
Cnc Machining Copper C11000

Copper C11000 has excellent machinability due to its soft and ductile nature. It is relatively easy to cut and shape, which makes it suitable for CNC machining operations. However, its high thermal conductivity can lead to heat buildup during machining, requiring proper cooling methods to prevent excessive tool wear.
Copper C11000 generally provides a smooth and polished surface finish after machining. However, if a specific surface finish is required, additional post-machining processes like grinding or polishing can be employed.Copper C11000 can be machined at relatively high speeds, but caution must be taken to avoid chip buildup and tool overheating.
Make Machined Copper C110 Parts With Be-cu
Of course, you could consult an expert’s opinion to ensure you’re doing no wrong. Also, an expert could give you more insightful opinions as to the machining feasibility of your copper project. At Be-cu.com, we have a team of experts that can offer answers to any questions you have about CNC machining, including machining copper alloy.
Our experts have a deep knowledge of the CNC Copper C110 machining process. We offer various CNC machining services such as milling, turning, drilling, EDM, etc. In addition, our production processes are also ISO 9001 certified, and you can be assured of the best machined parts every time.

Industries & Applications
- Electrical And Electronic Components
- Power Transmission
- Telecommunications
- Plumbing
- Heating
- Cooling
- Electrical Wires
- Bus Bars
- Connectors
- Terminals
- Heat Exchangers
- Plumbing Fittings.
C11000 Machining Capabilities
- Swiss Machining Copper C11000
- CNC Milling Copper C11000
- CNC Turning Copper C11000
- 5 Axis Machining Copper C11000
- CNC Cutting Copper C11000
- Turn-Mill Machining Copper C11000
You can contact us by requesting a quote for any C11000 manufacturing process. One of our project managers will review your application and get a quote and DFM feedback for you within 12 business hours.
Why Choose Our Copper C110 Cnc Machining Service?
- Save time and money for your Copper C110 project but quality guaranteed.
- High productivity, outstanding efficiency and high accuracy
- A wide range of copper grades and alloy materials can be machined
- Custom complex copper cnc machined parts and components at specific tolerances
- High speed machining for prototyping and low to high volume production runs
Certifications & Quality Machining
- ISO 9001:2015 certified
- Fully compliant with the exacting requirements of our customers
- Compliance in DFARS materials sourcing requirements
- Strict compliance with PPAP and Process
- FMEA for automotive customers
- Skilled in KanBan and CMM Inspection and inventory management systems
- ITAF 16949 certified

Top Copper C110 Machined Parts & Case Studies
Cnc Machining processes such as cnc milling, turning and swiss machining are today considered the most economic way to make Copper C110 prototypes. Sometimes, however, certain non-machiningable materials are needed, and sometimes 3d printing is the only option. Our company has rich experience making Copper C110 concept models and precise functional components. Understanding the properties of different copper alloy, with lots of testing and experimentation with pre-heating, tool paths and other factors, we are able to minimize deformation on copper alloy. Be-cu prototyping company provides a range of solutions for the machining of copper parts.
-

CNC Turning-Milling Machining Copper Facial Massage Roller
-

Precision Wire Cutting Plastic Injection Mould Core
-
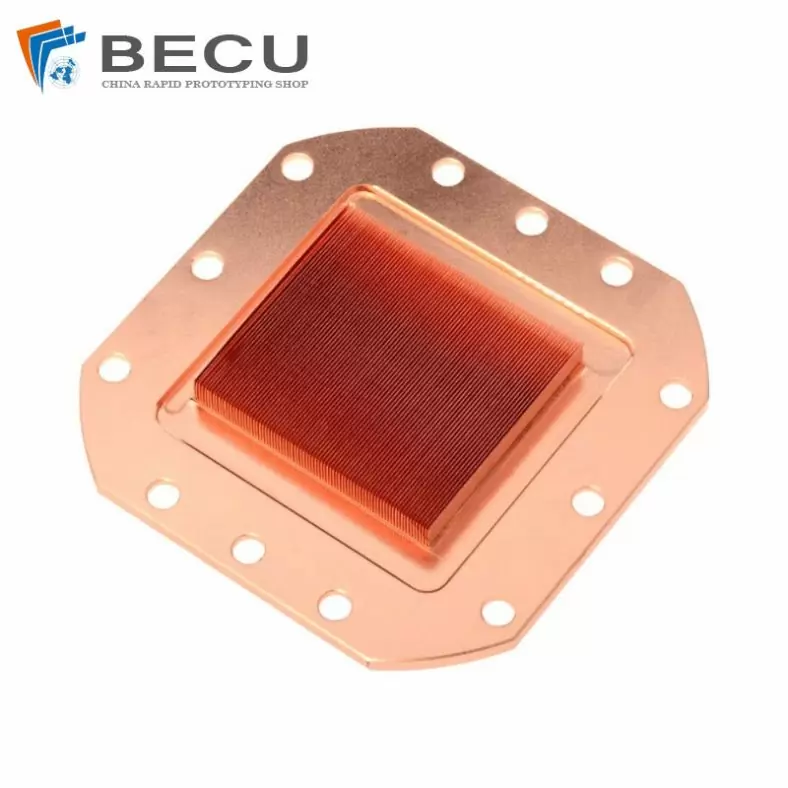
Custom Machining Copper Water Cooling Heat Sink
-

Cnc Carved Machining And Wire Cutting Copper Electrode
-

CNC Milling Automotive Audio Amplifier Base
-
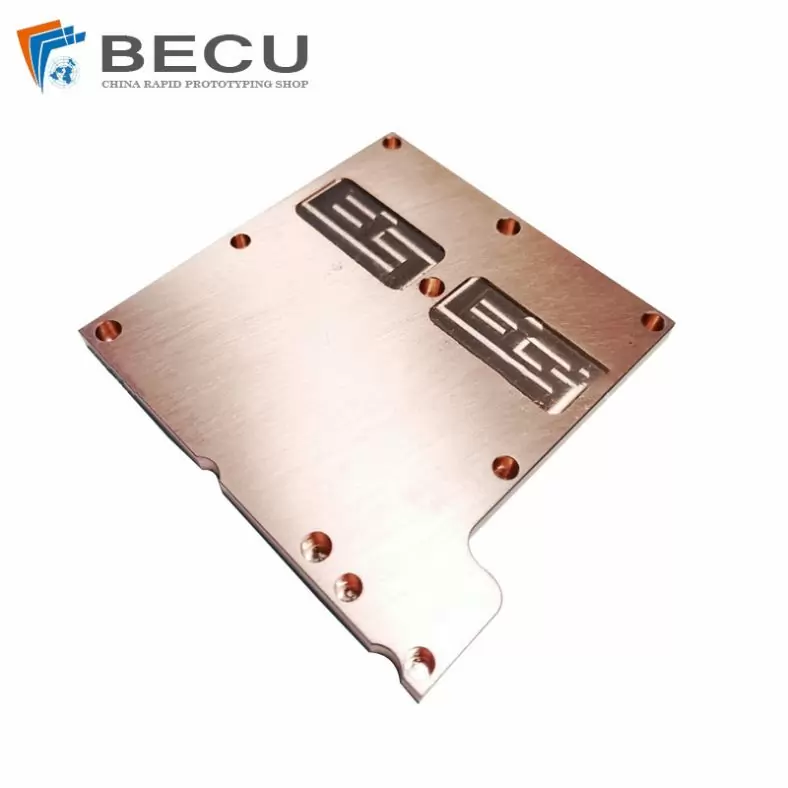
Precision Machining Heatsink Spacer Substrate
-

Precision Turning T3 Copper Machinery Parts By Polishing
-

Precision Milling Machining Chrome-Plated Copper Spare Parts
-

Precision CNC Turning N9 Copper Parts
-

Swiss Turning Gold-Plated T2 Copper Parts
-

Precision Machined Copper Die Casting Parts
-

CNC Turning New Energy Vehicle Copper Connector
The Chemical Composition Of Copper C110
Copper C11000, also known as electrolytic tough pitch (ETP) copper, is a commercially pure copper alloy. Its chemical composition typically includes the following elements:
- Copper (Cu): Minimum 99.90%
- Oxygen (O): Maximum 0.040%
- Phosphorus (P): Maximum 0.040%
These are the primary elements found in Copper C11000, with copper being the predominant component. The small amounts of oxygen and phosphorus present in the alloy are impurities that can have an impact on its mechanical and electrical properties.
Mechanical Properties Of Copper C110
The mechanical properties of Copper C11000, also known as electrolytic tough pitch (ETP) copper, can vary depending on factors such as the manufacturing process, temper condition, and any subsequent heat treatments. Below are typical mechanical properties for annealed copper C11000:
- Tensile Strength: 210 MPa (30,000 psi) minimum
- Yield Strength: 70 MPa (10,000 psi) minimum
- Elongation: 30% minimum
- Hardness: 55 HRB (Rockwell B) maximum
Note: These values represent the general mechanical properties for annealed Copper C11000. It is important to note that these properties can change with different temper conditions such as half-hard, hard-drawn, or fully annealed copper.
Heat Treatment Process Of Copper C110
- Annealing: Copper C11000 can undergo annealing, which involves heating the material to a specific temperature and then slowly cooling it to room temperature. Annealing is typically performed to relieve internal stresses, improve ductility, and enhance the machinability of the material. Annealing of Copper C11000 is typically carried out at temperatures between 450°C and 650°C (840°F to 1200°F) followed by air cooling or water quenching.
- Stress Relief: Stress relief heat treatment is performed to reduce residual stresses that may have developed during manufacturing processes such as cold working or machining. This process involves heating the material to a temperature below its recrystallization temperature (around 200°C to 300°C or 390°F to 570°F) and holding it at that temperature for a specific period, followed by slow cooling. Stress relief can help minimize distortion or dimensional changes in the material.