
With the development of science and technology and the improvement of manufacturing level, curved parts and curved molds are more and more widely used in the industrial field. When machining curved parts, milling is usually used for machining. So what should be paid attention to when milling curved surfaces? Be-cu.com believes the following points should be noted:
Matters Needing Attention When Assembling The Milling Machine Fixture
- In order to improve the stability of the milling machine fixture installed on the machine tool and the seismic performance under dynamic conditions, the structure of various devices should be compact, the center of gravity of the fixture should be as low as possible, and the contact area between the clamping body and the machine tool table should be large.
- Use milling machine to improve production efficiency (short cutting time). When designing fixtures, consider how to quickly install the workpiece to shorten the auxiliary time. Generally, the fixtures are provided with components to determine the position and direction, so as to quickly adjust the fixtures, The relative position of the machine.
- When assembling the milling machine fixture, the outflow of chips and the convenience of cleaning should also be considered. A large amount of chips are generated during milling, and there should be enough space for chip removal. For large fixtures, chip removal ports and chip grooves should be considered; protective covers should be added to the parts and spaces that are not easy to remove chips. The cutting fluid is used during machining, and the flow direction and recovery of the cutting fluid should be considered in the design of the clamp. For heavy-duty milling machine fixtures, in order to facilitate handling, lifting rings, etc. should also be provided on the clamping body.
Matters Needing Attention In The Process Of Milling Curved Surface
1. Rough Milling
When rough milling, according to the allowance given by the curved surface to be processed, use the end mill to mill the contour curved surface layer by layer. This kind of rough milling has high efficiency. The rough milled curved surfaces resemble terraces on a hillside. The height of the step depends on the roughing accuracy.
2. Semi-Finishing Milling
The purpose of semi-finishing milling is to remove the steps of the “terraced field”, so that the curved surface to be machined is closer to the theoretical curved surface. Usually, a ball-end milling cutter is used, and a machining allowance of about 0.5 mm is generally reserved for the finishing process. Semi-finishing has a larger row and step than finishing.
3. Finish Machining And Finally Process The Theoretical Curved Surface
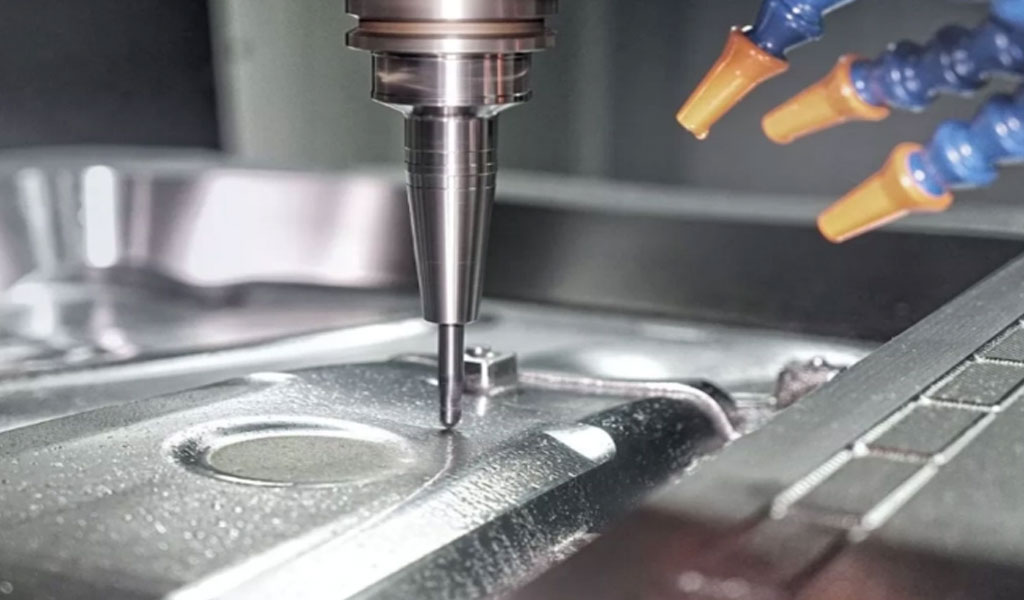
When finishing a curved surface with a ball end mill, the row cutting method is generally used. For parts with better openness, the turning point of the line cut should be selected outside the curved surface. That is, when programming, the curved surface should be extended outwards. For the curved surface of the part with poor openness, due to the change of cutting speed during the return, it is easy to leave tool marks caused by pause and vibration on the machined curved surface and the blocking curved surface. Therefore, when machining and programming, one is to reduce the feed rate when turning back; the other is that when programming, the turning point of the machined curved surface should be slightly away from the blocking curved surface. The intersecting line between the curved surface and the blocking curved surface should be processed separately by a root clearing program, so that the processed curved surface and the blocking curved surface can be smoothly connected without producing large tool marks.
4. Properly Increase The Spindle Speed
When the ball end milling cutter is milling a curved surface, the cutting speed at the tip is very low. If the ball cutter is perpendicular to the machined curved surface and milling a relatively flat curved surface, the curved surface quality of the ball cutter tip is relatively poor, so The spindle speed should be appropriately increased, and cutting with the tool tip should be avoided.
5. Avoid Vertical Cutting
There are two types of flat-bottomed cylindrical milling cutters, one is that there is a top hole on the end face, and the end edge is not in the center. The other is that there is no top hole on the end face, and the end blades are connected and over the center. When milling curved surfaces, an end mill with a center hole must never feed vertically downward like a drill, unless a process hole is pre-drilled. Otherwise, the milling cutter will be broken off. If an end knife without a top hole is used, the knife can be fed vertically downward, but because the angle of the blade is too small and the axial force is large, it should be avoided as much as possible. The best way is to feed the knife diagonally downward, and then use the side edge to cut laterally after entering a certain depth. When milling the groove curved surface, the process hole can be reserved for cutting. Although the effect of vertical feeding with a ball end mill is better than that of a flat-bottomed end mill, it is also best not to use this cutting method because the axial force is too large and affects the cutting effect.
6. If There Is Any Abnormal Phenomenon, The Machining Should Be Stopped In Time
In the milling of curved surface parts, if it is found that the heat treatment of the part material is not good, there are cracks, and the structure is uneven, the machining should be stopped in time to avoid wasting man-hours.
7. Check Before Machining
When milling the complex curved surface of the mold-type workpiece, it generally requires a long cycle. Therefore, the machine tool, fixture and tool should be properly checked before each start-up milling, so as to avoid failure in the middle, affecting the machining accuracy, and even causing waste. .
8. Properly Grasp The Filing Allowance
When milling a mold-type workpiece, the trimming allowance should be properly controlled according to the roughness of the machined curved surface. For the parts that are difficult to be milled, if the curved surface roughness of the machined curved surface is poor, it is necessary to leave more allowance for repairing files; and for the parts that are easy to machine such as planes and right-angle grooves, the curved surface roughness value should be reduced as much as possible, and the repairing work should be reduced as much as possible. To avoid affecting the accuracy of the workpiece curved surface due to large-area repairing.
Of course, the most important point is the selection of tools. A tool with good material can quickly improve the machining efficiency and productivity of CNC machining, and achieve more with less effort.








The Detail Of BE-CU Cnc Machining Shop
BE-CU.COM – As an accomplished CNC machining Service Manufacturer and CNC shop, BE-CU Prototype has been specialized in OEM CNC lathing, custom CNC machining parts production and rapid CNC machining services China for over 35 years and always maintaining the highest standard in delivery speed and reliable quality of precision CNC manufacturing components. With the help of high-level technology and efficient equipment, as well as rigorous attitude, BE-CU passed the ISO9001:2015 quality certification, which supports the long-term development of CNC milling services, CNC turning services, CNC milling-turning, CNC drilling services, 3/4/5 axis machining, gear machining services, CNC machining China custom parts and service, small parts machining, etc.Our CNC machining products can be utilized in a broad range of industries. Contact us for email: [email protected]

-

3-Way Centrifugal Compressor Closed Impeller By 5 Axis Machining
-

3/4/5 Axis Precision Milling Custom Vehicle Parts
-

3D Flexible Welding Platform By Large Machining
-

3D Printed Inconel Exhaust Manifold
-

3D Printing And CNC Machining Custom Black PPS Valve
-

3D Printing Full Transparent Acrylic Lampshade Model
-

4 Axis CNC Machining Titanium Grade 5 Mobile Phone Buttons
-

4 Axis Machining Highly Transparent Acrylic LED Tunnel Light Lens