
Tool geometric parameters are one of the important factors affecting the cutting process. It mainly includes tool rake angle α, tool relief angle β, main deflection angle γ, micro manufacturing relief angle Φr and cutting edge angle Φs, etc. Changes in these parameters directly affect cutting quality and processing efficiency.
Cutting force mainly consists of normal force and tangential force. The tool rake angle α is a key parameter of the tangential force, and changing its value can significantly affect the magnitude of the tangential force. When the tool rake angle becomes larger, the tangential force also increases, but an excessively large tool rake angle will lead to a reduction in the cutting stability and cutting quality of the tool.
Tool Rake Angle y
The lathe affects cutting deformation and friction, and has a significant effect on the total cutting force and cutting temperature. Properly increasing the rake angle can reduce the cutting deformation and friction, reduce the total cutting force, generate less cutting heat, and reduce the cutting temperature.
However, the rake angle of the lathe is too large, which reduces the wedge angle, which not only affects the strength of the cutting edge, but also reduces the heat dissipation volume of the tool, which makes the heat dissipation condition worse, but increases the cutting temperature.
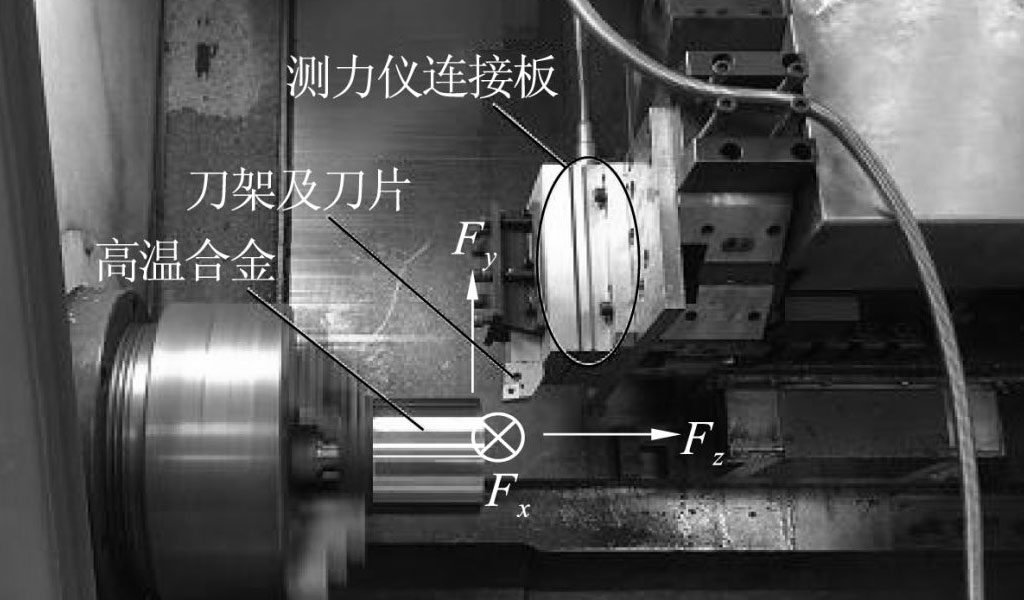
The Direction And Size Of The Cutting Force
For the same amount of back cut, changing the main declination angle will change the heat dissipation of the cutting edge and chips, as well as the direction and size of the cutting force.
- Increase the main declination angle, the length of the main cutting edge involved in cutting and the width of the chip6. Shorter, the cutting heat is relatively concentrated, the heat dissipation area becomes smaller, the heat dissipation condition becomes worse, and the cutting temperature rises.
- Increase the main declination angle and the chip thickness h. Increase, change the cutting force,. The direction of action and reduce the back component force F. And the main cutting force, so that the cutting is smooth. In general, when the main declination angle is x. =600~75. , the main cutting force, c is the smallest.
- The inclination angle of the blade has little effect on the cutting force, but yes, , and F. impact is more pronounced. When the inclination angle of the edge decreases, F. Not much change, but it increases Fp, F. decrease. Therefore, when the rigidity of the process system is poor, a larger edge inclination should be used to reduce Fp and prevent cutting vibration; while in rough machining, a smaller or negative edge inclination should be used to improve tool life.
- Negative chamfering can enhance the strength of the cutting edge of the tool, but due to the dull cutting edge, the cutting changes, the minister increases, and the cutting force increases accordingly.
- The cutting edge of the tool, especially the cutting edge of the carbide tool, cannot be sharpened absolutely, and there will always be a blunt radius at the tip and the cutting edge. Generally, the blunt radius of the cutting edge of the newly sharpened high-speed steel tool is ~=0 012-0 015mm, and the carbide tool is r. =0.018—. . 026mm, they will gradually increase during the cutting process. Therefore, when cutting, a very thin layer of metal in the cutting layer is repeatedly squeezed by the blunt edge of the cutting edge, resulting in elastic deformation and cannot be removed. When the tool leaves the lathe, the elastic deformation returns to the height of Ah, and the lattice of the metal layer on the surface is elongated, twisted and squeezed, forming a complex plastic deformation, resulting in a work hardening phenomenon that increases the hardness of the machined surface. The hardness of the hardened layer can reach 12 to 2 times the hardness of the workpiece, and its depth can reach 0.07 to 0.5mm.Work hardening will accelerate tool wear during subsequent cutting, and it is even difficult to process when the amount of back cutting is very small; at the same time, the lathe forms residual stress in the hardened layer, and often fine cracks appear, reducing the fatigue strength and surface of the workpiece. Processing quality. Therefore, in the semi-finishing process, the sharpening quality of the tool should be improved, the blunt circle radius of the J mouth should be reduced, and the phenomenon of work hardening should be minimized and avoided.
- After the tool is worn, the cutting edge becomes blunt, and the normal geometric angle and shape are damaged. Generally, after the front and back are worn, the rake and relief angles of the tool become smaller, which increases the cutting deformation of the metal to be cut, and increases the friction between the back and the workpiece, resulting in an increase in the total cutting force and an increase in cutting temperature.
At Be-cu.com,we use advanced equipment to offer you Unparalleled precision for producing metal and plastic machining parts
- We combine the latest CNC milling and turning processes with proprietary technology to deliver high quality, on-demand parts.
- Our team of engineers and machinists program the equipment to optimize cutting time, surface finish, and final tolerance to meet your design specifications
- We specialize in cnc precision machining, single part prototyping, short to medium production runs, manufacture parts on time, every time, so you can stay ahead of schedule
- CNC machining can create very similar parts to series parts. It is often more efficient and faster than other rapid prototyping technologies for the manufacture of a quantity of prototypes between 1 and 10 parts . We also recommend CNC machining for parts with large sizes (greater than 600 mm).
Contact Us ([email protected]) Now for your Custom CNC Machining, We are your best online cnc machining and rapid prototyping services choice!