The technological advantages of spinning in forming thin-walled, lightweight, high-strength, high-precision rotary components with excellent fatigue resistance are irreplaceable.
The aerospace industry has promoted the deepening of spinning technology, providing an opportunity for the development of specialized spinning equipment.
The mass production of spinning products imposes higher demands on the precision, functionality, reliability, and automation of spinning machines, making power spinning increasingly important in the field of aerospace manufacturing.
Heavy Gauge CNC Spinning – Power Spinning and Its Advantages
Power spinning, as a new process in modern plastic forming, has significant advantages in producing thin-walled, high-precision rotary components:
- Increased Strength and Hardness: After power spinning, the strength and hardness of the material increase by about 35% to 45% compared to the parent material. Therefore, power spinning can effectively reduce the design wall thickness of components, reduce weight, and significantly improve fatigue performance.
- Integral Forming Technology: Power spinning belongs to integral forming technology, where the formed components have no seam welds, thereby improving the overall performance of the components, especially their fatigue life.
- Material Efficiency and Cost Reduction: Power spinning is a chipless processing method that improves material utilization and reduces production costs.
- Defect Detection: Due to the high thinning rate, power spinning can effectively detect metallurgical defects in the parent material, which may not be as evident or even detectable by other non-destructive testing methods like ultrasound.
- Tight Tolerances: Power spinning produces components with smaller dimensional and geometric tolerances.
- Reduced Tooling Costs: Power spinning involves incremental forming, which eliminates the need for a complete set of molds, thus significantly reducing tooling costs and manufacturing cycles.
- Low Overall Deformation Force: Although the unit pressure on the contact surface is high, the contact area between the spinning roller and the workpiece is small, resulting in a lower overall deformation force and machine tonnage compared to other pressure forming methods.
- High Degree of Deformation: Power spinning involves axial drawing, with the material in the deformation zone subjected to biaxial or triaxial compressive stress, allowing for a higher degree of deformation.
Due to these advantages, especially the improvement in strength, hardness, and fatigue resistance after power spinning, this technology has been widely applied in the manufacturing of aerospace components.
Application of Power Spinning Technology in Aerospace Manufacturing
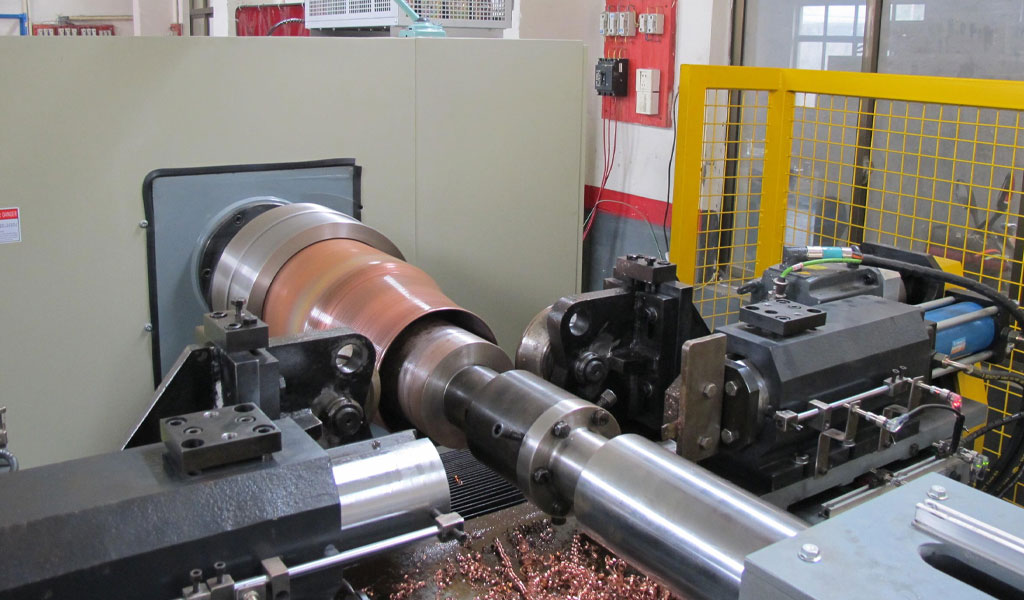
Spinning technology has already achieved widespread application in the aerospace manufacturing sector. In aircraft, various nose cones, auxiliary fuel tanks, air intakes, gas cylinders, struts, and actuating cylinders are formed using spinning (Figure 1). In engines, parts like propeller caps, casings, lip intake cones, and exhaust nozzles (Figure 2) are partially formed using spinning technology. These components are structurally complex, made of special materials, and have large dimensions. The use of spinning technology improves the overall integrity of structural components, reduces weld seams and deformation, and lessens the manual straightening workload. More importantly, since cnc metal spinning increases material strength, it allows for the reduction of component design wall thickness, thereby reducing the overall weight of the machine and enhancing reliability.
Power spinning of auxiliary fuel tanks is particularly advantageous. The auxiliary fuel tanks are 2-3 meters long, and traditional manufacturing involves forming in sections and then welding, with more than six sections required. As a result, there are more than a dozen weld seams in the entire auxiliary fuel tank, leading to significant welding deformation and requiring extensive straightening processes, resulting in a long manufacturing cycle. By dividing the auxiliary fuel tank into two symmetrical parts and using power spinning to form them from thick plates in two stages before welding in the middle, the original more than ten weld seams are reduced to just one, significantly improving the precision and overall strength of the auxiliary fuel tank while reducing manufacturing cycles and tooling costs.

Aircraft contain various gas cylinders, which are either spherical or cylindrical. These gas cylinders operate under very high pressures, with some reaching up to 45 MPa. To meet these pressure requirements while reducing cylinder weight, these structures consist of metal liners wrapped externally with composite materials. The metal liners are made of materials like stainless steel, titanium alloy, or aluminum alloy. Traditionally, spherical and cylindrical gas cylinder liners are manufactured by forging a thick-walled blank of about 30 mm and then machining it down to a final wall thickness of 1.5 to 2.5 mm. This process has a material utilization rate of about 3%, leading to significant material waste, long processing cycles, and high manufacturing costs. Additionally, the large wall thickness from forging often results in uneven internal structures, and the machining process disrupts the integrity of the metal fiber flow, reducing the fatigue life of the product.
By using power spinning to form the gas cylinder liners, the sheet metal blank can be shaped to the required dimensions and shape in just 1-2 stages of power spinning, greatly reducing or even eliminating the need for machining and extending the liner’s product life. For cylindrical gas cylinders, conventional spinning can be used in combination with power spinning to form the liner integrally, eliminating weld seams, and achieving a material utilization rate of over 90%.
Spinning Forming of Difficult-to-Deform Materials such as Titanium Alloys and High-Temperature Alloys
For decades, spinning materials have primarily focused on low-carbon steel, stainless steel, aluminum, and their alloys. However, with the rapid development of the aerospace industry, the demand for strong spinning of other difficult-to-deform materials, such as titanium alloys and high-temperature alloys, has gradually increased. Titanium alloys, in particular, have poor plasticity and high deformation resistance at room temperature, making strong spinning processing extremely challenging under such conditions. Domestic studies have conducted room temperature strong spinning experiments on materials such as TC4 and Ti-15-3, but due to the low plasticity of TC4 at room temperature and the combined effects of various process parameters, the experiments often resulted in cracking or other severe defects.
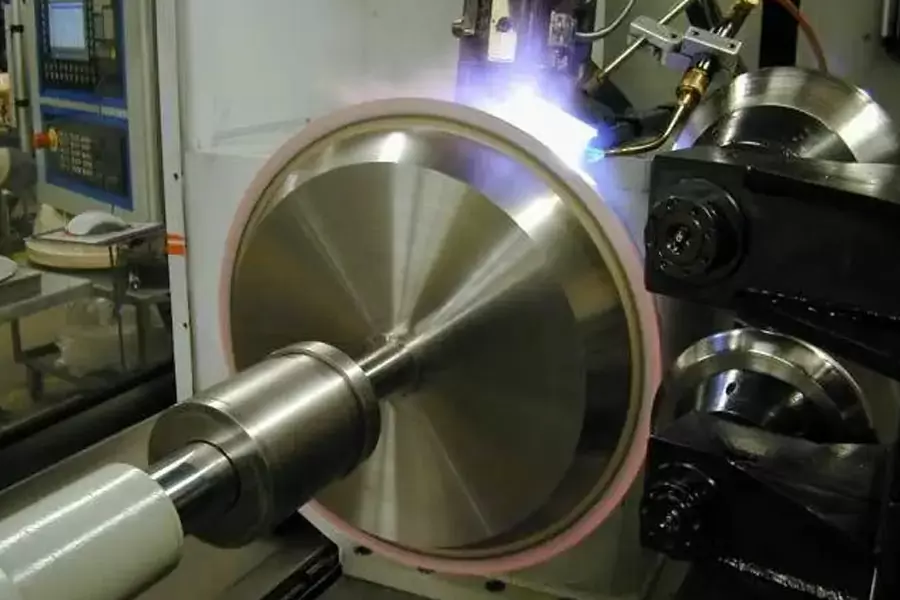
Using hot spinning (Figure 3) for titanium alloy materials has overcome the challenge of high deformation resistance at room temperature, resolved the issue of severe work hardening during processing, and enabled stable medium-to-small batch production of thin-walled titanium alloy rotational parts. In aircraft engines and missiles, there are many titanium alloy cylindrical and conical parts as well as other special-shaped parts, which were previously formed using rolling and welding methods. For example, a certain component is currently formed by rolling and welding a TC1 plate with a thickness of 1.2mm. If TC4 is used instead of TC1, the workpiece can achieve better strength and heat resistance. Additionally, because of the increased strength, the design wall thickness can be reduced, achieving weight reduction. Moreover, using strong spinning instead of rolling and welding for forming the difficult-to-deform TC4 avoids the defects caused by weld seams along the generatrix, refines the material grain structure, and increases strength, further reducing wall thickness and weight. Currently, in some models, to meet the requirements of weight reduction and heat resistance for supersonic flight, spinning-formed titanium alloys are used to replace the original aluminum alloy and high-strength steel spinning parts.
High-temperature alloys are mostly solid solution strengthened nickel-based oxidation-resistant alloys that possess good plasticity and moderate thermal strength below 900°C, making them suitable for manufacturing main combustion chambers that work long-term below 900°C, such as afterburner components (Figure 4) and guide vanes. However, these materials have high deformation resistance at room temperature and are prone to severe springback.The manufacturing of thin-walled rotational parts from high-temperature alloys by conventional machining methods is characterized by low strength, poor reliability, and material waste.

Spinning forming can effectively avoid these drawbacks.During strong spinning of high-temperature alloys, attention must be paid to the material’s structural performance characteristics, and the strong spinning process must be carefully arranged. By conducting appropriate annealing processes on the blanks, a suitable blank structure for spinning can be obtained.
Process experiments, numerical simulation techniques, and theoretical analysis optimize the spinning process flow and parameters, analyze the structural performance of finished parts, and summarize the relationships between spinning process parameters, geometrical shapes of finished parts, and structural performance. Controlling the heating temperature during spinning of high-temperature alloys is particularly important. If the temperature is too low, the material’s deformation resistance becomes extremely high, and cracks or other defects can easily occur at the edges of the blank, leading to blank failure. Domestic exploration into spinning forming of magnesium alloys has been conducted preliminarily, given the hexagonal close-packed structure of magnesium alloys, which makes room temperature plastic forming difficult.
Currently, magnesium alloy forming is mainly casting-based, especially for die-cast parts with simple shapes and low dimensional accuracy. However, the plastic forming performance of magnesium alloys significantly improves above the recrystallization temperature. Due to the narrow forming temperature range and the fact that spinning forming is conducted in an open, large space, the challenges of magnesium alloy spinning forming are even greater. Domestic research has carried out preliminary exploration into magnesium alloy spinning forming, including determining the optimal preheating temperature and forming temperature for spinning, conducting process experiments on thinning rates, spinning roller feed speeds, and spindle speeds of spinning machines at different temperatures, and summarizing the effects of different forming temperatures on the mechanical properties of magnesium alloys, as well as the effects of different temperatures and forming process parameters on the microstructure of magnesium alloys.

Titanium-aluminum alloys are increasingly mature and widely used new materials.These materials have been initially applied in aircraft engines. Ti2AlNb is an advanced material, developed in the past decade, and is a TiAl-based intermetallic compound. It has higher usage temperature, creep resistance, and high-temperature strength, while its density and thermal expansion coefficient are significantly lower than nickel-based high-temperature alloys, making it the preferred lightweight, high-temperature-resistant material for high-performance engines. These materials have low plasticity at room temperature and must be formed at high temperatures, with a narrow forming temperature range and challenging heating and temperature control. The current forming methods for these parts mainly involve forging and machining, resulting in significant material waste and little improvement in the structural performance of parts. Domestic research has explored the spinning forming process of these materials, measuring the structural performance of the materials after spinning and laying a good foundation for the widespread application of thin-walled rotational parts made of these materials in engines.
Current Status of Spinning Equipment Development in China
China’s history of manufacturing spinning equipment dates back to the 1960s. Due to the historical conditions at that time, spinning machines were all hydraulically replicated, with low manufacturing precision and poor performance of hydraulic control components, resulting in low overall performance and reliability of the machines. For complex-shaped parts with many processing steps and complex tool paths, hydraulically replicated spinning machines exposed shortcomings such as low processing efficiency and other functional deficiencies. However, the greatest advantage of these machines is their durability, resistance to impact and vibration, and ability to withstand overloads, making them suitable for various harsh working conditions. After continuous maintenance and modifications, many of these machines are still undertaking a large number of scientific research and production tasks and have contributed to China’s aerospace industry for more than 30 years.
At the end of the 1990s, with the development of computer technology and the extensive use of imported components, a new generation of spinning equipment integrating the most advanced international CNC systems, hydraulic systems, mechanical components, and various components was designed and manufactured, completing the transition from hydraulic replication to full digital control in domestic spinning equipment. These devices have the following features:
- The CNC system widely adopts the most advanced and popular CNC systems internationally, such as the Siemens 840D, with many control axes, high precision, and stable and reliable performance.
- The hydraulic system uses servo valves or proportional servo valves with high frequency response and full closed-loop control. Especially proportional servo valves, which combine the advantages of proportional valves and servo valves, have become the ideal control components for CNC spinning machines for electric-hydraulic conversion.
- The spindle system uses AC frequency conversion or DC speed control inverters, with imported components that enable constant linear speed control.
- Imported spindle bearings, imported rolling guides, and other rotating transmission components are used to improve the precision and reliability of the entire equipment.
- Various displacement and position feedback components, such as grating rulers and rotary encoders, also adopt internationally recognized brands known for high precision and reliability.
Thanks to the adoption of the most advanced CNC systems, hydraulic systems, mechanical components, and manufacturing techniques, the overall level of domestic spinning machines has reached the level of early 21st-century international standards.
The manufacturing mode of domestic spinning machines is consistent with that of international spinning machine manufacturers. Compared with imported spinning equipment, domestic spinning machines have price advantages, maintenance and after-sales service advantages, and process service advantages.

Over the past 20 years, China has designed and manufactured over a hundred CNC spinning machines of various types (Figure 5). These include single-roller general spinning machines, double-roller general and strong spinning machines, three-roller strong spinning machines, various special-purpose spinning machines such as vertical belt pulley spinning machines, aluminum alloy gas cylinder spinning machines, steel gas cylinder necking spinning machines, head forming spinning machines, fan blade forming flanging spinning machines, ball spinning machines, and internal spinning special spinning machines. The processing range of these machines covers diameters from 50mm to 2600mm, with a maximum part height of 5m. The most critical parameter of spinning machines, the radial spinning force, has reached a maximum thrust of 1000kN per roller.
Large Vertical CNC Power Spinning Machine
As flight speeds increase, cruising ranges extend, and range requirements rise, the aerospace industry demands larger specifications for components, such as larger diameters, roller thrusts, and center distances for power spinning machines. In response, when formulating the “High-End CNC Machine Tools and Basic Manufacturing Technology” national project, large vertical CNC power spinning equipment was included. Compared to existing domestic equipment, the large CNC power spinning machine has the following features:
- The spinning machine’s rotational diameter has significantly increased compared to existing spinning machines in China, with a rotational diameter reaching 2600mm, expanding the processing range of spun parts.
- The roller thrust has been increased. While the roller thrust of existing spinning equipment in China is 600kN, the newly developed spinning machine has a roller thrust of 1000kN.
- Most existing spinning machines in China are of horizontal structure. The newly developed spinning machine has a vertical structure, making the machine’s main stress distribution more reasonable.
- It features fully digital control, advanced control modes with high precision, full closed-loop control for axial movements, and video monitoring.
The development challenges of the large CNC power spinning machine include not only providing the enormous pressure of a large press but also achieving the high precision of a CNC machine tool. This large CNC power spinning machine not only features high drive torque and 1000kN spinning pressure but also meets the high static and dynamic precision standards of high-end CNC machine tools. It can process parts with a diameter of up to 2600mm, spindle speeds of 20-100 rpm, and a rotational diameter of up to 2600mm. The total weight of the equipment is approximately 600 tons, with a height of about 13 meters and a footprint of 18m x 20m. This equipment is also the largest spinning machine in Asia. Its successful development will significantly enhance China’s ability to manufacture thin-walled cylindrical parts.
During the development of the large vertical CNC power spinning machine, several key technologies were addressed: strength and stiffness analysis and optimization of ultra-large tonnage structural components, hydraulic servo closed-loop drive control technology for large CNC power spinning machines, multi-axis hydraulic drive position closed-loop synchronous control within the CNC system, and precise positioning of coordinate points, electro-hydraulic piston positioning points, and workpiece positioning.The development of the large vertical CNC power spinning machine took several years, during which time issues such as the casting and machining of the spindle box, large component welding technology, and high-precision large spindle machining were resolved.
By the end of 2011, the electromechanical and hydraulic systems were successfully tested together (Figure 6), and the machine successfully spun a large, ultra-high-strength steel cylindrical part with a diameter of 2m, a height of 3m, and a wall thickness of 4mm, meeting all the technical requirements outlined in the project specification.
The successful development of the large CNC power spinning equipment has broken the technological blockade imposed by foreign countries and marks a new level in the design and manufacture of large, high-precision CNC pressure processing equipment in China.
Outlook
Spinning technology originated in China and developed in Europe. For decades, there has been a significant gap between China’s spinning processes and equipment compared to developed countries. However, over the past 20 years, with the development of the aerospace industry, China has made significant progress in various areas, including spinning of complex profiles and structures, spinning of difficult-to-deform materials, and the development of high-precision large CNC power spinning equipment, narrowing the technological gap with developed countries. The process advantages of spinning technology in forming thin-walled, lightweight, high-strength, fatigue-resistant rotational components are irreplaceable. The aerospace industry has driven the deepening of spinning technology and provided opportunities for the development of specialized spinning equipment. The large-scale production of spinning products places higher demands on the precision, functionality, reliability, and automation of spinning machines. Power spinning technology will play an increasingly important role in the aerospace manufacturing sector.
The Shapes Achieved Of Metal Spinning Parts
Simple shapes are easy to make in less time. But for complex shapes, it requires more time because it increases steps as per the block shape.
In addition to metal spinning, Be-cu.com also offers in-house tooling, welding, abrasive polishing and hydroforming, helping to drive down your costs and streamline production. Quicker turnaround times and lower costs are two of the most attractive advantages of metal spinning. The ability to form very thick components and large diameters with uniformity and high quality at low and high quantities, are more appealing reasons to consider metal spinning.To find out if metal spinning would be beneficial for your application or end product, contact us today.
- Domed
- Flanged
- Domed with flange
- Dished
- Semi elliptical
- Hemisphere
- Flanged, dished and flued
- Trumpet






The Detail Of BE-CU Metal Spinning Company
At Be-cu.com, we use a variety of materials for metal spinning such as cold rolled steel, hot rolled steel, aluminum spinning, stainless steel spinning, brass, copper spinning and exotic metals such as titanium and inconel. Be-cu Metal Spinning Section specializes in the forming of stainless steel. With our automated metal spinning lathes and the capabilities of our deep drawing, stamping and welding equipment, our ability to form your part to your specifications and within your budget are realistic. Be-cu Metal Spun Company has over 30 years of metal forming experience and has used the large metal spinning technology for a variety of industries such as aerospace, automotive, military, ordnance, plastics, lighting, pharmaceuticals, dairy, etc…
We have engineers on staff with metal spinning expertise to help guide you on designing a custom part and choose the optimal process to produce high quality spun parts at a competitive and affordable price. Tooling is custom made to form parts to your configuration.