

Sheet metal bending refers to the process of deforming a piece of metal into a desired shape or angle along a straight axis. It involves using specialized tools, equipment, or machines to alter the geometry of the metal without causing any damage or compromising its structural integrity. This manipulation allows for the creation of various forms, angles, and configurations, making sheet metal bending a crucial technique in manufacturing and fabrication.
This article aims to delve into ten distinct sheet metal bending techniques, unraveling their methodologies, applications, and significance in today’s industrial landscape.
Through a detailed exploration of each technique, readers will gain a comprehensive understanding of the art and science behind bending sheet metal for diverse purposes.
Technique 1: Press Brake Bending


Press brake bending is a widely-used method in sheet metal fabrication, involving the use of a press brake machine to achieve precise bends and angles. Understanding the machinery, its variations, and the step-by-step process is fundamental to mastering this technique.
Detailed Explanation of Press Brake Machinery
A press brake is a machine designed to bend sheet metal by applying force through a punch and die. It consists of several key components:
- Frame: The frame provides the structural support for the machine, ensuring stability during the bending process.
- Ram: The ram, driven by hydraulic or mechanical means, exerts force on the sheet metal to create the bend.
- Bed or Table: The bed or table provides a flat surface where the sheet metal rests during bending.
- Punch and Die: The punch is the upper tool, while the die is the lower tool. They work together to shape the metal into the desired form by exerting pressure at specific points.
- Back Gauge: This feature assists in accurately positioning the metal for consistent bends across multiple pieces.
Different Types of Press Brakes and Their Applications
Press brakes come in various configurations to suit different bending needs:
- Mechanical Press Brake: Uses a mechanical crankshaft to generate force. Ideal for simpler bending tasks with lower tonnage requirements.
- Hydraulic Press Brake: Relies on hydraulic systems for force generation, offering greater control, precision, and flexibility in bending various materials and thicknesses.
- CNC Press Brake: Computer Numerical Control (CNC) press brakes incorporate automation, allowing for highly accurate and repeatable bends through programmed instructions.
Each type has its advantages, suited to different production volumes, material types, and complexity of bends.
Step-by-Step Guide to Using a Press Brake for Bending
- Preparation: Ensure the sheet metal is properly positioned and secured on the press brake’s bed. Measure and mark the bending line accurately.
- Selection of Tooling: Choose the appropriate punch and die set based on the desired bend angle and material thickness.
- Setting Parameters: Set the bending parameters on the press brake, including the bending angle, back gauge position, and tonnage required.
- Bending Process: Activate the press brake to lower the ram, which applies force through the punch onto the metal against the die, resulting in the desired bend.
- Quality Check: Inspect the bent metal for accuracy in angle, dimension, and overall quality. Make adjustments if necessary.
Understanding the intricacies of press brake operation, tooling selection, and precision settings is crucial for achieving consistent and high-quality bends in sheet metal fabrication.
Mastering press brake bending opens doors to efficiently producing a wide range of components and structures essential in various industries, ensuring precision, repeatability, and cost-effectiveness in manufacturing processes.
Technique 2: Air Bending

Air bending is a versatile sheet metal bending technique that relies on the principle of elastic deformation to achieve bends. Understanding its principles, advantages, and best practices is vital for harnessing the potential of this method in sheet metal fabrication.
Principles and Advantages of Air Bending
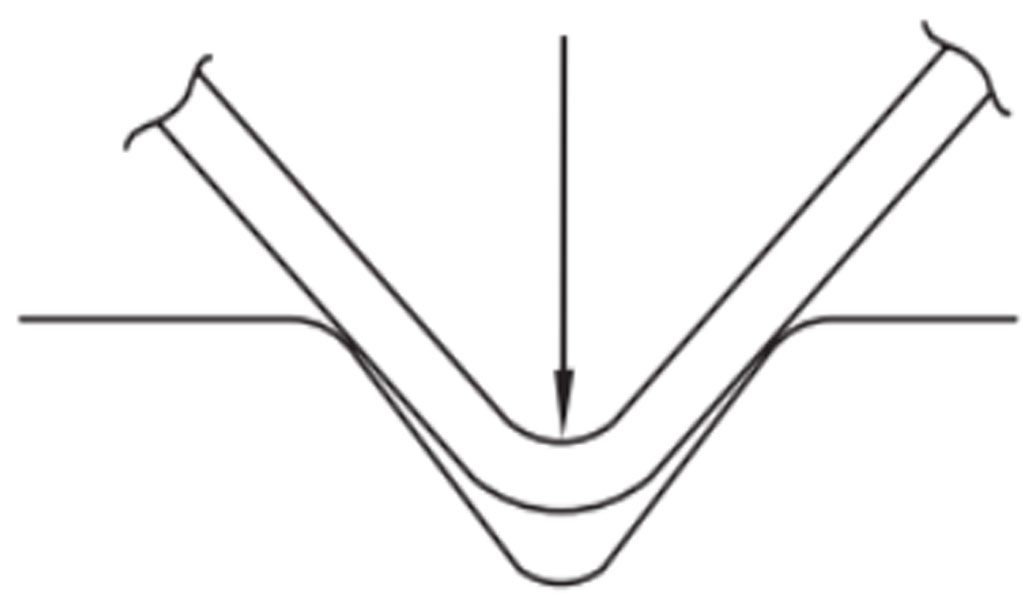
Air bending involves utilizing a press brake machine to form bends without directly touching the sheet metal. Instead, it uses only a fraction of the total force required to fully penetrate or mold the material. The principles underlying air bending include:
- Three-Point Bending: Air bending employs a punch and die setup where the metal rests on the die while the punch exerts force at two points, allowing for the formation of the bend without bottoming out.
- Elastic Recovery: The material stretches during bending but retains some spring-back, meaning it doesn’t fully conform to the punch and die angles. This inherent elasticity gives flexibility in achieving different bend angles.
Advantages of air bending include:
- Versatility in bending a wide range of materials and thicknesses.
- Reduced tool wear and longer tool life due to the lower force applied.
- Flexibility in bending angles without requiring specific tooling for each angle.
Material Thickness Considerations and Tolerances
When employing air bending, material thickness plays a crucial role in determining bend tolerances and achievable angles. Factors to consider include:
- Material Type: Different materials exhibit varying degrees of elasticity and spring-back behavior during bending, impacting the final bend angle.
- Material Thickness: Thicker materials may require more force to achieve the desired bend, influencing tool selection and machine settings.
- Bend Radius: Smaller bend radii in thicker materials may lead to greater spring-back and require adjustments in the bending process.
Tolerances in air bending are influenced by material characteristics, machine precision, and operator skill. Accounting for material behavior and setting appropriate parameters is essential for achieving accurate bends.
Best Practices for Achieving Precision in Air Bending
- Accurate Tooling Selection: Choose punch and die sets suited for the desired bend angle and material thickness to minimize distortion and spring-back.
- Careful Setup and Calibration: Precisely set machine parameters including tonnage, bend angle, and back gauge position to ensure consistency in bends.
- Trial Bends and Adjustments: Conduct test bends on sample pieces to assess spring-back and make necessary adjustments to achieve the desired final bend angle.
- Operator Skill and Monitoring: Skilled operators should monitor the bending process, making real-time adjustments as needed for consistent results.
By mastering the principles and nuances of air bending, fabricators can achieve precise bends across a wide spectrum of materials and thicknesses, ensuring quality and efficiency in sheet metal fabrication processes.
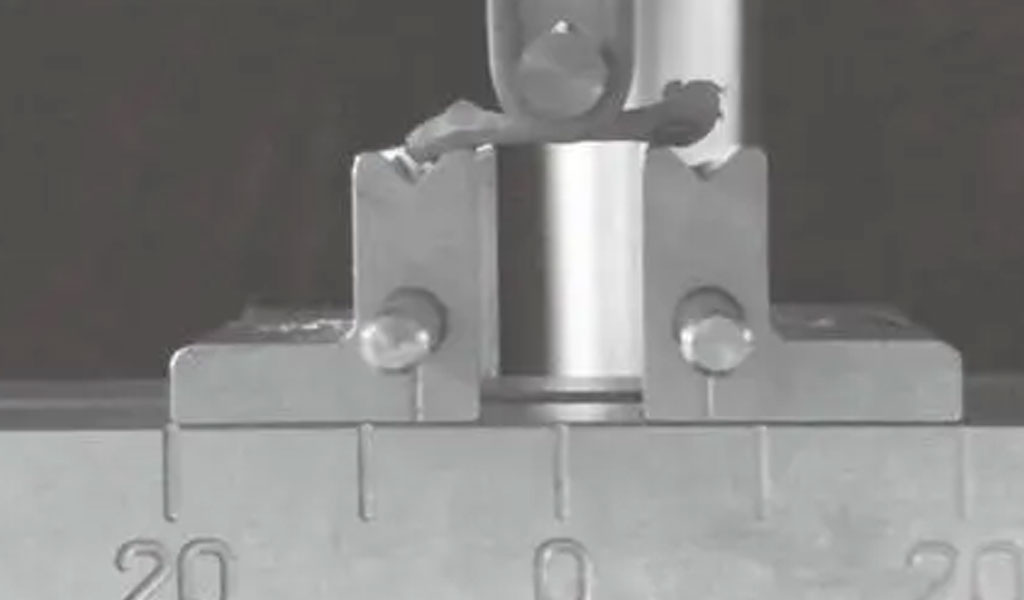
Technique 3: Bottoming Bending


Bottoming bending is a sheet metal forming process that differs from other bending methods like air bending or coining. Understanding its process, comparing it with alternative methods, and recognizing its applications and limitations are essential to comprehensively grasp this bending technique.
Exploring the Bottoming Bending Process
Bottoming bending, also known as coining or 90-degree bending, involves forcing the sheet metal entirely into the die cavity to achieve a precise bend angle. Key elements of this process include:
- Full Material Penetration: Unlike air bending, bottoming bending aims to entirely penetrate the material into the die, achieving a crisp and accurate bend angle.
- High Precision: This method offers precise control over the bend angle, producing sharp and consistent bends due to the metal fully conforming to the die shape.
- Increased Force Requirements: Bottoming bending generally requires higher forces compared to air bending due to the full penetration of the material into the die cavity.
Comparison with Other Bending Methods
Comparison with other bending techniques reveals distinct characteristics:
- Air Bending vs. Bottoming Bending: In air bending, the material doesn’t fully conform to the die angles, resulting in more flexibility in achieving various bend angles. Conversely, bottoming bending produces sharper bends at a fixed angle but demands higher force and precision.
- Coining vs. Bottoming Bending: Coining involves creating bends with extremely high forces, fully forming the material to the die shape. While similar to bottoming bending, coining often focuses on creating smaller, intricate bends with extremely tight tolerances.
Applications and Limitations of Bottoming Bending
Applications of bottoming bending include:
- High Precision Components: Industries requiring extremely accurate and consistent bend angles, such as aerospace or precision instrument manufacturing, often utilize bottoming bending for critical components.
- Structural Elements: Certain structural components, where sharp, fixed-angle bends are essential, benefit from the accuracy provided by bottoming bending.
Limitations of bottoming bending:
- Material Thickness and Type: Bottoming bending might not be suitable for thicker materials or those with limited ductility due to the higher force requirements and potential material failure risks.
- Tool Wear: Due to the high forces involved, tools may experience accelerated wear, necessitating frequent maintenance and replacement.
Understanding the nuances of bottoming bending helps manufacturers determine its suitability for specific applications, balancing precision requirements with material characteristics and production feasibility. The method’s unique ability to deliver precise, fixed-angle bends caters to specialized industries requiring high accuracy in sheet metal forming processes.
Technique 4: Roll Bending

Roll bending is a versatile sheet metal bending technique that involves curving or shaping metal sheets by passing them through sets of rollers. Understanding roll bending machines, the various types, and techniques for handling complex profiles and shapes is crucial for effective application in sheet metal fabrication.
Overview of Roll Bending Machines
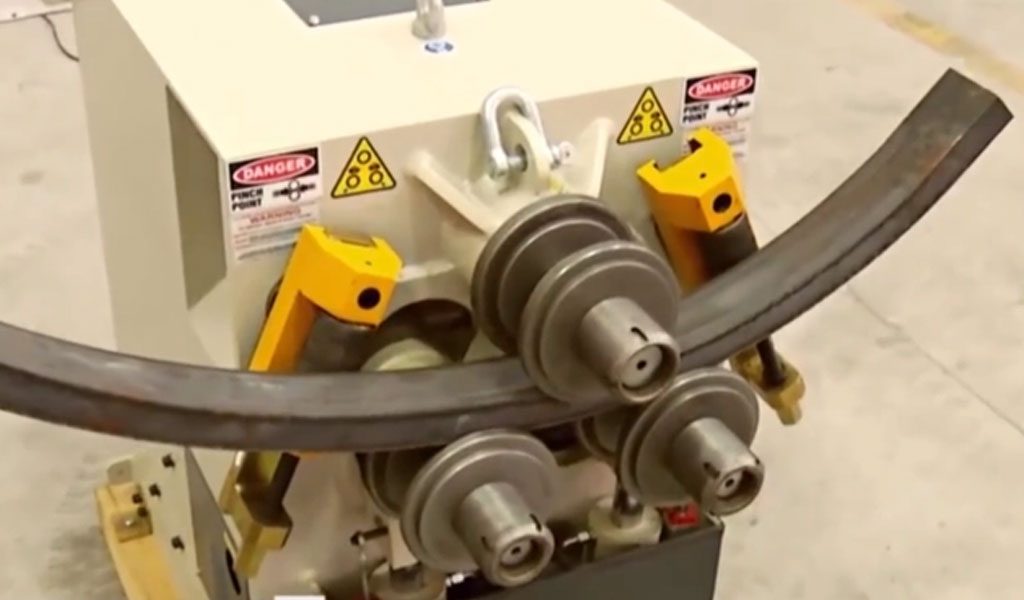
Roll bending machines, commonly known as plate or sheet rolling machines, utilize sets of rolls to gradually bend metal sheets or plates to the desired curvature. Key components of these machines include:
- Rolls: Typically arranged in three or four rolls, including top and bottom rolls and, in some configurations, side rolls. These rolls apply pressure to the sheet to create the bend.
- Adjustable Guides: Assist in maintaining the proper alignment of the metal sheet as it passes through the rolls.
- Hydraulic or Mechanical Operation: Some machines employ hydraulic systems to control the pressure applied by the rolls, while others use mechanical means for bending.
Different Types of Roll Bending and Their Uses
Roll bending machines come in various configurations to cater to different bending needs:
- Three-Roll Bending Machines: Utilize three rolls—two on the bottom and one on the top—to perform bending operations suitable for cylindrical shapes, cones, and arcs.
- Four-Roll Bending Machines: Incorporate an additional side roll that allows for greater control over the bending process, enabling precise manipulation of complex shapes and tighter tolerances.
- Pyramid Rolling Machines: Employ four rolls, two on the top and two on the bottom, enabling the creation of conical or pyramid-shaped components.
Each type of roll bending machine offers specific advantages in terms of bending capabilities, precision, and the complexity of shapes achievable.
Techniques for Complex Profiles and Shapes
Techniques for handling complex profiles and shapes in roll bending include:
- Multi-Pass Rolling: Gradually bending the metal sheet through multiple passes to achieve the desired curvature, especially for larger or thicker materials.
- Incremental Bending: Employing incremental steps in the bending process to control the curvature and avoid material deformation or stress concentration.
- Pre-bending and Post-bending: Pre-bending edges of the metal sheet before the main bending process and post-bending to achieve accurate shapes or profiles.
- Use of Support Rolls: Employing additional support rolls or mandrels to maintain the desired shape and prevent material distortion during bending.
Roll bending’s adaptability and ability to handle various materials and thicknesses make it suitable for producing curved components used in industries such as shipbuilding, construction, and manufacturing of pipes, tanks, and structural elements.
Understanding the capabilities of different roll bending machines and implementing appropriate techniques facilitates the creation of precise and intricate shapes, enhancing the versatility of sheet metal bending in fabrication processes.
Technique 5: Stretch Bending

Stretch bending is a sheet metal forming technique that involves stretching the material around a die to achieve desired shapes or curves. Exploring its principles, material considerations, design aspects, and real-world applications provides insight into this unique bending method.
Understanding Stretch Bending Principles
Stretch bending utilizes tensile forces to elongate and bend the sheet metal around a die without causing any compressive stresses. Key principles include:
- Elongation and Tension: The material’s ability to stretch and elongate without cracking or deforming excessively is crucial in stretch bending.
- Die Design: The die’s shape determines the final bend profile, allowing for the creation of curves, arcs, or complex shapes without internal stresses.
- Uniform Strain Distribution: Even distribution of strain across the material’s surface is essential to prevent localized deformation or wrinkling.
Stretch bending is often employed with ductile materials capable of elongation without failure, such as aluminum, mild steel, and certain alloys.
Material Considerations and Workpiece Design
Considerations for stretch bending include:
- Material Ductility: High ductility materials are preferable to withstand the stretching forces without fracturing or tearing.
- Thickness and Width: Thinner and wider sheets tend to stretch more uniformly, enabling better control over the bending process.
- Workpiece Design: Designing workpieces with gradual curves or shapes that suit the stretch bending process reduces material strain and minimizes the risk of defects.
Utilizing proper material selection and optimizing workpiece designs are crucial for achieving successful stretch bending outcomes.
Examples of Stretch Bending Applications
Stretch bending finds applications in various industries, including:
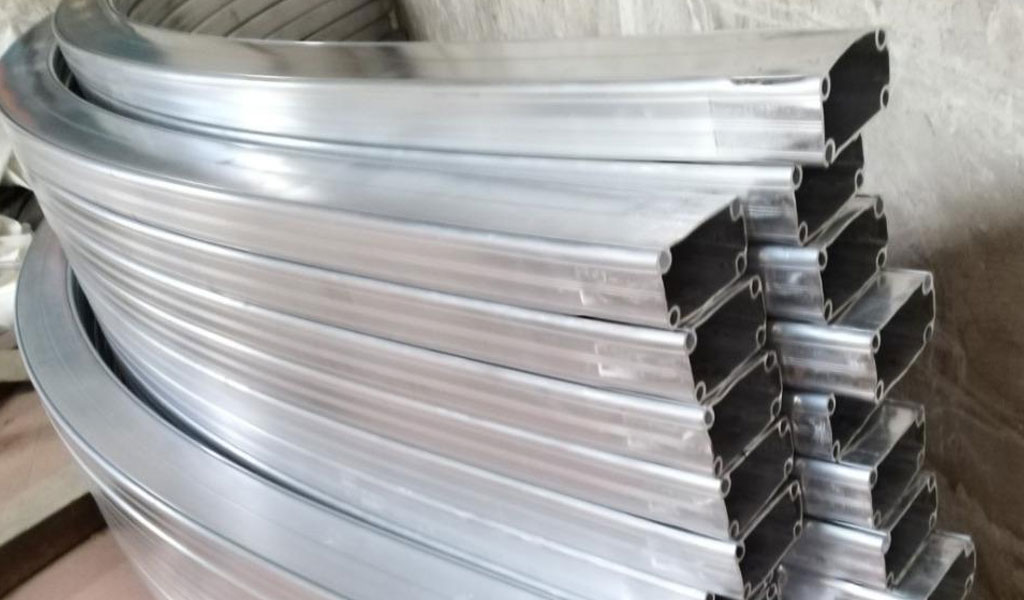
- Architectural Metalwork: Creating curved components for architectural designs, such as curved handrails, facades, and decorative elements in buildings.
- Automotive Manufacturing: Forming curved body panels, trim parts, and structural components in vehicle manufacturing.
- Furniture and Design: Crafting curved elements for furniture, interior design, and bespoke products where unique shapes are desired.
- Aerospace and Marine: Producing curved sections for aircraft fuselages, boat hulls, and components requiring aerodynamic or hydrodynamic profiles.
- Industrial Machinery: Crafting curved components for machinery and equipment used in various manufacturing sectors.
Stretch bending offers versatility in shaping sheet metal, enabling the creation of aesthetically appealing and structurally sound curved components vital in various industries and design applications. Understanding its principles and optimizing material selection and design considerations expand the possibilities of achieving intricate and functional curved forms through sheet metal bending techniques.
Technique 6: Rotary Draw Bending
Rotary draw bending is a precise and versatile technique used to bend tubes or pipes by drawing them around a die with a bending die held in place by a rotating machine. Understanding the mechanics, materials suited for this technique, and its advantages and challenges is essential for proficient application in tube bending processes.
In-depth Explanation of Rotary Draw Bending
Rotary draw bending involves gripping a tube or pipe securely on both ends and drawing it around a die while a bending die, typically shaped to the desired angle, presses against the tube’s exterior to form the bend. Key components and processes include:
- Machine Setup: The bending machine secures the tube while a mandrel may be used internally to prevent the tube from collapsing or deforming during bending.
- Die and Mandrel Selection: Choosing appropriate dies and mandrels based on the tube diameter, wall thickness, and desired bend radius is crucial for achieving precise bends.
- Bending Sequence: The machine rotates and draws the tube around the die, applying controlled force to create the desired bend angle.
Rotary draw bending offers exceptional precision and repeatability, making it suitable for creating complex and accurate bends in tubes or pipes.
Suitable Materials and Tube Sizes
Materials suitable for rotary draw bending include:
- Steel Alloys: Commonly used due to their excellent formability, including stainless steel, carbon steel, and alloy steel.
- Non-ferrous Metals: Aluminum, copper, brass, and other non-ferrous alloys are also compatible with rotary draw bending.
Tube sizes for rotary draw bending typically range from small diameters, starting around 1/8 inch, up to larger diameters exceeding 6 inches, depending on the bending machine’s capacity and tooling.
Advantages and Challenges of Rotary Draw Bending
Advantages:
- Precision and Consistency: Rotary draw bending delivers high precision bends with minimal distortion or deformation, ensuring repeatability across multiple tubes.
- Complex Shapes: Capable of producing intricate bends, multiple radii, and compound bends in a single tube.
- Quality of Finish: Produces smoother bends with better surface quality compared to some other bending techniques.
Challenges:
- Tooling Costs: The need for specific tooling, including dies and mandrels, can result in higher initial setup costs.
- Material and Machine Compatibility: Certain materials or thicker-walled tubes may pose challenges due to limitations in machine capacity or tooling capabilities.
- Operator Skill Requirement: Proficiency in machine setup, tool selection, and bending sequence is crucial for achieving precise bends consistently.
Rotary draw bending stands out for its ability to produce highly accurate and complex bends in tubes or pipes, making it a preferred choice in industries like automotive, aerospace, construction, and manufacturing where precision-formed tubing is integral. Understanding its capabilities and limitations aids in optimizing the use of this technique for diverse tube bending applications.
Technique 7: Hot Bending


Hot bending is a sheet metal bending method that involves the application of heat to the material before or during the bending process. Understanding the use of heat, temperature considerations, safety measures, as well as the applications and benefits of hot bending is essential for its effective and safe implementation in sheet metal fabrication.
Utilizing Heat in Sheet Metal Bending
Hot bending utilizes heat to increase the ductility and malleability of the metal, making it more pliable and easier to bend without causing cracks or fractures. Key aspects of hot bending include:
- Preheating: Heating the metal to a specific temperature range before bending, typically using methods like induction heating, torches, or furnaces.
- In-process Heating: Applying heat during the bending process, keeping the metal at an elevated temperature to maintain its ductile state while forming the bend.
- Material Selection: Certain metals, like aluminum, copper, and alloys, respond well to hot bending due to their high ductility at elevated temperatures.
Temperature Considerations and Safety Measures
Temperature control and safety are paramount in hot bending:
- Optimal Temperature Range: The temperature range for hot bending varies depending on the metal type and its specific properties. It generally falls within the critical temperature where the metal becomes more malleable without reaching its melting point.
- Heating Uniformity: Ensuring even heating across the material’s surface prevents localized softening or hardening that might lead to irregular bends.
- Safety Equipment: Personal protective equipment (PPE) such as heat-resistant gloves, goggles, and clothing, along with proper ventilation in the workspace, are essential for operator safety.
- Fire Safety Measures: Implementing fire safety protocols and having fire extinguishing equipment readily available due to the use of heat sources in the bending process.
Applications and Benefits of Hot Bending
Hot bending finds applications in various industries, including:
- Shipbuilding and Maritime: Forming curved components for ship hulls, decks, and marine structures requiring precise bending of heavy-duty metal.
- Oil and Gas Industry: Creating bends in pipelines, tubing, and structural components used in oil rigs or refineries.
- Automotive Manufacturing: Bending parts such as exhaust systems, chassis components, and roll cages requiring complex shapes and precise bending angles.
- Artistic and Architectural Metalwork: Crafting customized or artistic metal designs, sculptures, and architectural elements that demand unique shapes and curves.
Benefits of hot bending include:
- Enhanced Formability: Heating the metal increases its plasticity, allowing for tighter radii and more intricate bends.
- Reduced Spring-Back: Hot bending reduces the tendency of certain metals to spring back to their original shape after bending, ensuring greater accuracy in the final bend.
Hot bending offers a method to shape metals with greater ease and precision, enabling the creation of complex and specialized components. However, careful temperature control and adherence to safety measures are crucial for successful and safe hot bending operations in sheet metal fabrication.
Technique 8: Incremental Bending
Incremental bending is a sheet metal forming technique that involves bending a workpiece in small, incremental steps to achieve complex shapes and precise angles. Understanding its techniques, advantages in complex designs, and the emphasis on precision and accuracy is crucial for effectively utilizing incremental bending in sheet metal fabrication.
Exploring Incremental Bending Techniques
Incremental bending techniques involve bending a workpiece incrementally along its length, achieving gradual curves or multiple bends. Key aspects include:
- Step-by-Step Bending: Dividing the bending process into smaller steps, each imparting a fraction of the total desired bend angle.
- Controlled Deformation: Applying controlled force and tooling to bend the material gradually, reducing the risk of material failure or deformation.
- Tooling and Support: Using specialized tooling, such as incremental bending dies or fixtures, to support the material and ensure precise bending at each step.
Use Cases and Advantages in Complex Designs
Incremental bending finds use in various applications, especially in industries requiring complex shapes:
- Aerospace Industry: Crafting aerospace components with intricate geometries and tight tolerances that demand precise bending.
- Medical Equipment Manufacturing: Producing medical devices and instruments requiring intricate and customized shapes.
- Artistic and Sculptural Work: Creating artistic metalwork and sculptures where intricate bends and shapes are essential.
Advantages of incremental bending in complex designs include:
- Precise Control: Allows for greater control over bend angles and radii, facilitating the creation of complex and precise shapes.
- Reduced Material Distortion: Incremental bending minimizes material distortion or deformation, ensuring better dimensional accuracy.
- Less Stress on Material: Applying forces gradually reduces stress on the material, minimizing the risk of cracking or failure.
Precision and Accuracy in Incremental Bending
Achieving precision and accuracy in incremental bending involves:
- Tooling Design: Using specialized tooling designed for incremental bending, providing support and accuracy throughout the bending process.
- Measurement and Control: Regularly measuring and verifying bend angles and dimensions to maintain accuracy throughout the incremental bending process.
- Operator Skill: Skilled operators with an understanding of the material’s behavior and the incremental bending process to make necessary adjustments for optimal results.
Incremental bending offers the capability to produce intricate shapes and precise bends with minimal material distortion. Its ability to achieve complex designs with high accuracy makes it a valuable technique in industries requiring intricate and tailored sheet metal components.
Technique 9: Coining Bending


Coining bending is a precise sheet metal forming technique that involves creating bends with extremely tight tolerances by applying high pressure to the workpiece between the punch and die. Understanding the coining bending process, its applications in manufacturing, and achieving fine tolerances is essential for utilizing this technique effectively in sheet metal fabrication.
Understanding the Coining Bending Process
Coining bending differs from conventional bending techniques due to its high pressure application and ability to achieve fine tolerances. Key elements of the coining bending process include:
- High Pressure Application: Applying significant force to the workpiece between the punch and die, essentially pressing or “coining” the material into the desired bend shape.
- Minimal Spring-Back: Coining significantly reduces material spring-back, ensuring the bent shape closely matches the die profile.
- Surface Quality: Coining results in excellent surface quality and precise bends, minimizing surface imperfections or deformations.
Applications in Manufacturing and Industry
Coining bending finds applications in various industries and manufacturing sectors, including:
- Precision Instrumentation: Creating components for precision instruments and devices requiring extremely accurate bends and fine tolerances.
- Electronics Manufacturing: Producing intricate parts for electronic devices, where precise bending and dimensional accuracy are crucial.
- Medical Equipment: Fabricating components for medical devices and equipment where high precision and tight tolerances are essential.
- Automotive Industry: Utilizing coining bending for manufacturing critical automotive parts requiring fine tolerances and precise bends.
Achieving Fine Tolerances with Coining Bending
Achieving fine tolerances in coining bending involves several key considerations:
- Die and Punch Design: Designing specialized dies and punches with precise angles and dimensions to achieve the desired bend shape and tolerance.
- Material Selection: Using materials with good ductility and consistent mechanical properties to ensure they can withstand the high pressure without fracturing or deforming.
- Machine Calibration: Calibrating the bending machine to apply the optimal pressure and control the bending process accurately.
- Quality Control Measures: Implementing rigorous quality checks and measurements to verify the accuracy of the bends and ensure compliance with specified tolerances.
Coining bending offers exceptional precision and control in achieving fine tolerances and accurate bends, making it a preferred technique in industries requiring high-precision sheet metal components. Understanding its capabilities and proper implementation are crucial for achieving consistent and precise results in sheet metal fabrication processes.
Technique 10: Manual Bending Techniques

Manual bending techniques involve the use of hand-operated tools and methods to bend sheet metal, requiring skill, precision, and craftsmanship. Understanding these tools, the artistry involved, and their applications is essential for creating unique and specialized bends in sheet metal fabrication.
Hand-Operated Bending Tools and Methods
Manual bending utilizes various hand tools and methods, including:
- Brake or Bending Bars: Hand-operated bending bars or brakes allow the manual bending of sheet metal by exerting force to create bends along a straight edge.
- Hammers and Mallets: Using hammers and mallets on specially crafted forms or blocks to shape the metal into desired curves or angles.
- Manual Rollers: Hand-cranked rollers that assist in shaping and forming sheet metal by passing it through adjustable rollers to create bends or curves.
- Hand Seamers and Pliers: Tools such as hand seamers and pliers aid in creating smaller, more intricate bends or seams in sheet metal.
Craftsmanship in Manual Bending
Manual bending requires a high level of craftsmanship and skill due to its reliance on the operator’s expertise:
- Experience and Precision: Skilled operators possess a deep understanding of metal behavior and have developed precise techniques to achieve accurate bends.
- Eye for Detail: Manual bending demands careful attention to detail, ensuring consistency and accuracy in each bend.
- Artistry and Creativity: Skilled craftsmen can leverage manual bending techniques to create unique and artistic designs, incorporating custom bends and shapes into their work.
Applications and Artistry in Manual Bending
Manual bending techniques find applications in various industries and for artistic endeavors:
- Custom Fabrication: Craftsmen and artisans use manual bending for creating custom-made metal components or artistic pieces requiring unique bends and shapes.
- Prototyping and Repair Work: Manual bending is valuable in prototyping new designs and for repair work that demands precise and tailored metal components.
- Artistic Metalwork: Sculptors, metal artists, and blacksmiths utilize manual bending to craft intricate and customized metal sculptures or art pieces.
- Historical Restoration: In historical restoration projects, manual bending techniques are employed to recreate intricate metalwork found in heritage structures or artifacts.
Manual bending techniques offer flexibility and artistry, enabling craftsmen to produce customized and artistically designed metalwork. While it may not match the speed or precision of machine-based techniques, manual bending adds a personal touch and craftsmanship that contributes to the uniqueness and individuality of fabricated metal components.
Conclusion
The exploration of various sheet metal bending techniques unveils a diverse landscape of methodologies, each offering unique capabilities and applications in the realm of metal fabrication.
Recap of Key Bending Techniques
- Press Brake Bending: Utilizing press brake machinery to achieve precise bends, offering versatility and efficiency in manufacturing processes.
- Air Bending: Leveraging elastic deformation principles to create bends, accommodating a wide range of materials and thicknesses.
- Bottoming Bending: Employing high-force methods to achieve sharp, accurate bends, crucial for precise components in various industries.
- Roll Bending: Utilizing rollers to shape metal sheets or plates, offering versatility in creating curved components across different industries.
- Stretch Bending: Using heat and tension to make metal more pliable, enabling the creation of aesthetically appealing curved components.
- Rotary Draw Bending: Achieving precise bends in tubes or pipes by drawing them around dies, suitable for applications demanding accuracy.
- Incremental Bending: Employing gradual, step-by-step bending to create complex shapes with high precision and minimized material deformation.
- Coining Bending: Applying high pressure to achieve fine tolerances and precision in bends, vital for industries requiring accuracy.
- Hot Bending: Utilizing heat to increase ductility, allowing for easier shaping of metal while maintaining structural integrity.
- Manual Bending Techniques: Employing hand-operated tools and methods, showcasing craftsmanship and artistry in creating unique bends.
Future Prospects and Trends in Sheet Metal Bending
The future of sheet metal bending is poised for advancements:
- Automation and Robotics: Further integration of automation and robotics in bending processes to enhance precision, speed, and repeatability.
- Advanced Materials: Adapting bending techniques to accommodate new materials and alloys, allowing for more innovative and sustainable designs.
- AI and Machine Learning: Harnessing AI and machine learning for predictive modeling and optimization of bending processes, enhancing efficiency and accuracy.
- Customization and Personalization: Meeting the rising demand for customized designs and personalized metal components, driving innovation in bending techniques.
- Green and Sustainable Practices: Embracing sustainable practices in bending processes, including reduced waste and energy-efficient methodologies.
As industries continue to evolve, sheet metal bending techniques will play a pivotal role in shaping the manufacturing landscape, ensuring innovation, precision, and versatility in the production of various metal components across diverse sectors.

China Sheet Metal Fabrication Company
Sheet fabrication services for mild steel, high strength low alloy (HSLA) steel, cold/hot rolled steel, galvanized steel, stainless steel, aluminum, copper and brass. Capable of fabricating parts up to 12 ft. length and +/-0.001 in. tolerance. Various capabilities include contract manufacturing,custom stamping,edge rolling, forming,top laser cutting, roll bending and welding. Finishing and secondary services such as hardware installation, tapping, deburring, cleaning, heat treating, plating, anodizing and painting available. Sheet Metal Prototype and low to high volume production runs offered.
Suitable for commercial/residential architectural, aluminum brake shape parts, wall panel systems, brackets, general flashings, rails, call button plates and ship building component parts.If you want a specific material to be used in the sheet metal fabrication process, don’t hesitate to contact us!
-

Stainless Steel Sheet Metal Fabrication
-

Aluminum Sheet Metal Fabrication
-

Copper Sheet Metal Fabrication
-

Brass Sheet Metal Fabrication
-

Steel Sheet Metal Fabrication
-

Titanium Sheet Metal Fabrication
-

Galvanized Steel Sheet Metal Fabrication
-

Mild Steel Sheet Metal Fabrication
-

Bronze Sheet Metal Fabrication
Our Sheet Metal Fabrication Applications
Be-Cu prototype offers custom sheet metal fabrication for creating structures, machines, and parts that includes:






Our Case Studies Gallery Of Sheet Metal Fabrication Parts
If you need custom Sheet Metal Fabrication parts in China from a trusted supplier, look no further. Professional service from 10 to 100000+ parts,Whether you want a small series production or large quantities,Be-Cu Prototype scale precision Sheet Metal Fabrication services according to our customers needs, including pipe,plate and tube cutting. Contact us to see how we can help you! Get a quote today!
-

Sheet Metal Fabrication Injection Molding Machine Hopper
-

Sheet Metal Fabrication Funnel For Agricultural Machinery
-

Sheet Metal Fabrication Galvanized Spiral Air Duct
-

PCS Fan Ductwork Sheet Metal Housing
-

Custom Sheet Metal Surgical Instrument Sterilization Box For Beauty Salon
-

Precision Fabrication Green Energy EV Charging Station Cabinet
-

TA1TA2 Alloy Sheet Metal Manufacturing Machinery Support Parts
-

Sheet Metal Fabrication Aluminum 5052 Medical Box For Fire Fighting