
What is Stainless Steel & What is it Used for

Alloy steel containing more than 12% chromium or more than 8% nickel is called stainless steel. Due to the addition of more metal elements (Cr and Ni) in alloy steel, the physical and chemical properties of the alloy are changed and the corrosion resistance is enhanced. It is not easy to oxidize and rust in air or in acid and salt solution, and still has high strength at higher temperature (> 450 OC). Therefore, it is widely used in industrial departments such as aviation, aerospace, chemical industry, petroleum, construction and food and in daily life. Stainless steel includes martensitic stainless steel, ferritic stainless steel, austenitic stainless steel, austenitic ferritic stainless steel and precipitation hardening stainless steel. The first two categories belong to chromium stainless steel, and the last three categories belong to chromium nickel stainless steel. The corrosion resistance and mechanical properties of chromium nickel stainless steel are higher than those of chromium stainless steel. Due to the poor machinability of stainless steel, it belongs to the category of difficult to machine materials.
Cnc Turning Stainless Steel Service – Stainless Steel Cnc Turning Parts Suppliers
Looking for reliable, quick-turn stainless steel cnc turning services suppliers and CNC Machined product manufacturers?
The stainless steel’s lightweight characteristic is of great importance in the production of cnc turning stainless steel parts and accessories in other industries.Stainless steel is a soft, lightweight, and durable metal, which makes it appears very common in CNC metal turning machining. The selection of sus grade is depending on your projects or applications, BE-CU is offering a number of stainless steel materials available to be machined, such as stainless steel 304, 316, 303,430FR, etc. If you need assistance in your stainless steel part design or the best economic manufacturing solution for your non-standard products, we can help you solve the problem with our full CNC turning service. Whether you want to get the stainless steel pipe, cylinder parts, or in other shapes and structures, please send us the details.

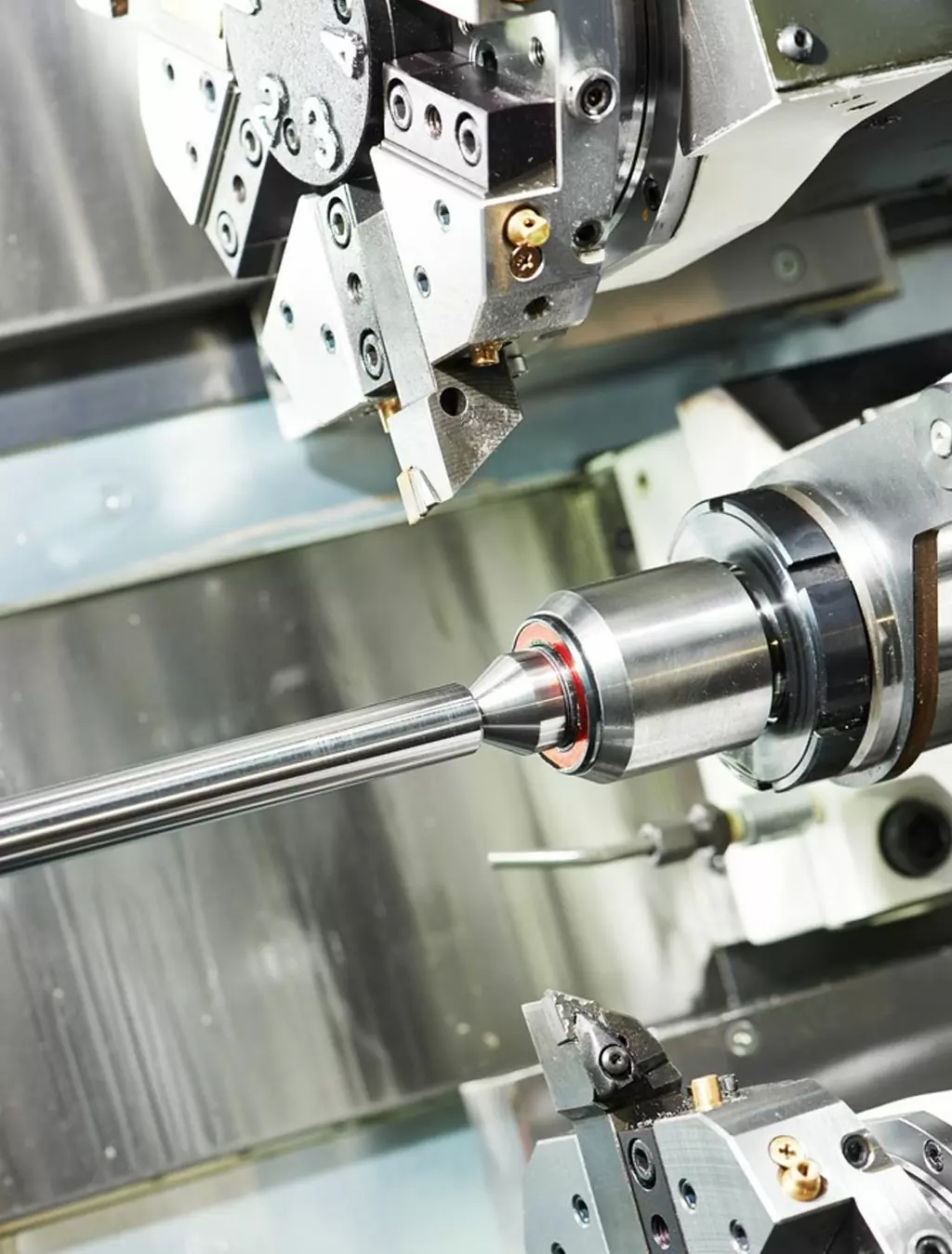
The Main Turning Characteristics Of Stainless Steel
The Cnc Turning Force Is Large, Especially Austenitic Stainless Steel
Although the hardness of this material is not high, taking the brand 1crl7ni7 as an example, its hardness HB ≤ 187, but its plasticity is very good (elongation after fracture d = 40%, reduction of area donkey = 60%), so the plastic deformation is large in the cnc turning process, which increases the cnc turning force. When the turning parameters are the same, the energy consumption of austenitic stainless steel is about 50% higher than that of low carbon steel.
Work Hardening Is Serious
Among stainless steels, the work hardening phenomenon of austenitic and austenitic ferritic stainless steels is the most prominent. They are highly plastic, and the lattice is strongly distorted during plastic deformation; At the same time, the stability of austenite is poor, and part of austenite will be transformed into martensite under the action of cnc turning force; In addition, compound impurities are easy to decompose and disperse under the action of turning heat, resulting in hardened layer during cnc turning. All these make the work hardening phenomenon more obvious.
The Tool Is Easy To Produce Adhesion And Wear.
The high temperature produced by stainless steel material in the cnc turning process makes it more compatible with the tool material. There is adhesion and diffusion between the tool and chip, which is easy to form “knife tumor”, resulting in tool adhesion and wear and reducing the service life of the tool.
The Local Temperature Of The Cnc Turning Area Is High.
This kind of material requires a large turning force and consumes a large amount of power to separate the chips, resulting in more cnc turning heat. The heat transferred to the tool can reach 20%, while it only accounts for 9% when carbon steel cnc machining. At the same time, due to the poor thermal conductivity of stainless steel (the thermal conductivity of stainless steel is about 1 / 3 of that of carbon steel), a large amount of cutting heat is concentrated on the interface between the turning area and the chip, which makes the local temperature of the turning area very high.
We can also provide a quality surface treatment process for stainless steel turning parts, including polishing, anodizing, painting, sandblasting, powder coating, and more. Our cnc turning,multi-axis turning-milling and precision swiss machining significantly increase the cnc machining possibilities of different types of stainless steel parts, achieving tight tolerances and excellent surface finish.
Certifications & Quality Machining
- ISO 9001:2015 certified
- Fully compliant with the exacting requirements of our customers
- Compliance in DFARS materials sourcing requirements
- Strict compliance with PPAP and Process
- FMEA for automotive customers
- Skilled in KanBan and CMM Inspection and inventory management systems
- ITAF 16949 certified


Why Choose Our Stainless Steel Cnc Turning Service?
- Save time and money for your stainless steel project but quality guaranteed.
- High productivity, outstanding efficiency and high accuracy
- A wide range of stainless steel aqlloy grades and alloy materials can be machined
- Custom complex stainless steel machined parts and components at specific tolerances
- High speed machining for prototyping and low to high volume production runs
Top Stainless Steel Cnc Turning Case Studies
As one of professional stainless steel cnc turning manufacturers from China, BE-CU.COM has own specialized technical staff and management team to design as your custom draws and samples, we have rich experience and understand each type of the stainless steel material characteristics. So we can offer you the best CNC turning stainless steel solution according to your requirements of stainless steel parts and products.
-

Large CNC Turning Inconel 625 Automobile Engine Camshafts
-

Swiss Machining And Bending 304 Hand Sewing Needle For Textile Machinery
-

Automatic Swiss Turning Stainless Steel 316L U-bolt
-

CNC Machining Metal Chess Pieces,Board And Sets
-

Custom Stainless Steel 316 Goblet By Turning
-

CNC Turning Stainless Steel 316 Grinding Core For Coffee Mill
-

Precision Turning Stainless Steel 4 Minute Extra Thread Faucet
-

Swiss Turning 304 Stainless Steel Medical Threaded Rod
-
Precision CNC Turning 440C Blade
-

CNC Turning 24K Gold-Plated Beauty Instrument Massage Head
-

Precision Turning Stainless Steel Beauty Salon Oxygen Injection Instrument
-

CNC Turning Diamond Dermabrasion Head Microdermabrasion Replacements Tips
The Materials Selection Of Cnc Turning Tools
According to the above turning characteristics of stainless steel, the tool material is required to have the characteristics of good heat resistance, high wear resistance and low affinity with stainless steel. At present, the commonly used tool materials include cemented carbide and high-speed steel.
Cemented Carbide Alloy
Generally, YG cemented carbide should be selected for precision cnc machining most difficult materials. It is better not to choose YT cemented carbide, especially when machining 1Crl8Ni9Ti austenitic stainless steel, class VI ‘cemented carbide should be absolutely avoided. Because titanium (TI) in stainless steel and Ti in class ⅵ 1 cemented carbide have affinity, chips are easy to take away Ti in the alloy and aggravate tool wear. YG cemented carbide has good toughness, high wear resistance and red hardness. It is more suitable for the stainless steel cnc turning materials. A large front angle can be used to make the turning light and fast; Its thermal conductivity is also good; At the same time, the chip and the tool are not easy to bond, which is more suitable for precision cnc machining stainless steel materials. It is worth noting that there is a kind of cemented carbide with ultra-fine grain (the average grain size is below 1 foot). As long as reasonable geometric parameters and turning parameters are selected, it can successfully complete various processes from rough machining to finish turning of stainless steel, and it is especially suitable for working under the condition of low turning speed (less than 50 ~ 60 RAM / rain). The typical brands are YHL, yh2 and y}i3.
High Speed Steel
When the shape, size and structure of the workpiece are inconvenient to use cemented carbide tools or cemented carbide tools are easy to be damaged, high-performance high-speed steel tools shall be selected. The tool durability of ordinary high-speed steel (such as W18Cr4V) is very low and does not meet the needs. New high-speed steel tools can be used, such as cobalt containing high-speed steel (such as w2m09cr4vc08), aluminum containing superhard high-speed steel (such as W6 ^ selenium c14v2m), nitrogen containing high-speed steel (w12h103c14v3n), etc.
Influence Of The Particularity Of Stainless Steel Itself On CNC Machining
Different types of stainless steel have different CNC cutting difficulties due to different mechanical properties and chemical compositions. Some stainless steels are difficult to achieve satisfactory surface roughness during cutting; while some stainless steels are easy to achieve the required surface roughness, but the tools are particularly easy to wear during the cutting process. After summarizing, the main reasons why all kinds of stainless steel are difficult to cut are as follows:
High thermal strength and toughness are not suitable for CNC high-speed cutting. The hardness and tensile strength of austenitic stainless steel and martensitic stainless steel are not high, only equivalent to No. 40 steel, but the elongation, reduction of area and impact value are relatively high. For example, the elongation of 1Cr18Ni9Ti is 210 (percentage) of No. 40 steel, so it is not easy to be cut off in the process of CNC high-speed cutting, and the work consumed during cutting deformation is quite large. Relatively speaking, the strength of stainless steel decreases less at high temperature. For example, the lasting strength of No. 45 steel is 7kg/mM2 at 500°, while the lasting strength of 1Cr18Ni9Ti remains at 19-24kg/mM2 at 550°. Practice has proved that under the action of the same cutting temperature, stainless steel cnc machining is more difficult to process than ordinary carbon steel, and its high thermal strength is an extremely important factor.
A strong tendency to work hardening is not good for CNC turning. In the process of CNC high-speed turning, due to the extrusion of the tool tip to the workpiece material, the metal in the cutting area is deformed, the intragranular slip occurs, the lattice is distorted, the structure is dense, and the mechanical properties also change. Generally, the cutting hardness It can also be increased by 2 to 3 times. The depth of the work-hardened layer after CNC cutting can vary from tens of microns to hundreds of microns, so the work-hardening phenomenon produced by the previous pass hinders the cutting of the next pass, and the high hardness of the work-hardened layer causes the tool Especially easy to wear.
The strong adhesion of chips and poor thermal conductivity have an impact on CNC cutting. In the CNC cutting process, the cutting chips are easily adhered or fused firmly to the tool tip and the cutting edge, forming a built-up edge, which causes the surface roughness of the workpiece surface to deteriorate, and at the same time increases the vibration during the cnc turning process and accelerates the tool. wear. Moreover, a large amount of cutting heat cannot be conducted in time, and even the heat generated by cutting cannot be conducted to the whole chip, resulting in the total heat input to the tool 3 to 5 times more than that of ordinary carbon steel, causing the cutting edge to lose cutting performance at high temperatures. . In the process of CNC turning, a large amount of heat energy generated cannot be quickly discharged, and will inevitably be transmitted to the tool, which will increase the temperature of the cutting part. At the same time, due to the difficulty of chip removal, especially the continuous chipping, the chipped chips are crowded, especially the inner hole is cnc machined, and the chip jamming is more serious. In addition, due to the limitation of the shape of the thread section and the poor strength of the tool itself, it is easy to generate vibration during stainless steel machining, and the tool tip is easily burned out due to excessive local temperature or cracked due to excessive vibration during the cutting process.
The Problems And Countermeasures Of CNC Turning Stainless Steel Tools
The surface roughness of the thread after CNC cutting is too poor, the phenomenon of fish scale mottled corrugation and knife gnawing are the most common phenomena encountered in stainless steel thread turning. The reasons for these phenomena are:
- The clearance angle of the two sides of the thread turning tool is too small, and the friction between the two sides of the blade and the rear thread surface deteriorates the machined surface. The influence of the thread rotation angle on the actual clearance angle of the two sides must be considered during cnc machining.
- The rake angle of the thread turning tool is too small, the cutting edge is not sharp enough, and the chips cannot be cut off smoothly, but are partially squeezed or torn off, which must cause the thread surface to be very rough. When the rake angle is too large, the strength of the blade is weakened, and it is easy to wear, crack, and tie the knife, which is more likely to cause vibration and cause ripples on the thread surface. Therefore, the appropriate rake angle should be selected according to the different materials of stainless steel. When turning stainless steel threads resistant to concentrated sulfuric acid, a smaller rake angle should be used than turning 2Cr13 stainless steel threads, and the cutting edges on both sides of the turning tool should have narrow margins to avoid rapid wear of the cutting edges. When cutting 2Cr13, 1Cr17, 4Cr13, the cutting edge should be as sharp as possible, otherwise it is not easy to achieve the required good surface roughness.
- The blade of the thread cutter is blunt, and the actual rake angle and relief angle change from large to small, and the chips are severely squeezed during the formation process, which increases the cutting force during the cutting process and intensifies the vibration, and the machined surface deteriorates seriously. Therefore, when turning stainless steel threads, the cutting edge must be kept sharp at any time, and the cutting head must be replaced in time.
- The thread turning tool is not fixed firmly, the tool head is too long, the rigidity of the tool holder is not enough, or the machine tool accuracy is poor, the spindle is loose, the tool holder is loose and other factors will cause vibration and cause ripples on the thread surface. Therefore, care must be taken to operate the machine tool, tool and workpiece during operation, so that the system has sufficient rigidity. When installing the turning tool, in addition to ensuring that the installation is firm and not loose, the tip of the turning tool should be slightly higher than the center of the workpiece by 0.2 to 0.5mm, and must not be lower than the center to avoid sticking the tool.
- The straight-forward method should be avoided when turning threads. Due to the long contact length of the chips on the left and right sides, it is easy to generate vibration, which increases the load on the tool tip, causes vibration and increases the resistance during chip removal, and scratches the machined surface. hurt. Therefore, for the cnc machining of stainless steel threads, it is best to use the method of cross-cutting threads. This method adopts alternate side feed, especially for the cutting of large pitch threads and viscous materials, which is the most effective measure to solve the vibration problem. Since the cutting edges are used crosswise on the left and right, the wear is uniform and the service life of the tool can be extended.
- The matching degree of cutting amount in the process of CNC thread cutting directly affects the cnc machining efficiency. If the cutting amount is too small, it will increase the wear of the tool, and if the cutting amount is too large, the tool will be broken, so the number of feeds and the amount of feed per cut will have a decisive influence on the turning thread. For optimum tool life, the workpiece diameter should not be greater than 0.14mm larger than the major thread diameter, and feeds less than 0.05mm per tool should be avoided. The total cutting amount of cnc machining should be set at about 0.1mm, the first depth of cut should be 150 ~ 200 (percent) of the nose radius (R), and the maximum should not exceed 0.5mm. For austenitic stainless steel, it should be avoided. If the feed per tool is less than 0.08mm, the ordinary edge inserts with small nose radius for internal threading may increase the number of cuts as the depth of the tool decreases.
After CNC cutting, the thread size is unstable. After thread machining, the “through end” of the external thread cannot be measured with a thread ring gauge, or there are phenomena such as inconsistent tightness before and after and the “stop end” part passing through. The reasons for these ills:
- – The thread profile is incorrect. Even if the pitch diameter of the thread has reached the specified size, the thread ring gauge and plug gauge may still not be screwed.
- – The thread is inverted. When measuring with a thread gauge, there is often a phenomenon that is limited by directionality, that is, it is tightened from one end and loosened from the other end, and even the “through end” fails to pass but the “stop end” passes Phenomenon.
- – If the bottom diameter of the internal thread is too small, or the bottom diameter of the external thread is too large, the thread gauge will not be screwed in. This is because the turning tool wears and becomes dull, and there is extrusion during the cutting process, which makes the outer thread of the thread. The result of extruding burrs on the diameter or inner diameter.
- – When turning an internal thread with a small diameter, the rigidity of the turning tool holder is limited by the size, and it is easy to produce “bend the tool” during the turning process, and even the large size of the four parts causes local tolerance.
- – When turning a slender screw, due to the poor rigidity of the workpiece, deformation occurs during the turning process, resulting in a dimensional error on the thread.
- – When turning the internal and external threads of thin-walled workpieces, local deformation of the workpiece will occur due to the influence of force and cutting temperature, and local tolerances of the threads will also occur. Therefore, in order to solve the problem of “the thread gauge cannot enter”, corresponding measures must be taken for the above reasons, mainly from the aspects of correct installation and suitable workpiece clamping.
The Subtle Effect Of Cooling Lubricant In NC Cutting Thread
Reasonable use of lubricating fluid can improve cutting conditions and achieve multiplier effect with half the effort. When CNC cutting stainless steel threads, pay attention to:
To Understand The Special Requirements Of Cooling Lubricants
- – Due to the high toughness of stainless steel and the difficult separation of cutting, the coolant is required to have high cooling performance to take away a large amount of heat.
- – Due to the high viscosity and high fusion, it is easy to generate built-up edge in the thread cutting process, so the coolant should have high lubricating performance.
- – The coolant is required to have good permeability, which can penetrate into the fine crevice line of the metal area during cutting, so that the chips can be easily broken off.
- – There must also be a certain washing function.
Use Several Suitable Coolants
- – Vulcanized oil has good cooling performance and lubricating performance, and can be divided into direct and indirect according to the different preparation methods. The formula of direct fluidized oil is: mineral oil 98 (percent), sulfur 2 (percent). The formula of indirect sulfurized oil is: mineral oil 78 (percent) to 80 (percent), black motor oil, vegetable oil 18 (percent) to 20 (percent), sulfur 1.7 (percent).
- – No. F43 engine oil is suitable for cooling and lubricating fluid for stainless steel cutting, and has the best effect on stainless steel threads. Its formula is: No. 5 high-speed motor oil 83.5 (percent), calcium petroleum sulfonate 4 (percent), barium petroleum phosphate 4 (percent), oxidized petroleum barium soap 4 (percent), dioxane Zinc thiophosphate 4 (percent), disulfide 0.5 (percent).
- – Vegetable oil such as soybean oil is beneficial to obtain better thread surface roughness and prolong the service life of the tool when turning threads.
To sum up, whether it is martensitic stainless steel, ferritic stainless steel or austenitic stainless steel, or even austenitic + ferritic stainless steel, corresponding cnc machining methods should be formulated according to different metallographic structures. In order to achieve the ideal cnc machining effect and create more economic and social benefits.