
In the realm of engineering design and manufacturing, holes represent one of the most fundamental and ubiquitous features encountered in mechanical components. Whether in aerospace, automotive, civil, or industrial applications, holes serve a variety of purposes, including fastening, alignment, fluid passage, weight reduction, and structural reinforcement. The precision with which these holes are specified in engineering drawings and subsequently machined directly impacts the functionality, reliability, and longevity of the final product. This article delves deeply into the types of holes commonly depicted in engineering drawings and explores the myriad machining operations employed to create them, offering a comprehensive examination that bridges theoretical design principles with practical manufacturing techniques.
Holes in Engineering Drawings: An Overview
Engineering drawings act as the universal language of design, providing detailed instructions to machinists, fabricators, and quality inspectors. Holes, as geometric features, are meticulously defined in these drawings using standardized symbols, notations, and tolerances in accordance with conventions such as those outlined by the American Society of Mechanical Engineers (ASME) Y14.5 or the International Organization for Standardization (ISO). The specification of a hole includes its type, size, depth, location, tolerance, and surface finish requirements, all of which dictate the subsequent machining process.
Holes vary significantly in their purpose and geometry, and their classification in engineering drawings reflects this diversity. Broadly, holes can be categorized based on their shape, function, and production method. The primary types include through holes, blind holes, counterbored holes, countersunk holes, tapped holes, and spotfaced holes. Each type serves a distinct role, and understanding their characteristics is essential for both designers and machinists.
Through Holes: Design and Applications
A through hole is perhaps the simplest and most recognizable type of hole in engineering drawings. As the name suggests, it extends completely through the workpiece, creating an open passage from one side to the other. In an engineering drawing, a through hole is typically represented by a circular outline with a diameter callout, often accompanied by a note such as “THRU” to indicate its full penetration. Tolerances, such as ±0.005 inches or ±0.1 millimeters, may also be specified to ensure dimensional accuracy.
Through holes are widely used for applications requiring the passage of bolts, screws, pins, or fluids. For example, in assembling a mechanical housing, through holes allow bolts to secure multiple components together. In piping systems, they facilitate the flow of liquids or gases. The simplicity of through holes makes them cost-effective to produce, but their design must account for factors such as material thickness, alignment with mating parts, and potential stress concentrations around the hole’s perimeter.
Machining a through hole typically involves drilling, a process where a rotating cutting tool removes material to create a cylindrical cavity. Standard twist drills are commonly employed, with their helical flutes aiding in chip evacuation. For larger diameters or higher precision, boring or reaming may follow the initial drilling to refine the hole’s size and finish. The choice of machining operation depends on the material properties—such as hardness and ductility—and the required tolerances.
Blind Holes: Characteristics and Challenges
Unlike through holes, blind holes do not penetrate the entire thickness of the workpiece. Instead, they terminate at a specified depth, leaving a solid bottom. In engineering drawings, blind holes are depicted with a depth dimension, often indicated by an arrow pointing to the bottom of the hole and a numerical value, such as “0.75 DEEP” or “20 mm DEEP.” A cross-sectional view may also be included to clarify the geometry.
Blind holes are essential in scenarios where a component must retain structural integrity on one side or where a fastener, such as a set screw, needs a stopping point. For instance, in a shaft coupling, a blind hole might house a dowel pin to ensure precise alignment without compromising the opposite surface. However, their design poses unique challenges. The depth must be carefully controlled to avoid breaking through the material, and the bottom surface may require a specific finish or flatness, depending on the application.
Drilling remains the primary method for creating blind holes, but the process demands greater precision than for through holes. Standard twist drills produce a conical bottom due to the drill’s pointed tip, which may not suit applications requiring a flat base. In such cases, a flat-bottom drill or an end mill can be used to achieve the desired geometry. Chip removal is another concern, as debris tends to accumulate at the bottom of a blind hole, potentially causing tool breakage or surface damage. Coolants and peck drilling—a technique where the drill retracts periodically to clear chips—are often employed to mitigate these issues.
Counterbored Holes: Enhancing Fastener Compatibility
Counterbored holes are a specialized subset of holes designed to accommodate fasteners with cylindrical heads, such as socket head cap screws. These holes consist of two coaxial cylindrical sections: a larger-diameter counterbore and a smaller-diameter through or blind hole. In engineering drawings, a counterbored hole is denoted by a symbol resembling a stepped cylinder, accompanied by callouts for the counterbore diameter, depth, and the diameter of the smaller hole. For example, a typical notation might read “Ø0.5 x 0.25 DEEP C’BORE, Ø0.25 THRU.”
The counterbore allows the fastener head to sit flush with or below the workpiece surface, providing a clean appearance and reducing the risk of interference with other components. This design is prevalent in machinery bases, brackets, and enclosures where aesthetics or space constraints are considerations. The depth of the counterbore must be sufficient to house the fastener head, while the smaller hole ensures proper threading or clearance for the fastener shank.
Machining a counterbored hole typically involves a two-step process. First, the smaller hole is drilled using a standard twist drill. Then, a counterboring tool—essentially a piloted end mill with a flat cutting edge—is used to enlarge the upper portion to the specified diameter and depth. Precision is critical, as misalignment between the two sections can compromise the fastener’s seating or the component’s strength. Materials with high hardness, such as stainless steel, may require slower cutting speeds and robust tooling to prevent excessive wear.
Countersunk Holes: Streamlining Surfaces
Countersunk holes share similarities with counterbored holes but feature a conical rather than cylindrical enlargement. This conical recess accommodates flat-head screws or rivets, allowing their heads to sit flush with the workpiece surface. In engineering drawings, countersunk holes are represented by a tapered symbol, with annotations specifying the major diameter, included angle (commonly 82° or 90°), and the diameter of the through or blind hole. A typical callout might be “Ø0.375 x 82° CSK, Ø0.1875 THRU.”
The primary advantage of countersunk holes lies in their ability to create a smooth, aerodynamic surface, making them ideal for aerospace and automotive components where drag reduction is critical. They also distribute stress more evenly around the fastener head, enhancing structural integrity. However, the tapered geometry requires precise control to ensure the screw head seats properly without excessive play or protrusion.
Countersinking is typically performed after drilling the initial hole. A countersink tool, resembling a drill bit with a conical cutting surface, enlarges the hole’s entrance to the specified angle and diameter. For high-volume production, combination tools that drill and countersink in a single operation may be used to improve efficiency. The process demands careful attention to depth, as overcutting can weaken the material or leave insufficient support for the fastener.
Tapped Holes: Enabling Threaded Connections
Tapped holes are designed to receive threaded fasteners, such as screws or bolts, and are distinguished by internal threads cut into their walls. In engineering drawings, tapped holes are indicated by a circular outline with a thread specification, such as “1/4-20 UNC” (a 1/4-inch diameter hole with 20 threads per inch, Unified National Coarse standard) or “M6 x 1” (a 6-mm diameter hole with a 1-mm pitch, metric standard). The depth of the threaded portion is also specified, particularly for blind tapped holes.
Tapped holes are indispensable in assemblies requiring disassembly or adjustment, such as engine blocks, pump housings, and electronic enclosures. The threads provide a strong, reversible connection that can withstand significant loads. However, their design must consider factors such as thread engagement length—typically 1 to 1.5 times the fastener diameter for optimal strength—and the material’s ability to support threading without cracking or stripping.
The machining of tapped holes begins with drilling a pilot hole, slightly smaller than the tap’s nominal diameter, to provide material for the threads to form. The tapping process then uses a tap—a threaded cutting tool—to create the internal threads. Hand tapping is feasible for small-scale work, but machine tapping with a tapping head or CNC equipment is preferred for precision and consistency. In ductile materials like aluminum, threads may be formed rather than cut, using a thread-forming tap that displaces material without producing chips. Proper lubrication is essential to reduce friction and prevent tool breakage, especially in harder materials like steel or titanium.
Spotfaced Holes: Ensuring Flat Seating
Spotfaced holes are less common but critical in specific applications where a flat seating surface is needed for a fastener head or nut. A spotface is a shallow, cylindrical recess machined around an existing hole, typically a through or blind hole, to remove surface irregularities or provide a perpendicular bearing area. In engineering drawings, spotfacing is indicated by a symbol similar to a counterbore but with a shallower depth, often accompanied by a note like “Ø0.75 x 0.03 DEEP SPOTFACE.”
Spotfacing is particularly useful in castings or forgings, where surface roughness or angular misalignment might prevent a fastener from seating properly. For example, in a pump housing with a rough cast surface, a spotface ensures that a bolt head contacts a flat plane, distributing load evenly and preventing loosening under vibration. The diameter of the spotface is typically larger than the fastener head or washer, while the depth is minimal—just enough to clean up the surface.
The machining process for spotfacing resembles counterboring but uses a spotfacing tool with a short cutting length. The tool is piloted by the existing hole to maintain concentricity, and the operation is often performed on a milling machine or drill press. In modern CNC setups, spotfacing can be integrated into a multi-step program, enhancing efficiency in complex parts.
Hole Machining Operations: A Detailed Exploration
Having examined the primary types of holes in engineering drawings, we now turn to the machining operations that bring these designs to life. Hole-making is a cornerstone of manufacturing, encompassing a range of techniques tailored to the hole’s geometry, material, and tolerances. The most common operations include drilling, boring, reaming, countersinking, counterboring, tapping, and spotfacing, each with its own tools, parameters, and challenges.
Drilling: The Foundation of Hole-Making
Drilling is the most fundamental hole-making operation, used to create both through and blind holes in virtually all engineering materials. The process employs a rotating drill bit, typically a twist drill, which cuts a cylindrical cavity as it advances into the workpiece. Twist drills feature two or more helical flutes that remove chips and a pointed tip—usually at a 118° or 135° angle—that initiates the cut.
The effectiveness of drilling depends on several factors, including the drill material (e.g., high-speed steel, carbide), cutting speed, feed rate, and coolant use. For instance, drilling mild steel might require a speed of 100 surface feet per minute (SFM) and a feed of 0.005 inches per revolution (IPR), while titanium demands slower speeds and higher coolant flow to manage heat. Peck drilling is often employed for deep holes or tough materials, retracting the drill periodically to clear chips and prevent overheating.
Drilling’s versatility makes it suitable for a wide range of hole sizes, from micro-drills under 0.1 mm to large-diameter bits exceeding 50 mm. However, its limitations include potential wander (deviation from the intended path), a conical bottom in blind holes, and moderate surface finish quality. These shortcomings often necessitate secondary operations like boring or reaming.
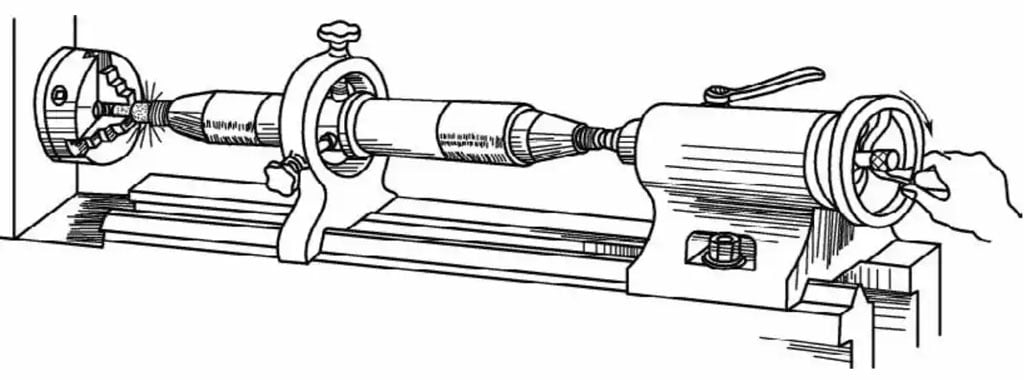
Boring: Refining Diameter and Alignment
Boring is a precision machining operation used to enlarge or refine an existing hole, correcting misalignment or achieving tight tolerances. Unlike drilling, which initiates a hole, boring relies on a pre-drilled or cast hole as a starting point. The process uses a single-point cutting tool mounted on a boring bar, which removes material as it rotates and advances.
In engineering applications, boring is critical for holes requiring high accuracy, such as bearing bores in engine blocks or gear housings. It can achieve tolerances as tight as ±0.0005 inches and improve surface finish to 32 microinches or better. Boring also allows for the creation of stepped or contoured holes, which are difficult to produce with drilling alone.
The operation is typically performed on a lathe, milling machine, or CNC machining center. For large-diameter holes, adjustable boring heads with multiple cutting inserts may be used to enhance efficiency. Key parameters include cutting speed, feed rate, and depth of cut, all of which must be optimized to minimize tool deflection and vibration—common challenges in deep or slender bores.
Reaming: Achieving Superior Finish and Precision
Reaming is a finishing operation that enhances the dimensional accuracy and surface quality of a drilled hole. It employs a multi-fluted cutting tool called a reamer, which removes a small amount of material—typically 0.005 to 0.015 inches—to bring the hole to its final size. Reamers are available in various forms, including hand reamers, machine reamers, and adjustable reamers, each suited to specific tasks.
Reaming is indispensable for holes requiring tight tolerances (e.g., H7 or better) or smooth finishes for bearing fits, dowel pins, or hydraulic fittings. For example, a dowel pin hole might be drilled to Ø0.245 inches and then reamed to Ø0.2500 inches with a tolerance of +0.0002/-0.0000 inches. The process also improves roundness and straightness, correcting minor imperfections from drilling.
Machine reaming is typically performed at lower speeds than drilling, with ample coolant to reduce heat and prolong tool life. The reamer must be properly aligned with the hole to avoid bell-mouthing (widening at the entrance) or taper. While reaming excels in precision, it is not suitable for removing significant material or correcting major misalignment, making it a complementary rather than standalone operation.
Countersinking and Counterboring: Shaping Hole Entrances
As discussed earlier, countersinking and counterboring modify the entrance of a hole to accommodate specific fasteners. Countersinking creates a conical recess using a countersink tool, while counterboring produces a cylindrical enlargement with a counterbore tool. Both operations are typically performed after drilling, though combination tools can streamline the process in high-volume production.
The choice between countersinking and counterboring depends on the fastener type and design requirements. Countersinking is favored for flush surfaces and aerodynamic profiles, while counterboring suits applications needing greater head support or clearance. Precision in depth and diameter is paramount, as errors can lead to improper fastener seating or structural weakness.
Tapping: Crafting Internal Threads
Tapping, as previously explored, introduces internal threads into a drilled hole, enabling threaded connections. The process requires a pilot hole drilled to a specific size—determined by the tap’s thread pitch and material properties—followed by the tap’s cutting or forming action. Taps come in various styles, including straight-flute, spiral-flute, and thread-forming types, each optimized for different materials and hole depths.
Tapping challenges include thread quality, tool breakage, and chip management, particularly in blind holes. CNC machines often use rigid tapping, synchronizing spindle rotation and feed to ensure thread consistency. In high-strength materials, pre-tapping treatments like heat softening or the use of premium taps (e.g., cobalt or carbide) may be necessary to achieve reliable results.
Spotfacing: Perfecting Seating Surfaces
Spotfacing, as noted, provides a flat, perpendicular surface around a hole. The operation is quick and straightforward, using a spotfacing tool guided by the existing hole. It is particularly valuable in rough or uneven workpieces, ensuring that fasteners or mating parts contact a stable plane. Spotfacing depth is minimal, typically 0.010 to 0.050 inches, making it a light finishing cut rather than a heavy material removal process.
Material Considerations in Hole Machining
The success of hole-making operations hinges not only on the tools and techniques but also on the workpiece material. Metals, plastics, composites, and ceramics each present unique challenges and opportunities, influencing tool selection, cutting parameters, and process strategy.
In metals like steel or aluminum, ductility and hardness dictate machining behavior. Mild steel, for instance, is relatively easy to drill and tap, while stainless steel’s toughness requires sharper tools and lower speeds to prevent work hardening. Aluminum’s softness facilitates high-speed machining but can lead to gummy chips that clog flutes, necessitating effective coolant use.
Plastics, such as nylon or acrylic, demand careful heat management, as excessive friction can melt the material or cause surface marring. Sharp tools with high rake angles and low feed rates help achieve clean holes. Composites, like carbon fiber-reinforced polymers (CFRP), are prone to delamination during drilling, requiring specialized diamond-coated or polycrystalline diamond (PCD) tools to minimize damage.
Ceramics and other brittle materials pose the greatest challenge, often requiring abrasive techniques like diamond grinding or ultrasonic machining rather than conventional cutting. These methods, while effective, are slower and costlier, reserved for high-precision applications like aerospace or medical components.
Tolerances and Quality Control
Precision is a hallmark of hole machining, and tolerances play a central role in ensuring that holes meet design specifications. Geometric dimensioning and tolerancing (GD&T) standards, such as ASME Y14.5, define acceptable limits for diameter, depth, position, and perpendicularity. For example, a positional tolerance of Ø0.010 inches at maximum material condition (MMC) ensures that a hole aligns with mating features, while a diameter tolerance of +0.002/-0.000 inches guarantees a press fit.
Quality control involves both in-process and post-process inspection. Coordinate measuring machines (CMM), bore gauges, and thread gauges verify dimensional accuracy, while surface profilometers assess finish quality. Non-destructive testing, such as dye penetrant or ultrasonic inspection, may be used to detect subsurface flaws around holes in critical components.
Advances in Hole Machining Technology
The evolution of hole-making has been driven by advancements in tooling, machinery, and process control. Modern CNC machines offer multi-axis capabilities, enabling complex hole patterns with minimal setup changes. High-speed machining (HSM) techniques, supported by carbide and coated tools, boost productivity while maintaining precision.
Additive manufacturing has also influenced hole design, allowing holes to be integrated during the build process rather than machined afterward. However, post-processing—such as drilling or reaming—often remains necessary to achieve tight tolerances or specific finishes unavailable in as-built parts.
Emerging technologies like laser drilling and electrical discharge machining (EDM) provide alternatives for micro-holes or hard-to-machine materials. Laser drilling excels in creating small, high-aspect-ratio holes in metals and ceramics, while EDM offers unparalleled precision in conductive materials, albeit at a slower pace than mechanical methods.
Conclusion
To illustrate the application of these concepts, consider a few practical examples. In an automotive engine block, tapped blind holes secure the cylinder head, requiring precise threading and depth control to withstand combustion pressures. In an aircraft wing, countersunk through holes accommodate rivets, balancing aerodynamic smoothness with structural strength. In a medical implant, reamed holes ensure a snug fit for bone screws, with biocompatibility dictating material and finish requirements.
A case study from aerospace manufacturing highlights the complexity of hole machining. Producing a titanium landing gear component might involve drilling hundreds of through holes for weight reduction, followed by reaming for precision and countersinking for flush rivets. The process demands rigorous tool monitoring, coolant optimization, and quality checks to meet stringent safety standards.
Holes in engineering drawings and their associated machining operations represent a fascinating intersection of design intent and manufacturing capability. From the simplicity of a through hole to the intricacy of a tapped counterbored feature, each type serves a purpose that drives the functionality of engineered systems. The machining operations—drilling, boring, reaming, and beyond—bring these designs to fruition, guided by material properties, tolerances, and technological innovation.








The Detail Of BE-CU Cnc Machining Shop
BE-CU.COM – As an accomplished CNC machining Service Manufacturer and CNC shop, BE-CU Prototype has been specialized in OEM CNC lathing, custom CNC machining parts production and rapid CNC machining services China for over 35 years and always maintaining the highest standard in delivery speed and reliable quality of precision CNC manufacturing components. With the help of high-level technology and efficient equipment, as well as rigorous attitude, BE-CU passed the ISO9001:2015 quality certification, which supports the long-term development of CNC milling services, CNC turning services, CNC milling-turning, CNC drilling services, 3/4/5 axis machining, gear machining services, CNC machining China custom parts and service, small parts machining, etc.Our CNC machining products can be utilized in a broad range of industries. Contact us for email: [email protected]

-

3-Way Centrifugal Compressor Closed Impeller By 5 Axis Machining
-

3/4/5 Axis Precision Milling Custom Vehicle Parts
-

3D Flexible Welding Platform By Large Machining
-

3D Printed Inconel Exhaust Manifold
-

3D Printing And CNC Machining Custom Black PPS Valve
-

3D Printing Full Transparent Acrylic Lampshade Model
-

4 Axis CNC Machining Titanium Grade 5 Mobile Phone Buttons
-

4 Axis Machining Highly Transparent Acrylic LED Tunnel Light Lens