

Physical Vapor Deposition Coating
PVD, short for Physical Vapor Deposition, is a method for producing metal-based hard coatings. It involves generating locally ionized metal vapor, which reacts with specific gases to form thin films with designated compositions on the substrate. The most common methods are sputtering and cathodic arc. In sputtering, the vapor is generated by bombarding the metal target with energetic gas ions. The cathodic arc method uses repetitive vacuum arc discharges to impact the metal target and evaporate the material.
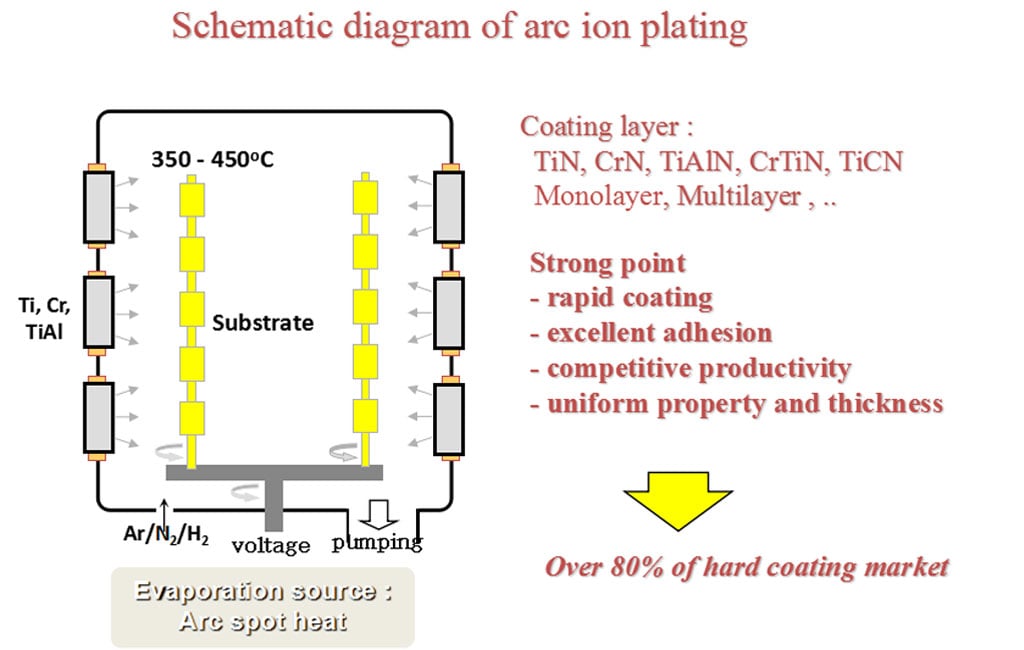
All PVD processes are performed under high vacuum conditions to deposit the coating onto the product.Cathodic arc is one of the most versatile deposition methods in the PVD field. It uses arc evaporation to highly evaporate and ionize large-area solid targets, which then combine with incoming reactive gases in a controlled manner to deposit various coatings, such as titanium nitride (TiN), titanium carbonitride (TiCN), aluminum titanium nitride (AlTiN), and chromium nitride (CrN).
BE-CU prototype company’s surface treatment partner and shareholder use PVD technology for coating a wide range of hardware, plastic, die-casting molds, cutting tools, and precision components.
PVD Coating Service – Physical Vapor Deposition (PVD) Coatings Suppliers
Our partner is a company re-established in 2012 by a team of technicians with over ten years of experience working at world-leading coating companies. The company has invested in original imported coating machines and auxiliary equipment, and all staff have undergone professional training. The company is dedicated to introducing advanced foreign coating technologies to the china market and tirelessly promoting them within the manufacturing industry to meet the stringent processing requirements of modern industries.
BE-CU and our partner team have been independently developing coating equipment since 2016. They have now developed the fifth generation of combined PVD and PACVD integrated coating equipment.
The technology encompasses a multifunctional coating system, including magnetron sputtering, pulsed multi-arc, HIPIMS pulsed magnetron sputtering, and PACVD (Plasma-Assisted Chemical Vapor Deposition). Through years of coating service and technological innovation in equipment, the team has applied for numerous invention patents in the coating field.Particularly in the area of carbon-based coatings, they have conducted in-depth research and now can deposit a range of carbon coatings with hardness values from Hv1500 to Hv7000.

Their goal is to reduce material loss during processing, lower defect rates, increase production speed, and enhance customer benefits in multiple ways.Substrates include alloy steel, tool steel, stainless steel, cobalt, carbide, titanium, tungsten, aluminum, brass, zinc, bronze and ABS. Main Coating Parameters:
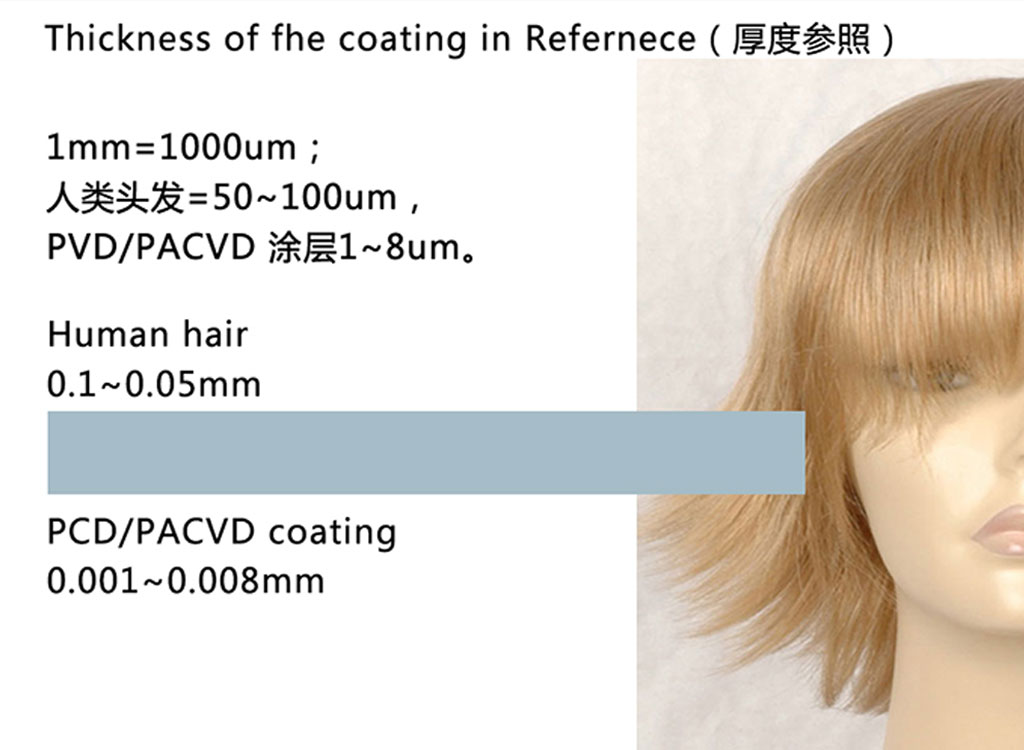
- Thickness: 1 ~ 20 µm (optional)
- Hardness: Hv 1500 ~ 7000 (optional)
- Deposition Temperature: 180 ~ 500°C, with a temperature resistance of up to 1000°C
- Electrical Properties: Achieves both conductive and insulating performance.
Capable of coating parts from 0.00008 to 0.0002 in. thickness. Tolerance ranges up to +/-0.0001 in. Various features include low coefficient of friction, thin film, wear resistance, decorative, UV protection and high optical properties.
The company has consistently focused on investing in technological research and development and holds dozens of coating technology invention patents, including ZL201310468970.X and ZL201310473310.0. They continue to strengthen collaboration with customers in the development of metal and component surface modification and coating process designs, aiming to improve the market competitiveness of customer products and foster mutual growth.
Provides Comprehensive Carbon Film Coating
The coating substrates can be made from different materials such as Cr, Ti, WC, Si, etc., to achieve varied performance characteristics, allowing for the distinction between conductive and non-conductive coatings.
Both hydrogenated and non-hydrogenated (H-free) amorphous tetrahedral diamond-like carbon coatings can be completed using the same machine. The deposition methods include PVD (arc and magnetron) and pure PACVD (plasma chemical deposition).

Applications of Our PVD Coating Service
PVD coatings are utilized in a wide range of applications across various industries. Some of the key applications include:



Certifications & Quality Machining
- ISO 9001:2015 certified
- Fully compliant with the exacting requirements of our customers
- Compliance in DFARS materials sourcing requirements
- Strict compliance with PPAP and Process
- FMEA for automotive customers
- Skilled in KanBan and CMM Inspection and inventory management systems
- ITAF 16949 certified

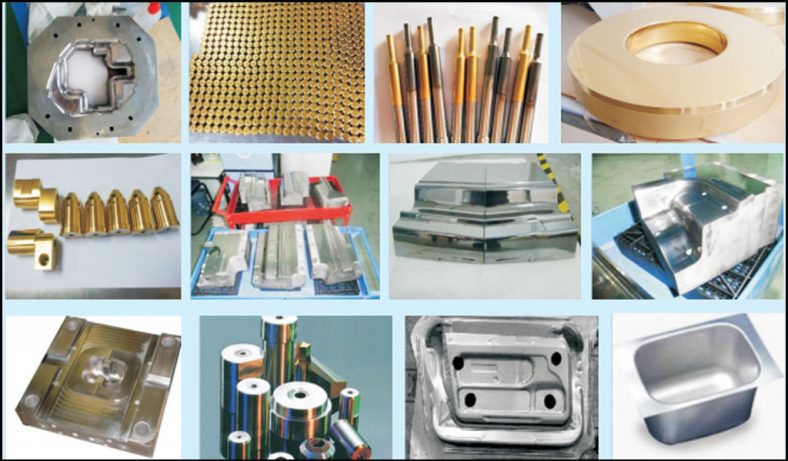
PVD Coating Parts & Case Studies
At Be-Cu.com we offer effective products, processes, services and ideas to meet our customer’s needs.Our extensive range of custom PVD Coating capabilities includes forming oxide coatings up to 2.0 mils and permanent finishes in distinct colors. Whether a customer is an original equipment manufacturer (OEM) for the automotive, military, or medical industry, we can meet their PVD Coating needs.View our PVD Coating case studies:






FAQs Of Physical Vapor Deposition Coating
Physical Vapor Deposition (PVD) coating is a versatile and widely used technique that offers numerous advantages, including high hardness, excellent wear resistance, and superior corrosion protection. With various methods such as evaporation, sputtering, cathodic arc deposition, and pulsed laser deposition, PVD coatings find applications in industries ranging from aerospace and automotive to electronics and medical devices. While PVD coating has some limitations, ongoing research and development are addressing these challenges and expanding the potential of this coating technique.Here are some related questions:
1.General Requirements for Workpieces Before Coating
The general requirements for workpieces before coating are as follows:
- PVD Coating: PVD coating is the final step in the tool and mold processing procedure. Please ensure that the dimensions/precision, surface finish, and other requirements of the tool are met before sending them out for coating. After coating, it is difficult to perform any further machining on the workpiece, and it would require returning to our company for surface coating removal.
- Choosing the Right Substrate: Please select the correct substrate based on actual needs. We do not recommend using lower-grade materials and relying on coatings to enhance the lifespan, replacing the material typically required. Coatings can improve mold performance, but they cannot address issues inherent to the material itself.
- Rust and Corrosion Prevention: Prior to sending any coated workpieces out, please ensure they are properly treated for rust and corrosion prevention. Coatings provide excellent protection for the surface, but if the base material is rusted, over time the rust will cause the coating to lift, continuing to corrode the workpiece.
- Work Surface and Clamping Surface Identification: Please specify the work surface and clamping surface of the workpiece to ensure that the coating company can process the workpiece accordingly.
Classification Explanation:
- FT Hardware Molds: The coating temperature for FT is between 450°C and 500°C. Please request the heat treatment supplier to perform high-temperature tempering above 500°C to ensure that the workpiece hardness does not decrease after the PVD coating. If possible, it is best to leave one hardware product as a reference for the coating factory during pre-treatment.
- MT Plastic Molds: Indicate the processing method for the mold’s work surface, such as mirror finish, etched finish, and the corresponding grade. Special care should be taken to protect the work surface of the mold to prevent any potential collisions. Coating should only be arranged after the molding process is confirmed, and a plastic product should be attached.
- CT Cutting Tools: Clearly identify the tool model and quantity, package them separately, and provide the outsourcing work order and coating type.
- CC Components: Each component has different coating requirements. Good communication is essential to achieve the desired coating effect and genuinely add value to the product. A project manager should follow up on each case.
2.Coating Inspection Parameters
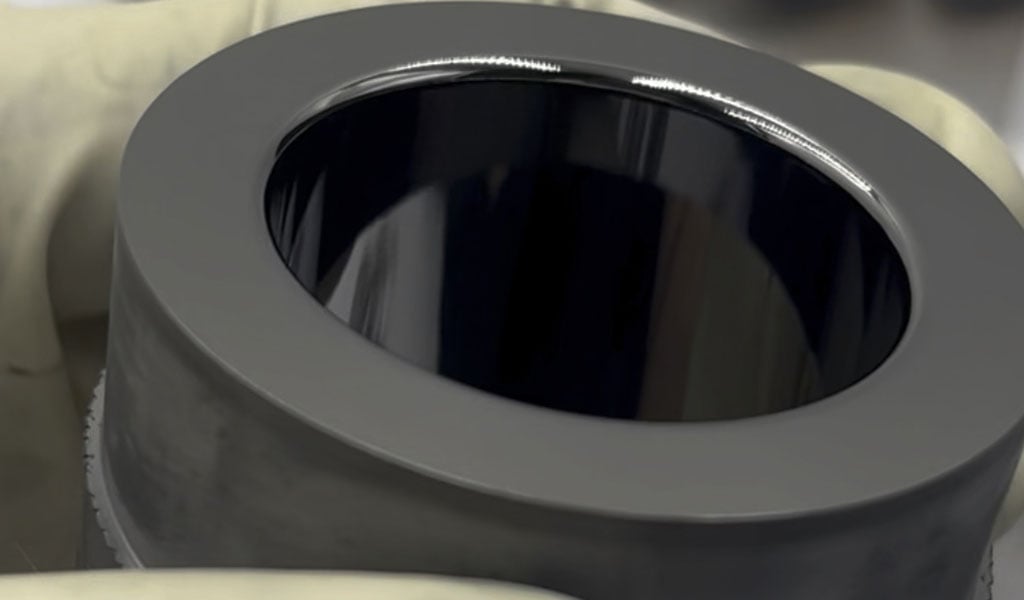
The test block, as shown in the figure, is clamped inside the PVD coating furnace. Our standard test block, with Rz < 2µm and HRC 58-62 high-speed steel material, is coated together with the workpiece during the PVD coating process.
Hardness Test
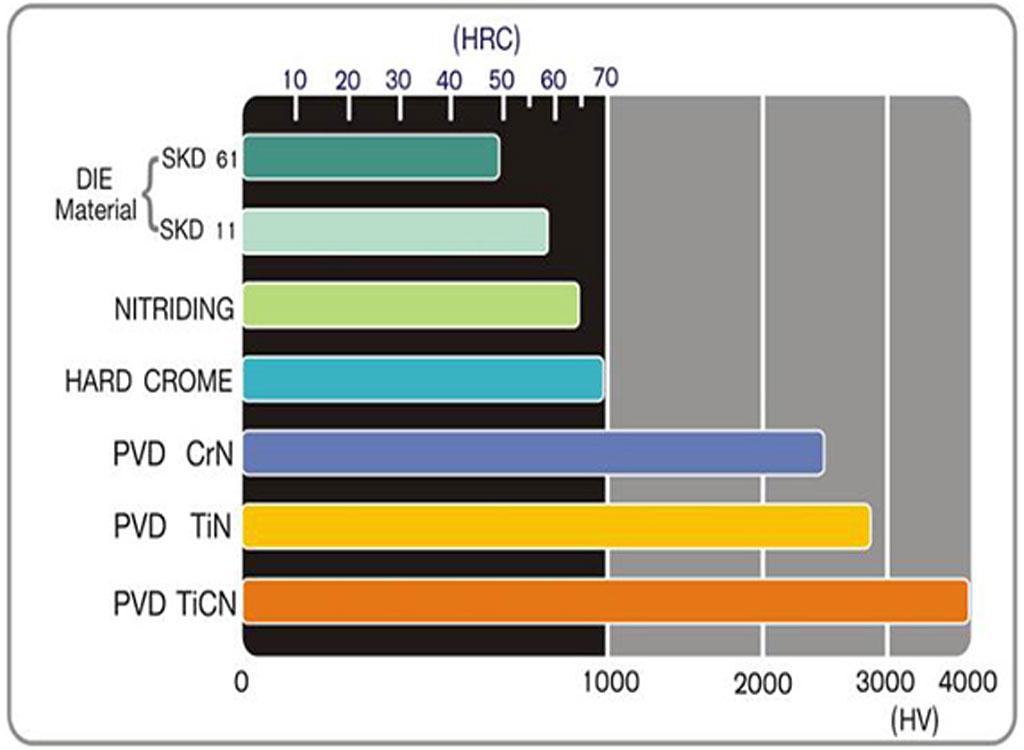
Test: The hardness of PVD coatings with a thickness of 1-8µm is measured using the Vickers hardness (HV) test. However, significant errors can occur when testing in a general environment. During the process development stage, our coatings undergo testing by professional institutions. The Vickers hardness values are provided in the coating type reference table.
Adhesion Test
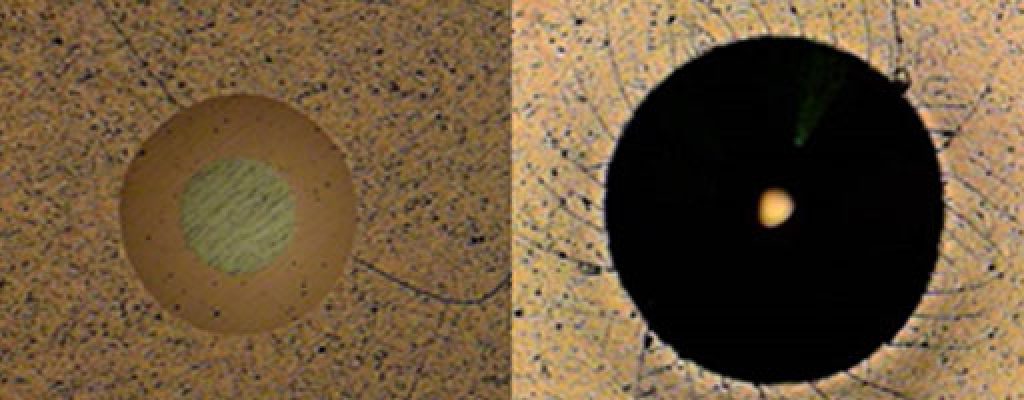
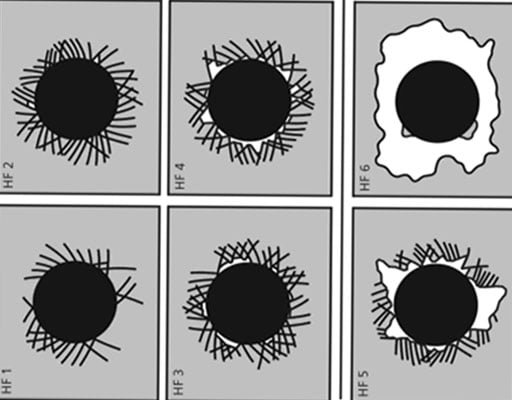
The adhesion test evaluates the coating’s adhesion strength based on samples from the batch. The test method involves using a Rockwell hardness tester to apply pressure to a point, then magnifying the image under a professional microscope and taking a photo. The resulting image is compared to the standard image on the left. HF1-3 ratings are considered acceptable products.
Thickness Test
The coating thickness test involves testing samples from the batch, using the Kalo-Test method. Coating thickness can be adjusted by ±0.5µm based on customer requirements, and such variations are acceptable.
Choose the Best PVD Coating and More Surface Treatment Process
After browsing a list of Surface Treatment services, select a process based on essential considerations, like production time, cost-effectiveness, part tolerance, durability and applications. High-tolerance CNC machining, turning parts are not recommended to apply secondary metal surface finish, because the treatment may change the sizes of the finished part through removing or adding a small amount of materials.Other requirements or custom designs, welcome to contact us for a free quote fast or email!