

The Define Of Investment Casting
Investment casting, also known as lost wax casting, includes processes such as pressing wax, wax repairing, tree grouping, dipping, wax melting, molten metal casting and post-processing. Lost wax casting is to use wax to make a wax mold of the part to be cast, and then coat the wax mold with mud, which is a mud mold. After the clay mold is dry, put it in hot water to melt the inner wax mold. Take out the clay mold that has melted the wax mold and then bake it into a pottery mold. Once roasted. Generally, the pouring port is left when the mud mold is made, and then the molten metal is poured from the pouring port. After cooling, the required parts are made.
Investment casting refers to a relatively new method of casting metals, also known as full mold, vaporization, and cavityless casting. Prototypes are made of FOAMED PLASTIC, usually expandable polystyrene. The positive mold is crowded with FOVNDRY SAND to form MOLD, and the same is true for negative molds. When molten metal is injected into a mold (ie, a polystyrene mold), the foam evaporates, or runs off, leaving a negative mold of foundry sand filled with molten metal. This method of casting was later adopted by the sculpture world, and was used in industrial manufacturing.
China Top Investment Casting Manufacturer – Pintejin Group
Pintejin Group has over 30 years of experience in the investment casting industry. We hold the original patent for silica sol and the first water-based ceramic shells were made from our material. Today, the Pintejin Group provides high-quality raw materials and process assistance for the production of ceramic shells. Our patented housing technology is designed with our customers’ key business drivers at the core, and Pintejin Group sales engineers are trained to ensure our solutions can help you achieve your business goals. With high-performance products and unmatched expertise, our customers are assured of an unrivaled total mold casting shell service experience. For more information, visit our investment casting foundry website: invest-casting.com

The Term Explanation Of Investment Casting – What Is Investment Casting
The investment casting process refers to making a model with wax, wrapping a layer of refractory materials such as clay on its surface, heating the wax to melt and flow out, thereby obtaining an empty shell formed by the refractory material, and then pouring the metal into the empty shell after melting. After the metal is cooled, the refractory material is crushed to obtain a metal mold. This process of processing metal is called precision casting, also known as investment casting or lost wax casting.
When using wax to make patterns, investment casting is also called “lost wax casting”. Investment casting usually refers to making a pattern in a fusible material, coating the surface of the pattern with several layers of refractory material to make a mold shell, and then melting the pattern out of the mold shell to obtain a mold without parting surface. A casting solution that can be filled with sand. Because patterns are widely made of waxy materials, investment casting is often referred to as “lost wax casting”.
The types of alloys that can be produced by investment casting include carbon steel, alloy steel, heat-resistant alloys, stainless steel, precision alloys, permanent magnet alloys, bearing alloys, copper alloys, aluminum alloys, titanium alloys, and ductile iron.
The shape of investment castings is generally more complex, the minimum diameter of the holes that can be cast on the castings can reach 0.5mm, and the minimum wall thickness of the castings is 0.3mm. In production, some parts that were originally composed of several parts can be designed into integral parts by changing the structure of the parts and directly cast by investment casting, so as to save processing time and consumption of metal materials, and make the part structure more accurate. to be reasonable.
The weight of investment castings is mostly zero to dozens of Newtons (from a few grams to more than ten kilograms, generally not more than 25 kilograms), and it is more troublesome to use the investment casting method to produce too heavy castings.
The investment casting process is complicated and difficult to control, and the materials used and consumed are more expensive, so it is suitable for the production of small parts with complex shapes, high precision requirements, or difficult to perform other processing, such as turbine engine blades.
The History Of Investment Casting
The lost wax method in China originated in the Spring and Autumn Period at the latest. The bronze ban from the Spring and Autumn Period unearthed from the Chu Tomb No. 2 in Xichuanxia Temple, Henan Province is the earliest known lost wax casting. The four sides and sides of this bronze ban are decorated with openwork cloud patterns. There are twelve standing beasts standing around, and there are ten standing beast feet under the body. The openwork patterns are complex and changeable, and the appearance is gorgeous and solemn, reflecting that the lost wax method in China in the middle of the Spring and Autumn Period has become relatively mature.

After the Warring States Period, Qin and Han Dynasties, the lost wax method was more popular, especially during the period from Sui and Tang Dynasties to Ming and Qing Dynasties, most of the bronze wares were cast by the lost wax method.
Casting is an early metal thermal processing technology mastered by human beings, which has a history of about 6,000 years. Copper frog castings appeared in Mesopotamia in 3200 BC. Between the 13th and 10th centuries BC, China has entered the heyday of bronze castings, and the craftsmanship has reached a very high level, such as the 875 kg Simuwu Fangding in the Shang Dynasty, the Zeng Hou Yizun Pan in the Warring States Period and the Western Han Dynasty. Light-transmitting mirrors are all representative products of ancient casting. The early casting was greatly influenced by pottery, and most of the castings were tools or utensils in agricultural production, religion, life, etc., with a strong artistic color. In 513 BC, China cast the world’s earliest cast iron castings in written records-Jin State Casting Ding (about 270 kilograms). Around the 8th century AD, Europe began to produce iron castings. After the Industrial Revolution in the 18th century, castings entered a new era of serving large industries. In the 20th century, the development of casting was very fast, and ductile iron, malleable iron, ultra-low carbon stainless steel, and aluminum-copper, aluminum-silicon, aluminum-magnesium alloys, titanium-based, nickel-based alloys and other cast metal materials were developed successively. A new process for inoculating cast iron.
The bronze ware cast by this method has neither fan marks nor gasket marks, and it is better to use it to cast hollow wares. China’s traditional investment casting technology has a great impact on the world’s metallurgical development. Investment casting in modern industry is developed from the traditional lost wax method. Although they are very different in terms of wax materials used, molding, molding materials, and process methods, their process principles are the same. In the mid-1940s, when American engineer Austin founded the modern investment casting technology named after him, he got inspiration from the traditional Chinese lost wax method. In 1955, the Austin laboratory proposed the clarification of the first lost-wax method. The Japanese scholar Kazuo Kazuo objected to the fact that the lost-wax method was used in the history of China and Japan, and finally won the case.
The Advantages And Disadvantages Of Investment Casting Process
Investment casting is also known as investment casting. Compared with other casting methods and parts forming methods, investment casting has the following advantages:
- The dimensional accuracy of castings is high, the surface roughness value is fine, the dimensional accuracy of castings can reach 4-6 grades, and the surface roughness can reach 0.4-3.2 μm, which can greatly reduce the machining allowance of castings, and can achieve no allowance manufacturing. reduce manufacturing cost.
- Castings with complex shapes and difficult to be processed by other methods can be cast. The outline dimensions of the castings are as small as a few millimeters and as large as thousands of millimeters, the minimum wall thickness is 0.5mm, and the minimum hole diameter is less than 1.0mm.
- Unrestricted alloy materials: materials such as carbon steel, stainless steel, alloy steel, copper alloy, aluminum alloy, high-temperature alloy, titanium alloy and precious metal can be produced by precision casting. For alloy materials that are difficult to forge, weld and cut, more It is especially suitable for the production of precision casting methods.
- High production flexibility and strong adaptability. It can be used for mass production, as well as small batches or even single-piece production.
To sum up, precision casting has the advantages of small investment scale, large production capacity, low production cost, simplified process of complex products, and quick investment effect. Therefore, it is in a favorable position in the competition with other processes and production methods.
However, in the process of making wax molds, the following defects are prone to occur
- The wax mold is deformed. After the wax mold is taken out from the mold, in addition to the shrinkage and changes in size, it is sometimes artificially deformed due to incorrect removal methods; since the wax mold is flexed and deformed during cooling, it is common, so The wax mold just taken out from the molding should still be placed carefully, usually with a larger plane as the datum plane, and it may also be caused by factors such as too soft wax material and unreasonable molding design.
- The wax mold filling is not satisfied. The main reason is that the temperature of the wax material is too low, the injection speed is slow, and the molding temperature is low, which causes the wax material to cool quickly during the flow process, which is manifested in the corners and edges or the thinness of the wax mold. The wall part is not full, and the corners are rounded, which is very similar to the insufficient pouring of metal castings.
- Wrinkles on the surface of the wax mold, because the temperature of the wax material is too low, the firing rate is too low, and the movement of the wax material is not properly matched with the pressing temperature; or because the inner surface of the pressing is damaged or not clean; Leave traces of movement on the surface of the wax model. Deeper grains are similar to cold insulation defects of metal castings; there are sometimes seams around the core and around the holes, which are slightly concave. It is the result of insufficient temperature and insufficient pressure of the wax material.
- The surface of the wax mold is concave, mainly because the injection pressure and time are not enough, or the wax temperature is high, the cooling time is insufficient, and sometimes there is too much release agent. waste.
- The wax mold has seams, which is the most common defect, that is, there are very thin wax flakes at the joint of the pressing and forming, the joint of the pressing block, the connection between the core and the core seat, etc. out. The main reasons for this are that the molding accuracy is not enough, the molding parting surface or the joint surface of the inner parts of the molding is damaged or adhered to dirty objects, or the molding force is not enough, and the injection pressure is too high. Or the temperature of the wax is too high. The fins must be completely removed before the wax model can be used.
- The wax mold is sticking to the molding, which is caused by no release agent, or the temperature of the wax and the molding are too high, or the inner surface of the molding is not clean enough.
- The surface of the wax mold is rough, because the injection pressure is too low, or the contact density between the wax material and the inner surface of the molding is not enough, serious wrinkles will appear.
- There are bubbles in the wax mold, one is the surface bubbles visible to the naked eye, and the other is the bubbles inside the wax mold, which are usually large and cannot be seen with the naked eye, but can be found through the partial bulge of the wax mold. This is due to the expansion of the gas inside the wax mold.

Investment Casting Process Points
- Do not spray too much parting agent in the mold cavity.
- After the cycle parameters of the pressing melting (wax) mold are established, do not change them easily.
- The wax mold is placed in the storage tray, and should be isolated from each other to avoid damage. Fixtures, etc. can be used when necessary to avoid the deformation of the wax model.
- Be careful not to damage the profile during the revision process.
Investment Casting Process Application Range:Precision casting is used in almost all industrial sectors, especially electronics, petroleum, chemical, energy, transportation, light industry, textiles, pharmaceuticals, medical devices, pumps and valves.
Precision Manufacturing Investment Casting Molds
The first process of investment casting production is to manufacture the investment mold. The investment mold is used to form the model of the cavity in the refractory shell. Therefore, in order to obtain castings with high dimensional accuracy and surface finish, the investment mold itself should have a high size first. Precision and surface finish. In addition, the performance of the investment mold itself should also make the subsequent processes such as shell making as simple as possible. In order to obtain the investment mold with the above-mentioned high quality requirements, in addition to having a good pressing shape (the mold for pressing the investment mold), it is also necessary to select the appropriate molding material (referred to as the mold material) and a reasonable molding process.

The performance of the molding material should not only ensure the convenient production of investment molds with accurate dimensions and high surface finish, good strength and light weight, but also create conditions for the manufacture of mold shells and good castings. Molding materials are generally formulated with waxes, natural resins and plastics (synthetic resins). All mold materials mainly prepared with wax materials are called wax-based mold materials, and their melting point is low at 60-70 ° C; all mold materials mainly prepared with natural resins are called resin-based mold materials, with a slightly higher melting point, about 70 ~120°C.
The Formulated For Recycling

The Formulation Of Mold Material
The purpose of preparing the mold material is to mix the various raw materials that make up the mold material into a uniform body, and to make the state of the mold material meet the requirements of the pressing investment.
When preparing, the heating method is mainly used to melt and mix various raw materials into a whole, and then under the condition of cooling, the mold material is vigorously stirred to make the mold material into a paste state for pressing and investment. Sometimes, the mold material is melted into a liquid and the investment mold is directly poured.
Recycling Of Mold Material
When using resin-based mold materials, due to the high quality requirements of investment molds, new materials are mostly used to prepare investment molds for mold materials to press castings. The mold material recovered after demolding is used to make the investment mold of the pouring and riser system after remelting and filtering.When using wax-based mold materials, the mold material obtained after demolding can be recycled and used to make new investment molds.However, when recycled, the performance of the mold material will deteriorate, the brittleness will increase, the ash content will increase, the fluidity will decrease, the shrinkage rate will increase, and the color will change from white to brown.

These are mainly related to the deterioration of the stearic acid in the mold material. Therefore, in order to restore the original performance of the old mold material as much as possible, it is necessary to remove the soap salt from the old mold material. The commonly used methods include hydrochloric acid (sulfuric acid) treatment, activated clay treatment and electrolytic recovery.
Manufacture Of Investment Molds
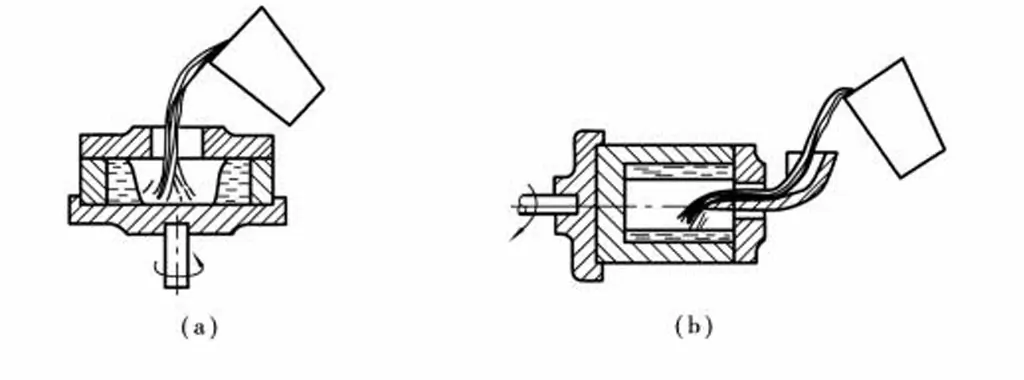
In the production, the method of pressing the paste mold material into the mold is mostly used to manufacture the investment mold. Before pressing the investment, a thin layer of release agent should be applied to the surface of the embossing so that the investment can be removed from the embossing. When pressing wax-based molding materials, the parting agent can be engine oil, turpentine, etc.; when pressing resin-based molding materials, a mixture of sesame oil and alcohol or silicone oil is often used as parting agent. The thinner the parting agent layer, the better, so that the investment mold can better replicate the surface of the embossing and improve the surface finish of the investment mold. There are three methods of pressing investment, plunger pressurization method, air pressure method and piston pressurization method.
The Assembly Of Investment Molds
The assembly of the investment mold is to combine the investment mold that forms the casting and the investment mold that forms the gating riser system. There are two main methods:
- Welding method Use a thin soldering iron to melt the joints of the investment to weld the investment together. This method is more common.
- Mechanical assembly method In the mass production of small investment castings, mechanical assembly method combination modules have been widely adopted abroad. The use of such modules can greatly improve the combination and efficiency of the modules, and the working conditions are also improved.
Precision Manufacturing Investment Casting Shell
Investment casting molds can be divided into two types: solid type and multi-layer shell.
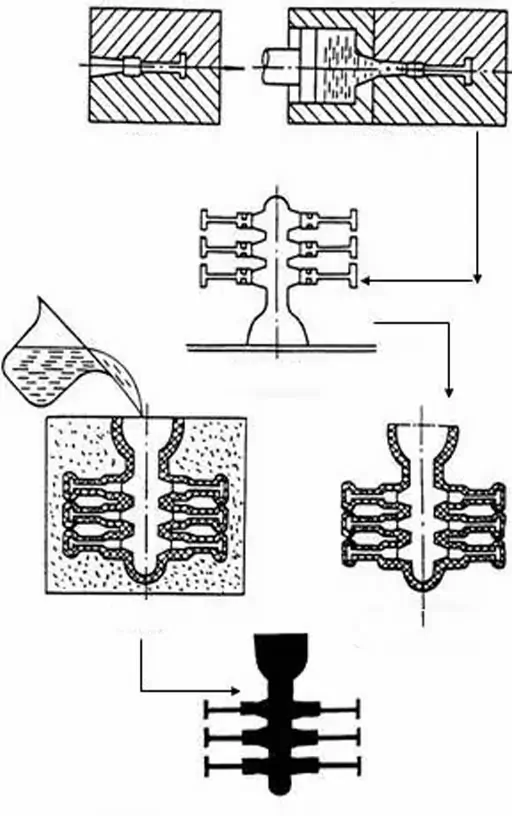
After dipping the module with refractory paint, sprinkle the refractory material, and then dry and harden it. Repeat this for many times until the refractory coating reaches the required thickness, so that a multi-layer shell is formed on the module. , usually park it for a period of time to make it fully hardened, and then lose the module to obtain a multi-layer shell.
Some multi-layer shells need to be boxed and filled with sand; some do not, and can be poured directly after roasting.
When the investment is melted, the shell will be under the pressure of the increasing volume of the molten mold material; during firing and pouring, the various parts of the shell will have mutually restrained and uneven expansion and contraction, therefore, the metal may also High temperature chemical reaction with mold shell material. Therefore, there are certain performance requirements for the shell, such as small expansion rate and shrinkage rate; high mechanical strength, thermal shock resistance, refractoriness and chemical stability at high temperature; the shell should also have a certain air permeability, So that the gas in the shell can escape smoothly when pouring. These are all related to the refractory materials, binders and processes used to manufacture the shell.
Materials Used To Make The Shell
The materials used to make the shell can be divided into two types, one is used to directly form the shell, such as refractory materials, binders, etc.; the other is used to obtain high-quality shells, simplify operations and improve processes. materials, such as fluxes, hardeners, surfactants, etc.
Refractory
The refractories used in investment casting are mainly quartz and corundum, as well as aluminum silicate refractories, such as refractory clay, bauxite, coke gemstones, etc. Sometimes zircon, magnesia (MgO), etc. are also used.
Binder
The most common binder used in investment casting is silicic acid colloidal solution (referred to as silicic acid sol), such as ethyl silicate hydrolyzate, water glass and silica sol. The substances that compose them are mainly silicic acid (H2SiO3) and solvents, and sometimes stabilizers, such as NaOH in silica sol.
Ethyl silicate hydrolyzate is the earliest and most common binder used in silicic acid sol mold casting obtained by hydrolysis of ethyl silicate; the water glass shell is easily deformed and cracked, and the dimensional accuracy and Surface finish is poor. However, in China, water glass is still widely used in the production of carbon steel castings with higher production accuracy and non-ferrous alloy castings with a lower melting point; silica sol has good stability and can be stored for a long time, and does not need to be used when making shells. Special hardener, but the wetting of the investment mold by silica sol is slightly poor, and the shell hardening process is a drying process, which takes a long time.
The Making Process Of Investment Casting Shell
The main processes and processes in the shell making process are:
- Degreasing And Degreasing Of Modules:In order to improve the ability of the coating to wet the surface of the module, the oil stain on the surface of the module needs to be removed when the wax-based moulding material is used to make the investment mould.
- Apply Paint And Sand On The Module:Before painting and hanging the paint, the paint should be stirred evenly to reduce the precipitation of refractory materials in the paint bucket as much as possible, and the viscosity or specific gravity of the paint should be adjusted so that the paint can fill and wet the investment mold well. The module is immersed in the paint and shakes up and down, so that the paint can well wet the investment mold and evenly cover the surface of the module. After the paint is applied, sanding can be carried out.
- Shell Drying And Hardening:After each layer of shell is coated, it must be dried and hardened, so that the binder in the coating changes from sol to jelly and gel, and connects the refractory materials together.
- Loss Of Investment In Self-Molded Shell:After the shell is completely hardened, the module needs to be melted from the shell. Because the module is usually made of wax-based mold material, this process is also called dewaxing. According to the different heating methods, there are many dewaxing methods, the hot water method and the same pressure steam method are used more.
- Roasted Shell:If molding (sand filling) is required for pouring, before firing, the demolded shell should be buried in the sand in the box, and then loaded into the furnace for firing. If the high temperature strength of the shell is high and no casting is required, the demolded shell can be directly sent to the furnace for roasting. Gradually increase the furnace temperature during roasting, heat the shell to 800-1000 °C, keep it for a period of time, and then pour it
The Pouring Of Investment Casting
Commonly used pouring methods in investment casting are:
1) There Are The Following Types Of Thermal Gravity Casting Methods.
This is the most widely used form of casting, that is, after the shell is removed from the roaster, it is cast at high temperature. At this time, the metal cools slowly in the mold shell, and the mold can be filled with high fluidity, so the casting can well replicate the shape of the cavity and improve the accuracy of the casting. However, the slow cooling of the casting in the hot mold will cause coarse grains, which reduces the mechanical properties of the casting. When casting carbon steel castings, the surface of the casting that cools more slowly is also prone to oxidation and decarburization, which reduces the surface hardness, finish and dimensional accuracy of the casting.
2) Vacuum Suction Casting
Put the mold shell in the vacuum casting box, and suck the gas in the mold cavity through the tiny pores in the mold shell, so that the liquid metal can better fill the mold cavity, copy the shape of the mold cavity, improve the casting accuracy, prevent pores, pouring Insufficient defects. This law has been applied abroad.
3) Crystallization Under Pressure
Put the shell in the pressure tank for pouring. After the end, the pressure tank is closed immediately, and high-pressure air or inert gas is introduced into the tank to solidify the casting under pressure to increase the density of the casting. The maximum pressure abroad has reached 150atm.
4) Directional Crystallization (Directional Solidification)
Some investment castings such as turbine blades, magnetic steel, etc., if their crystalline structure is columnar crystals arranged in a certain direction, their working performance can be greatly improved, so the directional crystallization technology of investment casting is rapidly developed.
The Illustration Of “Investment Casting Process”
British photographer Alex Hofford visited a township enterprise in Ningbo.
There, he filmed the whole process of “investment casting”, which was very interesting.
This casting process has been around for thousands of years since ancient bronzes and is still widely used today. After reading the set of pictures below, you will understand how it is done.
In addition, you will also see what China’s manufacturing industry looks like in reality, as well as some social problems reflected in it. I highly recommend this set.
It is one of Alex Hofford’s “China Factory” series of photos. This series also includes game console factory, remote control factory, plastic factory, mobile phone charger factory, notebook power supply factory, transformer factory and hardware factory.
There are many pictures below, if they cannot be displayed, refresh them several times.

































