamentals of Hot Isostatic Pressing
Hot Isostatic Pressing, commonly referred to as HIP, is a specialized manufacturing process that involves the simultaneous application of high temperature and high pressure to a material in order to improve its physical properties. The term “isostatic” in HIP refers to uniform pressure distribution, which is a key feature of this process.The roots of HIP can be traced back to the 1950s when researchers began exploring the concept of high-pressure heat treatment.
Over the decades, HIP technology has undergone significant developments, leading to its widespread adoption in industries where material integrity and performance are paramount.
The History Of Hot Isostatic Pressing
The first HIP device with a hot wall threaded structure was successfully developed by the Battelle Research Institute in the United States in 1955. The inner diameter of the equipment is only 4.76mm, the pressure is 13.78MPa, and the temperature is 816°C. The cold wall HIP device appeared in 1956. In the early 1960s, the Swedish company ASEA successfully developed a frame-type HIP device with prestressed steel wire (strip) winding structure.
After that, the company mass-produced large-scale HIP devices with a volume of φ1290mm×2500mm, a temperature of 1450°C, and a pressure of 320MPa. Since the 1980s, the trend of simply expanding the size of HIP devices has weakened and has developed towards single-function and special applications.
For example, ultra-high temperature (up to 3000°C), ultra-high pressure (up to 980MPa), fast, impregnated, and HIP devices using multiple gases have emerged one after another.
In order to meet the needs of liquid phase sintering (such as sintering cemented carbide), low-pressure hot isostatic pressing devices have been developed, and the pressure is only 9.8 to 30MPa. This device completes wax removal, pre-sintering and sintering in cemented carbide production in one process. china manufactured three hot wall HIP devices in the 1960s; the cold wall HIP device began to be manufactured in 1972 and was put into use in 1975; and the first steel wire winding HIP device was built in 1979.

The advanced hot isostatic press has a frame structure wrapped with prestressed steel wires, and the connection between the end cover and the cylinder body of the high-pressure vessel is a threadless connection. Since both the cylinder and the frame are prestressed by steel wires, the resulting negative prestress can be determined through calculation. Even when the device is in the maximum working pressure state, its strong stress is borne by the prestressed wires, that is, the stress is concentrated. Elimination, the load-bearing area is independent and safe, and the steel wire winding also acts as an explosion-proof and barrier.
The Device Composition Of Hot Isostatic Pressing
The hot isostatic pressing device is mainly composed of a water-cooled pressure vessel, a heating furnace insulated from the pressure vessel, and additional facilities such as control, safety, and manipulation. There are two sealing methods for pressure vessels: thread type and frame type. Thread seals can only be opened, closed and loaded from the top. The frame seal can be opened and closed simultaneously from the top and bottom. Both the pressure vessel and the frame can be wrapped with steel wire (tape) to withstand high pressure.
The pressure transmission medium generally uses argon gas, whose thermal conductivity is lower than that of helium, which makes it easy for the temperature zone to reach the required temperature and make the temperature of the temperature zone uniform.
Argon is also cheaper than helium. Due to the convection of the compressed gas between the cold wall of the pressure vessel and the heating furnace, the temperature distribution of the compact is uneven, which is the difficulty of HIP. This difficulty can be overcome by placing appropriate thermal insulation layers between the heating element and the cold wall, and between the heating element and the workpiece to separate the pressing space.
Steps By Steps Of Hot Isostatic Pressing
The basic operation steps of HIP are: put the powder or powder compact into the bag; remove the gas adsorbed on the surface of the powder, the gaps between the powders and the bag; vacuum seal the bag and place it in a pressure vessel with a heating furnace After sealing the pressure vessel, pump inert gas (i.e. pressure transmission medium) to a certain pressure; then heat it up to the required temperature. Due to the volume expansion of the gas, the pressure in the container also rises to the required pressure.
Forming and sintering are completed under the combined action of high temperature and high pressure.Afterwards, the coating is removed mechanically or by acid leaching to obtain the product. Metal powder coatings are often welded by steel plates that have undergone strict leak detection.
Any tiny leaks can cause heat-induced porosity in the product. The cladding material may also be glass or ceramic with uniform viscous flow at the sintering temperature. For example, quartz has the necessary viscosity at high temperatures and is suitable for pressing high-temperature alloys. Glass cladding can be produced by slip forming and sintering methods.
In engine manufacturing, hot isostatic presses have been used to form powdered superalloy turbine disks and compressor disks. Put the high-temperature alloy powder into a vacuum-evacuated thin-walled forming package, and perform hot isostatic pressing after welding and sealing. After removing the package, you can obtain a dense disk close to the desired shape. Powder hot isostatic pressed materials generally have a uniform fine grain structure, which can avoid macro-segregation of ingots and improve the process performance and mechanical properties of the material.
Powder superalloy hot isostatic pressing or hot isostatic pressing plus forging discs have been used in a variety of high thrust-to-weight ratio aerospace engines. Similarly, hot isostatic pressing is also used to manufacture powdered titanium alloy fan disks and powdered aluminum alloy and powdered titanium alloy load-bearing members on aircraft. In the spacecraft manufacturing industry, hot isostatic pressing is mainly used to manufacture dense carbon structural parts, such as rocket rudder surfaces and solid rocket motor nozzle throat linings.
Precision castings of various alloys, such as high-temperature alloy turbine blades, cast titanium casings, and aluminum alloy castings for turbochargers, can be densified by hot isostatic pressing to eliminate internal porosity and shrinkage cavities, improving performance, reliability, and service life. Hot isostatic pressing is also an effective method for reconditioning old parts to extend their service life.
The Advantages Of Hot Isostatic Pressing Technology
It combines the advantages of hot pressing and isostatic pressing, with low forming temperature, dense product and excellent performance, so it is a necessary method for the preparation of high-performance materials;
It has been industrialized in the United States, Japan, and Europe and is used in marine, aviation, aerospace, automobile and other fields;
China started late. In the 1960s, some domestic scientific research units carried out a series of research, including the development of hot isostatic pressing equipment, the development of aviation high-temperature alloy powder turbine disks, and the research and development of hot isostatic pressing high-performance materials. A series of research results and scientific and technological progress awards have been achieved;The industrialization of hot isostatic pressing in China started late. The penetration rate of this technology in China is very low.Since there is no scale and industrialization, the production cost is high. The technology is mainly focused on the research and development of high-performance aerospace materials. Densification treatment of castings;

However, with the development of the economy, the need to build an innovative country, and the development of some high-performance materials, some domestic units have carried out the industrialization of hot isostatic pressing based on the research results of scientific research institutes; providing new materials for China Development, as well as the popularization of hot isostatic pressing has made fruitful work.
Chapter 2: Structural Performance Of Hot Isostatic Pressing Equipment
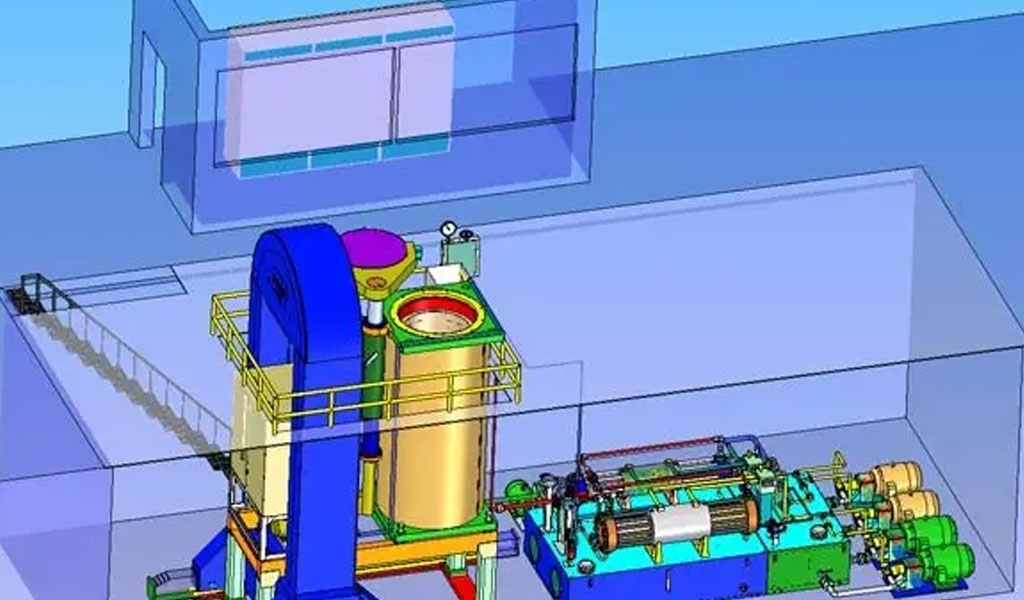
Hot isostatic pressing equipment mainly consists of high-pressure vessels, heating furnaces, compressors, vacuum pumps, cooling systems and computer control systems. The high-pressure vessel is the key device of the entire equipment. The advanced hot isostatic press is a frame structure wrapped with prestressed steel wires. The connection between the end cover and the cylinder body of the high-pressure vessel adopts a threadless design. Since both the vessel and the frame are wound with steel wire prestress, the obtained negative prestress can be determined through calculation. Even when the device is in the maximum pressure state of operation, its The strong stress is also borne by the prestressed wrapped steel wire, that is, the stress is concentrated and eliminated, and the load-bearing area is independent and safe. At the same time, steel wire winding also plays the role of explosion prevention and barrier.
Therefore, under the working conditions of high temperature and high pressure (2000 degrees Celsius, 200MPa), the hot isostatic press of this structure does not need any special protective devices. It is different from the hot isostatic press of the old threaded connection structure (between the end cover and the cylinder block). Compared with the press, not only the structure of the equipment is compact, but also the safety of production is effectively guaranteed. The heating furnace is responsible for providing the heat necessary for hot isostatic pressing. It is usually a resistance heating furnace. Depending on the requirements of different temperature ranges, different resistance materials can be used. For example, when the maximum operating temperature is 1450°C, a molybdenum wire heating furnace can be used.
A graphite heating furnace can be used under 2000% conditions. In advanced hot isostatic pressing equipment, the heating furnace is installed in a plug-in type, with heating areas distributed at the bottom and sides, which can achieve rapid heating and uniform heating, and control the temperature difference within the range of ≤15~E or even ≤10℃ . Compression systems usually use non-oil-injected electro-hydraulic compressors. It is also equipped with over-pressure protection, anti-vibration devices and automatic adjustment components, which can provide high-pressure gas up to 200MPa for hot isostatic pressing. The vacuum pump adopts a rotating impeller type and is used to evacuate and exhaust the equipment. It can also remove water vapor, oxygen and other volatile impurities in the container.
The cooling system adopts internal and external circulation loop design. The internal circulation exchanges heat between the cooling water flow in the pipe and the shell of the pressure vessel. In order to protect the cooling system, the quality of the cooling water is very important and deionized water needs to be used. Pipelines also need to be rust-proofed. The external circulation takes out the heat from the internal circulation through the heat exchanger. The computer control system can pre-store various programs required for the hot isostatic pressing process and realize automatic control of basic process parameters such as temperature, pressure, and time.
The system is also equipped with a PC monitoring subsystem for human-machine dialogue, which is used to display online working status, fault monitoring and alarm, etc. And the program can be modified during the cycle. The multi-faceted safety protection design of hot isostatic pressing equipment can ensure its safe operation under high temperature and high pressure conditions. For example, both the high-pressure valve and the high-pressure pipeline can withstand twice the maximum working pressure; in order to prevent over-pressure, a multi-stage pressure reducing valve is installed in the high-pressure medium gas pipeline. It is also equipped with an alarm device; when the pressure vessel is over-pressured and overheated, the heating furnace is overheated, the flow of cooling water is too small or the water pressure is too low, an audible and visual alarm can be issued, and the compressor and heating furnace can be cut off at the same time. Power supply: Use reliable electrical and mechanical safety interlocks, etc.
Chapter 3: Applications of Hot Isostatic Pressing
Hot Isostatic Pressing (HIP) is a versatile manufacturing process that has found applications in various industries due to its ability to enhance material properties and produce high-quality components. In this chapter, we will explore some of the key applications of HIP, demonstrating its significance in improving the performance and reliability of critical components across different sectors.
Application In Cemented Carbide
Late 1960s. HIP technology has begun to be applied practically in cemented carbide machining and production. On the basis of traditional vacuum sintering, people perform HIP treatment on cemented carbide, forming the vacuum sintering + HIP process. This process produces sintered products with a relative density higher than 92%.
Processing for a certain period of time in a hot isostatic press at a pressure of 80~150MPa and a temperature of 1320~1400~C will significantly increase the density of the product and reduce the porosity to 1/20~1/100 of that before HIP treatment. Even lower, the flexural strength and service life are significantly improved. However, the design and control of HIP equipment are expensive, and maintenance and operation are also complicated, so its application in cemented carbide is not yet common. With the continuous advancement of science and technology, a sintering-hot isostatic pressing process with a required pressure lower than 10MPa was developed in the early 1980s, also known as low-pressure hot isostatic pressing or over-pressure sintering. In the new process of sintering and hot isostatic pressing, the forming agent removal, sintering and HIP densification of cemented carbide production are combined in the same equipment, that is, hydrogen is first used as a carrier or removal and forming is done through vacuum partial pressure. agent, and then heated to the sintering temperature in a vacuum state.
It is kept warm for a certain period of time, then argon gas with a pressure of 3~6MPa is introduced, and then cooled after being kept warm for a certain period of time. Since the pressure required for sintering and hot isostatic pressing is only one tenth or even several tenths of that of vacuum sintering + hot isostatic pressing, several processes are integrated into one. Therefore, production costs are greatly reduced. More importantly, the new sintering-hot isostatic pressing process can effectively improve product quality than HIP treatment, so it has become the main means of producing high-quality cemented carbide. Hot isostatic pressing has obvious advantages in the production of large-size cemented carbide products.
For example, for cemented carbide top hammers with diameters greater than 100mm used in single-pressure source artificial diamond presses, it is difficult to ensure quality using conventional powder metallurgy methods. However, the performance is greatly improved after HIP treatment. Among them, D1 13mmx92mm six-sided cemented carbide The average service life of the top hammer has been increased from 407 times to 754 times/claw. Using the sintering-hot isostatic pressing process, Zhuzhou Cemented Carbide Factory has successfully produced large cemented carbide products with a single mass of 118kg and dimensions of 285mm outside D x 66mm x 145mm inside D. also. HIP technology can also be used to achieve diffusion connection between cemented carbide and steel matrix composite materials.
For example, if YG15 (wc-15Co) is compounded with a steel matrix and treated at 1050 degrees Celsius and 100 MPa for 2 hours, the two can be well combined. If a nickel sheet intermediate transition layer is added to the interface, not only will the With the generation of phases, the fracture position also changes. That is, it is moved from the interface to the YG15 alloy, greatly improving the strength of the material.
Application In Refractory Metals Such As Tungsten, Molybdenum And Titanium
Tungsten alloy has good comprehensive properties such as high density, high strength and low thermal expansion coefficient. It is widely used in high-tech fields. For example, w-Ni-cu series tungsten alloy is widely used as the outer edge rotor material of gyroscopes because of its non-magnetic properties. With the continuous improvement of navigation technology, the gyro speed has increased from 2xl04r/rain to 10xl04r/rain. Therefore, higher physical and mechanical performance requirements are also put forward for the w-Ni-Cu series tungsten-based high-density alloy used as the outer edge rotor material.
Since tungsten-based high-density alloys are similar to cemented carbide sintered products and are both typical liquid-phase sintering, HIP treatment can effectively improve and enhance their physical and mechanical properties. Research from the State Key Laboratory of Powder Metallurgy of Central South University shows that for the 82W-Ni-Cu(Ⅱ) alloy, the sintered products will be melted at 1120°C (that is, slightly higher than the melting point of 1083°C and 150°C, which is slightly higher than the melting point of Cu, the low melting point component of the alloy. HIP treatment for 30 minutes under MPa (pressure transmission medium is nitrogen) can increase its density by 2.9% and its tensile strength by 8.2%. W-Cu is often used as high-voltage contacts and electrode materials. If the density is not high If it is high, it will affect its resistance to arc ablation, resistance to welding, and electrical and thermal conductivity.
Using HIP to treat w-Cu can eliminate pores inside the material and improve material properties. Molybdenum is a metal material with high melting point, good thermal and electrical conductivity, excellent mechanical properties and strong corrosion resistance. It is widely used as electrodes and stirring rods in chemical, electronics, rare earth metallurgy, glass and other industries. Relevant studies have shown that after appropriate hot isostatic pressing (1300 degrees Celsius, 100~110MPa) treatment of molybdenum materials, on the basis of increased density, a fine and uniform grain structure (grain size of 7) can be obtained, and its resistance to The tensile strength is 530 MPa, the elongation reaches 25%, and both strength and toughness are improved.
HIP has a significant effect in improving the quality of titanium alloy castings. As we all know, titanium has the characteristics of high specific strength, wide temperature adaptability range, and strong corrosion resistance. It is an indispensable and important material in the aviation and aerospace industry. For example, 1ri6-Al-4v alloy is commonly used as large structural parts such as aircraft engine transition covers and engine fans. In order to improve the performance of titanium alloy castings, research by Boeing, Lockheed, Douglas, etc. has shown that titanium alloy precision castings can achieve the performance of forgings (including plasticity and fatigue resistance) by appropriate heat treatment after HIP.
Application In New Materials Such As Special Ceramics
Special ceramics include structural ceramics and functional ceramics. In order to enhance the toughness of ceramics, fibers or whiskers are usually introduced into the ceramic matrix. However, in the traditional sintering process, due to the high sintering temperature and long sintering time required, the surface strength of the fibers and whiskers is often degraded. , or even react chemically with the matrix, losing its reinforcing and toughening effect.
Using hot isostatic pressing sintering process, the sintering temperature and holding time are greatly reduced, and fiber or whisker reinforced ceramic matrix composite materials with excellent performance can be obtained. For example, using the hot isostatic pressing sintering process, SiC whisker-reinforced SiC ceramics with a relative density as high as 91.5% can be obtained at 1085 degrees Celsius, and its room temperature flexural strength and fracture toughness can reach 595MPa and 6.7MPa·m respectively. In addition, adding second phase particles to the ceramic matrix can also improve the fracture toughness of the ceramic. However, the internal stress formed during sintering makes sintering difficult and causes defects. Hot isostatic pressing sintering solves this problem, such as supplementing TiO particles. Strong AL2O3, ceramics are sintered by hot isostatic pressing, and completely dense composite ceramics have been successfully prepared.
Using hot isostatic pressing process. Shanghai Ceramic Research Institute has prepared single-phase and multi-phase nanostructured ceramics. Its research shows that sintering takes 1 hour at a temperature of 1850 degrees Celsius and a pressure of 200MPa. Single-phase SiC nanoceramics with a grain size of <100nm and a uniform and dense structure can be obtained; and by sintering for 1 hour at a temperature of 1750oC and a pressure of 150 MPa, a multiphase SirN4 with a grain size of about 50nm and a dense and uniform structure can be obtained. /SiC nanoceramics. The research on the preparation of si3N nanoceramics carried out by Rutgers University in the United States through the sintering-hot isostatic pressing process has also achieved good results.
In order to improve the high temperature resistance and corrosion resistance of metal, plasma technology is used to coat the metal surface with a layer of ceramic to form a metal-ceramic composite material. Since the interface is mainly mechanical bonding and there are a large number of pores in the coating, it affects the material. impact resistance and corrosion resistance. If the metal material sprayed with a ceramic coating on the surface is wrapped and vacuum sealed, it is then subjected to hot isostatic pressing. Not only can the ceramic coating be completely dense, but also a layer of cermet phase will be formed due to diffusion between the ceramic coating and the metal matrix. This achieves metallurgical bonding between the coating and the metal, giving the composite material ideal bonding strength and excellent overall performance.
Chapter 4: Challenges and Limitations of Hot Isostatic Pressing (HIP)
While Hot Isostatic Pressing (HIP) offers numerous advantages and applications, it is not without its challenges and limitations. In this chapter, we will delve into the key hurdles that researchers, engineers, and industries face when employing HIP technology.
Cost and Equipment
1.High Initial Investment
One of the primary challenges associated with HIP is the substantial cost of acquiring and maintaining the necessary equipment. The HIP process requires specialized high-pressure vessels, heating systems, and control mechanisms, making it a capital-intensive technology.
2.Energy Consumption
Operating HIP equipment consumes a significant amount of energy due to the high temperatures and pressures involved. This leads to increased operational costs, making it imperative to optimize energy efficiency in HIP processes.
Material Selection
1.Limited Material Compatibility
Not all materials are suitable for HIP treatment. Some materials may react unfavorably under the high-pressure, high-temperature conditions, limiting the range of materials that can benefit from HIP.
2.Material Homogeneity
Achieving uniform material properties throughout the entire workpiece can be challenging, particularly in complex geometries. Variations in material properties can occur, affecting the reliability and performance of the final product.
Post-processing and Inspection
1.Surface Finish
HIP-treated components often require additional post-processing steps to achieve the desired surface finish. This can include machining, polishing, or coating, adding time and cost to the manufacturing process.
2.Quality Control
Ensuring the quality and integrity of HIP-treated components is crucial. Comprehensive inspection techniques, such as non-destructive testing (NDT), are necessary to identify defects or irregularities that may have occurred during the HIP process.
Research and Development
1.Lack of Standardization
The absence of standardized procedures and guidelines for HIP processes can pose challenges, particularly when transitioning from research and development to full-scale production. Standardization efforts are ongoing but may vary across industries and applications.
2.Process Optimization
Optimizing the HIP process for specific materials and applications can be a time-consuming and iterative process. Researchers and engineers must fine-tune parameters such as temperature, pressure, and cycle times to achieve the desired material properties consistently.
Environmental Considerations
1.Carbon Footprint
The energy-intensive nature of HIP contributes to its carbon footprint, which is a concern in an era of increased emphasis on environmental sustainability. Manufacturers may need to explore energy-efficient alternatives or offset their carbon emissions.
2.Waste Generation
The HIP process can generate waste in the form of consumable seals and protective materials used in the pressurization phase. Developing sustainable practices for waste disposal and recycling is essential to minimize environmental impact.
Size and Scalability
1.Size Limitations
HIP equipment has size limitations, which may restrict the size of components that can be processed. This limitation can be a challenge when manufacturing large-scale parts or structures.
2.Production Capacity
The production capacity of HIP equipment is often limited compared to other manufacturing methods. To meet high-demand scenarios, multiple HIP units may be required, further increasing capital and operational costs.
Hot Isostatic Pressing is a powerful manufacturing technology with wide-ranging applications, but it is not without its challenges and limitations. Addressing issues related to cost, material compatibility, post-processing, and environmental considerations will be essential for maximizing the benefits of HIP. As research and development efforts continue to advance, and as the demand for high-performance materials grows, overcoming these challenges will be crucial in unlocking the full potential of HIP across various industries.
Chapter 5: Future Prospects of Hot Isostatic Pressing (HIP)
Hot Isostatic Pressing (HIP) has already established itself as a vital technology in materials processing. However, its journey is far from over. In this chapter, we will explore the promising future prospects of HIP, including potential advancements, emerging applications, and its role in shaping the materials manufacturing landscape.
Advanced Materials
1.Superalloys and Composites
The demand for materials with superior strength, corrosion resistance, and high-temperature stability continues to grow. HIP is expected to play a pivotal role in the development and commercialization of advanced superalloys and composite materials for aerospace, energy, and other demanding applications.
2.Additive Manufacturing Integration
The synergy between HIP and additive manufacturing (AM) technologies holds immense potential. Combining AM with HIP can enable the production of complex, high-performance components with precisely controlled microstructures, offering new possibilities for industries like aerospace and healthcare.
Sustainability
1.Recycling and Waste Reduction
As sustainability becomes a paramount concern, HIP can contribute to recycling efforts by reclaiming and enhancing the properties of used materials. This can reduce the environmental impact of manufacturing processes and decrease the need for raw materials.
2.Reduced Carbon Footprint
Researchers are exploring ways to reduce the energy consumption and carbon footprint of HIP. Innovations in heating methods, insulation materials, and energy-efficient equipment could make HIP more environmentally friendly.
Healthcare and Biotechnology
1.Biocompatible Materials
The medical and biotechnology sectors will continue to benefit from HIP, with advancements in the development of biocompatible materials for implants, drug delivery systems, and tissue engineering applications. HIP can ensure the necessary material properties for these critical medical components.
2.Customization and Personalization
The ability to tailor materials and components using HIP aligns with the growing trend of customized medical solutions. Patient-specific implants and devices will become more accessible, improving patient outcomes and quality of life.
Space Exploration
As space exploration efforts expand, HIP will play a key role in the production of lightweight, high-strength materials for spacecraft and launch vehicles. The quest for advanced materials capable of withstanding the harsh conditions of space will drive further research and development in this field.
Industry Collaboration and Standardization
1.Standardized Procedures
Efforts to standardize HIP procedures and guidelines will continue, enhancing the reliability and reproducibility of the technology across different industries. Standardization will facilitate the adoption of HIP in sectors that have been hesitant due to the lack of established practices.
2.Cross-Industry Collaboration
Collaboration between industries, research institutions, and technology providers will foster innovation and the exchange of best practices. This collaborative approach will accelerate the development of novel materials and applications for HIP.
Education and Training
To support the growth of HIP applications, there will be an increased focus on education and training programs to develop a skilled workforce capable of operating and optimizing HIP equipment.
The future of Hot Isostatic Pressing is filled with exciting prospects and opportunities for growth. As the demand for advanced materials, sustainable manufacturing, and customized solutions continues to rise, HIP will remain at the forefront of materials processing technologies. Researchers, engineers, and industries will collaborate to push the boundaries of what is achievable with HIP, making it a driving force in shaping the materials manufacturing landscape for years to come.
Chapter 6: Conclusion
In our exploration of Hot Isostatic Pressing (HIP), we have journeyed through the fundamentals, applications, challenges, and future prospects of this remarkable manufacturing technology. As we conclude this comprehensive examination of HIP, it is evident that this process stands as a beacon of innovation in materials science and engineering.
HIP, with its simultaneous application of high temperature and high pressure, has proven itself as a versatile and indispensable tool in various industries. Its applications are diverse, ranging from aerospace and medical devices to energy and automotive sectors. The ability of HIP to enhance material properties, improve mechanical performance, and increase material density has been a game-changer in the quest for high-performance materials and components.
However, we have also delved into the challenges and limitations of HIP, from the high initial investment and energy consumption to material selection and the need for rigorous quality control. These challenges, while significant, are not insurmountable, and ongoing research and development efforts are aimed at addressing them to unlock HIP’s full potential.
Looking ahead, the future prospects of HIP are promising. Advanced materials, including superalloys and composites, will benefit from HIP’s capabilities, while its integration with additive manufacturing will open new frontiers in component design and manufacturing. Sustainability efforts will lead to reduced waste and a smaller carbon footprint, aligning HIP with the growing global focus on environmental responsibility.
In the healthcare and biotechnology sectors, HIP will continue to play a vital role in the development of biocompatible materials and customized solutions, improving the quality of medical care and patient outcomes. Furthermore, as space exploration efforts expand, HIP will contribute to the production of materials capable of withstanding the rigors of space, aiding in the advancement of humanity’s reach beyond Earth.
Standardization and collaboration between industries will further enhance the adoption of HIP, ensuring its reliability and reproducibility in diverse applications. Education and training programs will equip a skilled workforce with the expertise to harness the full potential of HIP.
In closing, Hot Isostatic Pressing is not just a manufacturing process; it is a symbol of human ingenuity and our relentless pursuit of excellence in materials technology. It embodies the spirit of progress and innovation, continually pushing the boundaries of what is possible in materials science and engineering. As we venture into the future, the possibilities for creating stronger, more durable, and more sustainable materials through HIP are limited only by our imagination. HIP stands as a testament to the remarkable achievements of the past and the boundless potential of the future.