Stainless steel pipes and tubes are integral components in numerous industries, including construction, oil and gas, chemical processing, food and beverage, pharmaceuticals, and marine applications. Their durability, corrosion resistance, and versatility make them a preferred choice for transporting fluids, gases, and other materials under varying conditions of pressure and temperature. The specifications for stainless steel pipes and tubes are governed by standardized systems that define their dimensions, tolerances, schedules, and weights to ensure compatibility, safety, and performance across applications. This article provides a comprehensive exploration of stainless steel pipe schedules, tolerances, dimensions, tube sizes, and weight charts, drawing on industry standards such as ASME/ANSI B36.10, ASME/ANSI B36.19, ASTM, and others. Detailed tables are included to facilitate comparison and practical application.

Introduction to Stainless Steel Pipes and Tubes
Stainless steel pipes and tubes are cylindrical components manufactured from stainless steel alloys, which are iron-based alloys containing at least 10.5% chromium, often combined with nickel, molybdenum, or other elements to enhance corrosion resistance, strength, and other properties. The distinction between pipes and tubes lies primarily in their standardization and application. Pipes are typically defined by nominal pipe size (NPS) and schedule, emphasizing internal diameter and wall thickness for fluid transport. Tubes, on the other hand, are often specified by their actual outside diameter (OD) and wall thickness, used in structural or precision applications.
The standardization of stainless steel pipes and tubes ensures interchangeability and reliability in engineering systems. Key standards include ASME/ANSI B36.10 for welded and seamless wrought steel pipes, ASME/ANSI B36.19 for stainless steel pipes, and various ASTM specifications (e.g., ASTM A312, A269, A554) that address specific manufacturing processes, grades, and applications. These standards define critical parameters such as outside diameter, wall thickness, schedule, tolerances, and weight, which are essential for selecting the appropriate pipe or tube for a given application.
Understanding Pipe Schedules
The concept of pipe schedules is central to the specification of stainless steel pipes. A pipe schedule (Sch.) is a dimensionless number that indicates the wall thickness of a pipe relative to its nominal pipe size. The schedule system was developed to standardize pipe dimensions, allowing engineers to select pipes capable of withstanding specific pressure and temperature conditions. Common schedules for stainless steel pipes include 5S, 10S, 40S, 80S, 160, and XXS, with the suffix “S” denoting stainless steel in ASME B36.19 to differentiate from carbon steel schedules in ASME B36.10.

Origin and Evolution of Pipe Schedules
The pipe schedule system originated in the early 20th century when pipe manufacturing was limited to a single standard wall thickness, known as “standard” (STD). As industrial demands grew, thicker pipes were introduced for higher-pressure applications, leading to the designations “extra strong” (XS) and “double extra strong” (XXS). Over time, the need for finer gradations in wall thickness resulted in the development of the schedule system, with numbers like 5, 10, 20, 40, 80, and 160. The schedule number does not directly correlate to a physical measurement but serves as an index of wall thickness, with higher numbers indicating thicker walls.
For stainless steel pipes, schedules are defined in ASME B36.19, which provides dimensions for seamless and welded pipes. For example, a 4-inch NPS Schedule 40S stainless steel pipe has an outside diameter of 4.500 inches (114.30 mm) and a wall thickness of 0.237 inches (6.02 mm), while the same NPS in Schedule 80S has a thicker wall of 0.337 inches (8.56 mm). The schedule affects the pipe’s internal diameter (ID), pressure capacity, and weight, making it a critical factor in design.
Common Stainless Steel Pipe Schedules
The following schedules are commonly used for stainless steel pipes:
- Schedule 5S: Thin-walled pipes used in low-pressure applications, such as decorative or lightweight structural systems.
- Schedule 10S: Slightly thicker than 5S, suitable for low to moderate pressure applications, such as water lines or heat exchangers.
- Schedule 40S: A standard schedule for medium-pressure applications, widely used in chemical processing and general industrial systems.
- Schedule 80S: Thicker walls for higher-pressure applications, such as oil and gas pipelines or high-temperature systems.
- Schedule 160: Heavy-walled pipes for extreme pressure conditions, often in specialized industrial settings.
- XXS (Double Extra Strong): The thickest standard schedule, used in rare cases requiring maximum strength.
Each schedule corresponds to a specific wall thickness for a given NPS, ensuring consistency across manufacturers. For example, a 2-inch NPS pipe in Schedule 40S has a wall thickness of 0.154 inches (3.91 mm), while in Schedule 80S, it is 0.218 inches (5.54 mm).
Impact of Schedule on Pipe Performance
The choice of schedule directly influences a pipe’s performance characteristics:
- Pressure Capacity: Thicker walls (higher schedules) allow pipes to withstand higher internal pressures, as governed by Barlow’s formula:{P=2⋅S⋅t/D} where P is the maximum internal pressure, S is the allowable stress of the material, t is the wall thickness, and D is the outside diameter.
- Flow Rate: Thicker walls reduce the internal diameter, decreasing the flow rate for a given NPS. Engineers must balance pressure requirements with flow efficiency.
- Weight: Higher schedules increase the pipe’s weight, impacting transportation, installation, and structural support requirements.
- Cost: Thicker-walled pipes require more material, increasing manufacturing costs. Schedule selection often involves a trade-off between performance and economics.
Stainless Steel Pipe Dimensions
Stainless steel pipe dimensions are standardized to ensure compatibility with fittings, valves, and other components. The key dimensional parameters are:
- Nominal Pipe Size (NPS): A dimensionless designator (e.g., 1/2, 2, 4) that approximates the pipe’s internal diameter, expressed in inches.
- Outside Diameter (OD): The actual external diameter, constant for a given NPS across schedules, as per ASME B36.19.
- Wall Thickness: Varies by schedule, affecting the internal diameter and pressure capacity.
- Internal Diameter (ID): Calculated as ID=OD−2⋅t, where t is the wall thickness.
- Length: Typically supplied in standard lengths (e.g., 20 ft or 6 m for seamless, 40 ft or 12 m for welded), though custom lengths are available.
ASME/ANSI B36.19 Dimensions
ASME/ANSI B36.19 specifies dimensions for stainless steel pipes, covering NPS 1/8 to NPS 30. The standard ensures that pipes of the same NPS have identical outside diameters, regardless of schedule, simplifying connections. For example:
- NPS 1/2: OD = 0.840 inches (21.34 mm)
- Schedule 10S: Wall thickness = 0.083 inches (2.11 mm), ID = 0.674 inches (17.12 mm)
- Schedule 40S: Wall thickness = 0.109 inches (2.77 mm), ID = 0.622 inches (15.80 mm)
- Schedule 80S: Wall thickness = 0.147 inches (3.73 mm), ID = 0.546 inches (13.88 mm)
- NPS 4: OD = 4.500 inches (114.30 mm)
- Schedule 10S: Wall thickness = 0.120 inches (3.05 mm), ID = 4.260 inches (108.20 mm)
- Schedule 40S: Wall thickness = 0.237 inches (6.02 mm), ID = 4.026 inches (102.26 mm)
- Schedule 80S: Wall thickness = 0.337 inches (8.56 mm), ID = 3.826 inches (97.18 mm)
These dimensions apply to common stainless steel grades, such as ASTM A312 TP304, TP316, and others, ensuring uniformity across seamless and welded pipes.
Comparison with Carbon Steel Pipes
While ASME B36.10 governs carbon steel pipes, ASME B36.19 is specific to stainless steel, with minor differences in certain schedules. For NPS 14 to 22, Schedule 10S stainless steel pipes have slightly different wall thicknesses than Schedule 10 carbon steel pipes. Additionally, stainless steel schedules include the “S” suffix (e.g., 40S vs. 40) to account for material-specific tolerances and manufacturing processes.
Metric vs. Imperial Units
Globally, stainless steel pipe dimensions are expressed in both imperial (inches) and metric (millimeters) units. The nominal diameter (DN) is the metric equivalent of NPS, where DN50 corresponds to NPS 2 (OD = 60.3 mm). Conversion tables are widely used to align specifications across regions. For example:
- NPS 1 = DN25, OD = 33.4 mm
- NPS 2 = DN50, OD = 60.3 mm
- NPS 6 = DN150, OD = 168.3 mm
Metric dimensions are critical in regions following ISO or EN standards, such as Europe, where DN-based sizing is prevalent.
Stainless Steel Tube Dimensions
Unlike pipes, stainless steel tubes are specified by their actual outside diameter and wall thickness, often in inches or millimeters, without reference to schedules. Tubes are used in applications requiring precise dimensions, such as heat exchangers, instrumentation, or structural components. Common standards include ASTM A269, A270, and A554, which define seamless and welded tubes for general, sanitary, and ornamental purposes, respectively.
Tube Size Conventions
Tube sizes are expressed as:
- Outside Diameter (OD): Ranging from 1/8 inch (3.175 mm) to 12 inches (304.8 mm) or more, depending on the application.
- Wall Thickness: Measured directly (e.g., 0.035 inches, 1.65 mm) or via Birmingham Wire Gauge (BWG), where lower BWG numbers indicate thicker walls (e.g., BWG 16 = 1.65 mm, BWG 18 = 1.24 mm).
- Length: Typically 20 ft (6 m) for seamless tubes, though custom lengths are common.
For example, a stainless steel tube with OD = 1 inch (25.4 mm) and wall thickness = 0.065 inches (1.65 mm) has an ID of 0.870 inches (22.10 mm). Tubes are available in round, square, rectangular, or other shapes, with round tubes being the most common for fluid transport.
Tube vs. Pipe Comparison
The key differences between pipes and tubes include:
- Sizing: Pipes use NPS and schedule; tubes use actual OD and wall thickness.
- Applications: Pipes are for fluid/gas transport; tubes are for structural, mechanical, or precision uses.
- Tolerances: Tubes have tighter tolerances on OD and wall thickness for precision applications.
- Standards: Pipes follow ASME B36.19 or ASTM A312; tubes follow ASTM A269, A554, etc.
For instance, a 1-inch NPS Schedule 40S pipe has an OD of 1.315 inches and a wall thickness of 0.133 inches, while a 1-inch OD tube might have a wall thickness of 0.065 inches, offering a larger ID for flow but less pressure capacity.
Tolerances in Stainless Steel Pipes and Tubes
Tolerances define the permissible deviations in dimensions, ensuring that pipes and tubes meet design specifications while allowing for manufacturing variability. Tolerances are specified for outside diameter, wall thickness, length, straightness, and ovality, governed by standards like ASTM A999 (pipes) and ASTM A1016 (tubes).
Pipe Tolerances (ASTM A999)
For stainless steel pipes under ASTM A999:
- Outside Diameter (OD):
- NPS 1/8 to 1-1/2: ±0.031 inches (±0.79 mm)
- NPS 2 to 4: +0.031/-0.031 inches (+0.79/-0.79 mm)
- NPS 5 and larger: +0.062/-0.031 inches (+1.57/-0.79 mm)
- Wall Thickness: Minimum wall thickness is -12.5% of nominal; no maximum limit for welded pipes. Seamless pipes have a +10% weight limit over nominal.
- Length: Cut lengths are -0/+0.25 inches (-0/+6.35 mm) unless otherwise specified.
- Straightness: Maximum deviation of 1/8 inch (3.18 mm) per 10 ft (3 m).
- Ovality: For thin-walled pipes (wall thickness ≤ 3% of OD), ovality may be 1.5% of OD; otherwise, OD tolerances apply.
Ovality, or out-of-roundness, occurs when the OD varies across a cross-section, potentially affecting connections. For example, a 4-inch NPS pipe with OD tolerances of +0.031/-0.031 inches could have an ovality of 0.062 inches if at the extremes.
Tube Tolerances (ASTM A1016/A554)
Tubes require tighter tolerances due to their precision applications:
- Outside Diameter:
- Seamless tubes (ASTM A1016): ±0.005 inches (±0.13 mm) for OD < 1 inch; ±0.010 inches (±0.25 mm) for OD 1 to 2 inches.
- Welded tubes (ASTM A554): ±0.010 inches (±0.25 mm) for OD ≤ 1.5 inches; ±0.020 inches (±0.51 mm) for larger sizes.
- Wall Thickness: ±10% of nominal for seamless; ±7.5% for welded in some cases.
- Length: ±0.125 inches (±3.18 mm) for standard lengths, tighter for precision cutting.
- Straightness: Typically 0.030 inches per foot (2.5 mm per meter).
Tighter tolerances for tubes ensure compatibility with fittings, instrumentation, or structural components, where even minor deviations can cause issues.
Factors Affecting Tolerances
Manufacturing processes influence tolerances:
- Seamless Pipes/Tubes: Extruded or drawn from a billet, seamless products have looser OD tolerances due to hot-working challenges but uniform wall thickness.
- Welded Pipes/Tubes: Formed from strips or plates, welded products offer tighter OD control but potential variability at the weld seam.
- Cold Finishing: Cold-drawn or cold-rolled tubes achieve tighter tolerances, used in high-precision applications like medical devices.
- Material Grade: High-nickel alloys (e.g., Inconel) may have wider tolerances due to difficulty in hot working compared to 304 or 316 stainless steel.
Environmental factors, such as thermal expansion during welding or cooling, also affect dimensional accuracy, requiring post-processing like annealing or straightening.
Weight Calculations for Stainless Steel Pipes and Tubes
The weight of stainless steel pipes and tubes is a critical parameter for transportation, structural design, and cost estimation. Weight depends on the pipe’s dimensions and the density of the stainless steel alloy, typically 0.289 lb/in³ (8.0 g/cm³) for austenitic grades like 304 and 316.
Pipe Weight Formula
The weight per unit length of a pipe is calculated as: W=π⋅(OD−t)⋅t⋅ρ
Where:
- W = weight per unit length (lb/ft or kg/m)
- OD = outside diameter (inches or mm)
- t = wall thickness (inches or mm)
- ρ = density (lb/in³ or kg/mm³)
- π = 3.14159
For practical use, simplified formulas are:
- Imperial Units (lb/ft):=10.68⋅W=10.68⋅(OD−t)⋅t(Assumes density of 0.289 lb/in³)
- Metric Units (kg/m):=0.02466.W=0.02466⋅(OD−t)⋅t(Assumes density of 8.0 g/cm³, with OD and t in mm)
For example, a 4-inch NPS Schedule 40S pipe (OD = 4.500 inches, t = 0.237 inches):=10.68⋅(4.500−0.237)⋅0.237≈10.79 lb/ftW=10.68⋅(4.500−0.237)⋅0.237≈10.79lb/ft
Tube Weight Formula
Tubes follow the same formula, using actual OD and wall thickness. For a 1-inch OD tube with a 0.065-inch wall:=10.68⋅(1.000−0.065)⋅0.065≈0.65 lb/ftW=10.68⋅(1.000−0.065)⋅0.065≈0.65lb/ft
Weight of Pipe Filled with Water
In applications involving liquids, the weight of the pipe plus its contents is relevant. The weight of water (density = 0.0361 lb/in³ or 1 g/cm³) is added based on the internal diameter:
Wtotal=Wpipe+π⋅(ID/2)2⋅ρwater⋅L
Where L is the length (1 ft or 1 m). For the 4-inch Schedule 40S pipe (ID = 4.026 inches):water=⋅(4.0262)2⋅0.0361≈0.46 lb/ftWwater=π⋅(24.026)2⋅0.0361≈0.46lb/ft.total=10.79+0.46=11.25 lb/ftWtotal=10.79+0.46=11.25lb/ft
Weight Charts
Weight charts provide pre-calculated values for standard sizes and schedules, simplifying selection. Below is a detailed weight chart for stainless steel pipes per ASME B36.19.
| NPS | OD (in) | Schedule 5S | Schedule 10S | Schedule 40S | Schedule 80S | Schedule 160 | XXS |
|---|---|---|---|---|---|---|---|
| 1/2 | 0.840 | 0.28 | 0.54 | 0.67 | 0.85 | 1.00 | 1.31 |
| 1 | 1.315 | 0.49 | 0.93 | 1.40 | 1.68 | 2.17 | 2.84 |
| 2 | 2.375 | 0.92 | 1.76 | 3.65 | 5.02 | 7.44 | 9.03 |
| 4 | 4.500 | 1.78 | 3.44 | 10.79 | 14.98 | 22.51 | 27.54 |
| 6 | 6.625 | 2.60 | 5.76 | 18.97 | 28.57 | 43.80 | 53.16 |
| 8 | 8.625 | 3.37 | 7.98 | 28.55 | 43.39 | 65.70 | 79.34 |
| 12 | 12.750 | 5.18 | 13.41 | 49.56 | 73.15 | 104.13 | 140.76 |
Notes:
- Weights are for empty pipes, based on a density of 0.289 lb/in³.
- Schedule 160 and XXS are less common for larger NPS due to manufacturing constraints.
| NPS | OD (mm) | Schedule 5S | Schedule 10S | Schedule 40S | Schedule 80S | Schedule 160 | XXS |
|---|---|---|---|---|---|---|---|
| 1/2 | 21.34 | 0.42 | 0.80 | 1.00 | 1.27 | 1.49 | 1.95 |
| 1 | 33.40 | 0.73 | 1.38 | 2.09 | 2.50 | 3.24 | 4.24 |
| 2 | 60.33 | 1.37 | 2.62 | 5.44 | 7.48 | 11.11 | 13.44 |
| 4 | 114.30 | 2.65 | 5.12 | 16.07 | 22.32 | 33.54 | 41.03 |
| 6 | 168.28 | 3.87 | 8.58 | 28.26 | 42.56 | 65.30 | 79.22 |
| 8 | 219.08 | 5.02 | 11.89 | 42.55 | 64.64 | 97.88 | 118.24 |
| 12 | 323.85 | 7.72 | 19.96 | 73.88 | 109.00 | 155.22 | 209.64 |
Notes:
- Weights are for empty pipes, based on a density of 8.0 g/cm³.
- Metric weights are converted from imperial using 1 lb/ft = 1.488 kg/m.
Stainless Steel Grades and Their Impact
Stainless steel pipes and tubes are manufactured in various grades, each tailored to specific environments and applications. Common grades include:
- 304/304L: Austenitic, general-purpose stainless steel with excellent corrosion resistance and formability, used in food processing, chemical plants, and architectural applications.
- 316/316L: Enhanced with molybdenum for superior resistance to pitting and crevice corrosion, ideal for marine and chloride-rich environments.
- 321/321H: Stabilized with titanium to resist intergranular corrosion at high temperatures, used in heat exchangers and aerospace.
- 310/310S: High-temperature resistant, used in furnaces and petrochemical plants.
- Duplex (e.g., 2205): Combines austenitic and ferritic structures for high strength and corrosion resistance, used in oil and gas.
- 410: Martensitic, high-strength grade for structural applications but less corrosion-resistant.
The grade affects mechanical properties (e.g., yield strength, tensile strength), corrosion resistance, and density (slightly varying from 7.9 to 8.1 g/cm³), influencing weight and performance. For example, 316 pipes are heavier and costlier than 304 due to higher nickel and molybdenum content.
Chemical Composition and Properties
Below is a table summarizing key grades:
| Grade | UNS | C (max %) | Cr (%) | Ni (%) | Mo (%) | Other | Yield Strength (MPa) | Tensile Strength (MPa) | Applications |
|---|---|---|---|---|---|---|---|---|---|
| 304 | S30400 | 0.08 | 18-20 | 8-10.5 | – | – | 205 | 515 | General, food, chemical |
| 316 | S31600 | 0.08 | 16-18 | 10-14 | 2-3 | – | 205 | 515 | Marine, pharmaceuticals |
| 321 | S32100 | 0.08 | 17-19 | 9-12 | – | Ti | 205 | 515 | Heat exchangers, aerospace |
| 310 | S31000 | 0.25 | 24-26 | 19-22 | – | – | 205 | 515 | Furnaces, petrochemical |
| 2205 | S32205 | 0.03 | 22-23 | 4.5-6.5 | 3-3.5 | N | 450 | 620 | Oil and gas, chemical |
Notes:
- “L” grades (e.g., 304L, 316L) have lower carbon (≤0.03%) for improved weldability.
- Yield and tensile strengths are minimum values per ASTM A312.
Manufacturing Processes
The production method affects the pipe or tube’s dimensions, tolerances, and performance:
- Seamless: Extruded from a billet, seamless pipes/tubes are free of welds, offering uniform strength and suitability for high-pressure applications. Tolerances are wider due to hot-working.
- Welded: Formed from rolled strips or plates, welded pipes/tubes are cost-effective for large diameters. Weld seams are tested (e.g., X-ray) to ensure integrity.
- Cold-Drawn: Seamless or welded tubes are drawn through dies to achieve tight tolerances and smooth surfaces, used in precision applications.
- Hot-Finished: Seamless pipes/tubes are formed at high temperatures, offering looser tolerances but lower costs for heavy-walled products.
Each process influences dimensional accuracy, surface finish, and cost, guiding the choice for specific applications.
Applications of Stainless Steel Pipes and Tubes
Stainless steel pipes and tubes serve diverse industries due to their corrosion resistance, strength, and aesthetic appeal:
- Oil and Gas: Schedule 80S or 160 pipes for high-pressure pipelines, often in 316 or duplex grades.
- Chemical Processing: Schedule 40S 304/316 pipes for corrosive fluids, with seamless options for purity.
- Food and Beverage: Sanitary tubes (ASTM A270) with polished finishes to prevent bacterial growth.
- Pharmaceuticals: Seamless 316L tubes for sterile processing, meeting FDA standards.
- Construction: Schedule 10S or 40S pipes for structural supports, often in 304 for urban environments.
- Marine: 316 pipes/tubes for saltwater resistance in shipbuilding and offshore platforms.
- Heat Exchangers: 321 or 310 tubes for high-temperature stability in boilers and condensers.
The choice of schedule, grade, and manufacturing process aligns with the application’s pressure, temperature, and environmental demands.
Detailed Dimensional and Weight Tables
To aid engineers and designers, the following tables provide comprehensive data for stainless steel pipes and tubes, covering NPS 1/8 to 12 and common tube sizes.
| NPS | OD (in) | Schedule | Wall Thickness (in) | ID (in) | Weight (lb/ft) | Weight with Water (lb/ft) |
|---|---|---|---|---|---|---|
| 1/8 | 0.405 | 10S | 0.049 | 0.307 | 0.19 | 0.20 |
| 40S | 0.068 | 0.269 | 0.24 | 0.25 | ||
| 80S | 0.095 | 0.215 | 0.31 | 0.32 | ||
| 1/2 | 0.840 | 5S | 0.065 | 0.710 | 0.28 | 0.33 |
| 10S | 0.083 | 0.674 | 0.54 | 0.61 | ||
| 40S | 0.109 | 0.622 | 0.67 | 0.75 | ||
| 80S | 0.147 | 0.546 | 0.85 | 0.94 | ||
| 1 | 1.315 | 5S | 0.065 | 1.185 | 0.49 | 0.67 |
| 10S | 0.109 | 1.097 | 0.93 | 1.17 | ||
| 40S | 0.133 | 1.049 | 1.40 | 1.67 | ||
| 80S | 0.179 | 0.957 | 1.68 | 1.99 | ||
| 2 | 2.375 | 5S | 0.065 | 2.245 | 0.92 | 1.73 |
| 10S | 0.109 | 2.157 | 1.76 | 2.77 | ||
| 40S | 0.154 | 2.067 | 3.65 | 4.88 | ||
| 80S | 0.218 | 1.939 | 5.02 | 6.55 | ||
| 4 | 4.500 | 5S | 0.083 | 4.334 | 1.78 | 4.67 |
| 10S | 0.120 | 4.260 | 3.44 | 6.91 | ||
| 40S | 0.237 | 4.026 | 10.79 | 15.46 | ||
| 80S | 0.337 | 3.826 | 14.98 | 20.54 | ||
| 6 | 6.625 | 5S | 0.109 | 6.407 | 2.60 | 9.77 |
| 10S | 0.134 | 6.357 | 5.76 | 13.80 | ||
| 40S | 0.280 | 6.065 | 18.97 | 29.59 | ||
| 80S | 0.432 | 5.761 | 28.57 | 41.21 | ||
| 12 | 12.750 | 5S | 0.156 | 12.438 | 5.18 | 31.88 |
| 10S | 0.180 | 12.390 | 13.41 | 41.76 | ||
| 40S | 0.375 | 12.000 | 49.56 | 85.04 | ||
| 80S | 0.500 | 11.750 | 73.15 | 112.46 |
Notes:
- ID = OD – 2 × Wall Thickness.
- Water weight assumes density of 0.0361 lb/in³.
- Weights are approximate and may vary slightly by grade or manufacturer.
| OD (in) | Wall Thickness (in) | ID (in) | Weight (lb/ft) | OD (mm) | Wall Thickness (mm) | ID (mm) | Weight (kg/m) |
|---|---|---|---|---|---|---|---|
| 0.250 | 0.035 | 0.180 | 0.08 | 6.35 | 0.89 | 4.57 | 0.12 |
| 0.500 | 0.049 | 0.402 | 0.22 | 12.70 | 1.24 | 10.21 | 0.33 |
| 1.000 | 0.065 | 0.870 | 0.65 | 25.40 | 1.65 | 22.10 | 0.97 |
| 1.500 | 0.083 | 1.334 | 1.27 | 38.10 | 2.11 | 33.88 | 1.89 |
| 2.000 | 0.109 | 1.782 | 2.23 | 50.80 | 2.77 | 45.26 | 3.32 |
| 3.000 | 0.120 | 2.760 | 3.76 | 76.20 | 3.05 | 70.10 | 5.60 |
| 4.000 | 0.134 | 3.732 | 5.61 | 101.60 | 3.40 | 94.80 | 8.36 |
Notes:
- Weights are based on a density of 0.289 lb/in³ or 8.0 g/cm³.
- Tubes are typically seamless or welded, with tolerances per ASTM A269 or A554.
Global Standards and Regional Variations
Stainless steel pipe and tube standards vary by region, reflecting local industrial practices:
- United States: ASME B36.19, ASTM A312, A269, A554 dominate, using NPS and imperial units.
- Europe: EN 10216, EN 10217, and ISO 1127 use DN and metric units, with tighter tolerances for tubes.
- Japan: JIS G3459, G3463 align closely with ASTM but include unique grades like SUS304.
- China: GB/T standards mirror EN/ISO but may allow wider tolerances for cost competitiveness.
For example, EN 10216-5 specifies seamless stainless steel tubes with OD tolerances of ±1% or ±0.5 mm (whichever is greater) for OD ≤ 168.3 mm, compared to ASTM A999’s ±0.031 inches for NPS 1-1/2 to 4.
Conversion Between Standards
Cross-referencing standards is common in global projects. A DN100 pipe (OD = 114.3 mm) corresponds to NPS 4, but wall thickness may differ slightly between EN and ASME schedules. Conversion tables and software tools assist engineers in aligning specifications.
Practical Considerations in Selection
Selecting the appropriate stainless steel pipe or tube involves multiple factors:
- Pressure and Temperature: Use Barlow’s formula or ASME B31.3 to determine the required schedule and grade.
- Corrosion Environment: Match the grade to the medium (e.g., 316 for chlorides, 304 for general use).
- Cost: Balance material costs (higher grades/schedules are pricier) with lifecycle savings from durability.
- Fabrication: Consider weldability (L grades for welding) and formability for complex systems.
- Regulatory Compliance: Ensure compliance with industry standards (e.g., FDA for food, API for oil/gas).
For example, a chemical plant handling sulfuric acid at 200°C might select Schedule 40S 316L seamless pipes to ensure corrosion resistance and weld integrity, while a decorative railing might use Schedule 5S 304 welded pipes for cost and aesthetics.
Case Studies
Case Study 1: Offshore Oil Platform
An offshore platform in the North Sea required piping for crude oil transport at 500 psi and 100°C in a saline environment. Engineers selected Schedule 80S 2205 duplex seamless pipes (NPS 6, OD = 168.3 mm, wall = 7.11 mm) for their high strength (yield = 450 MPa) and pitting resistance. The seamless construction minimized leak risks, and tight tolerances (±0.79 mm on OD) ensured reliable fittings. The project’s success highlighted the importance of grade and schedule alignment with environmental demands.
Case Study 2: Pharmaceutical Facility
A U.S. pharmaceutical plant needed tubing for sterile water distribution. ASTM A270 316L seamless tubes (OD = 1 inch, wall = 0.065 inches) were chosen for their polished finish (Ra ≤ 0.8 µm) and weldability. Tolerances of ±0.005 inches on OD ensured compatibility with sanitary fittings. The system met FDA standards, demonstrating the role of precision tubes in regulated industries.
Conclusion
Stainless steel pipes and tubes are vital to modern infrastructure, offering unmatched durability and versatility. Their schedules, tolerances, dimensions, and weights are meticulously standardized to meet diverse needs, from low-pressure decorative systems to high-pressure oil pipelines. By understanding ASME/ANSI, ASTM, and other standards, engineers can select the optimal pipe or tube for any application, balancing performance, cost, and compliance. The provided tables offer a practical reference for dimensions and weights, while ongoing innovations ensure that stainless steel remains a cornerstone of industrial progress.Challenges and Innovations:
Manufacturing Challenges
- Tolerances: Achieving tight tolerances in seamless pipes is costly, especially for high-nickel alloys.
- Weld Imperfections: Welded pipes require rigorous testing (e.g., ultrasonic, X-ray) to ensure seam integrity.
- Material Variability: Slight variations in alloy composition can affect performance, requiring strict quality control.
Innovations
- Advanced Alloys: Development of super-duplex and high-molybdenum grades for extreme environments.
- Precision Manufacturing: Laser welding and cold-drawing improve tolerances and surface finish.
- Sustainability: Recycling stainless steel and optimizing production reduce environmental impact.
- Smart Piping: Integration of sensors for real-time monitoring of pressure, corrosion, or leaks.
The stainless steel pipe and tube industry is evolving:
- Customization: Demand for non-standard sizes and schedules is growing, driven by niche applications.
- Digital Tools: Software for pipe stress analysis, weight estimation, and tolerance modeling is streamlining design.
- Green Manufacturing: Low-carbon production and recycled materials are gaining traction.
- Nanocoatings: Surface treatments to enhance corrosion resistance without altering dimensions.
The Shapes Achieved Of Metal Spinning Parts
Simple shapes are easy to make in less time. But for complex shapes, it requires more time because it increases steps as per the block shape.
In addition to metal spinning, Be-cu.com also offers in-house tooling, welding, abrasive polishing and hydroforming, helping to drive down your costs and streamline production. Quicker turnaround times and lower costs are two of the most attractive advantages of metal spinning. The ability to form very thick components and large diameters with uniformity and high quality at low and high quantities, are more appealing reasons to consider metal spinning.To find out if metal spinning would be beneficial for your application or end product, contact us today.
- Domed
- Flanged
- Domed with flange
- Dished
- Semi elliptical
- Hemisphere
- Flanged, dished and flued
- Trumpet






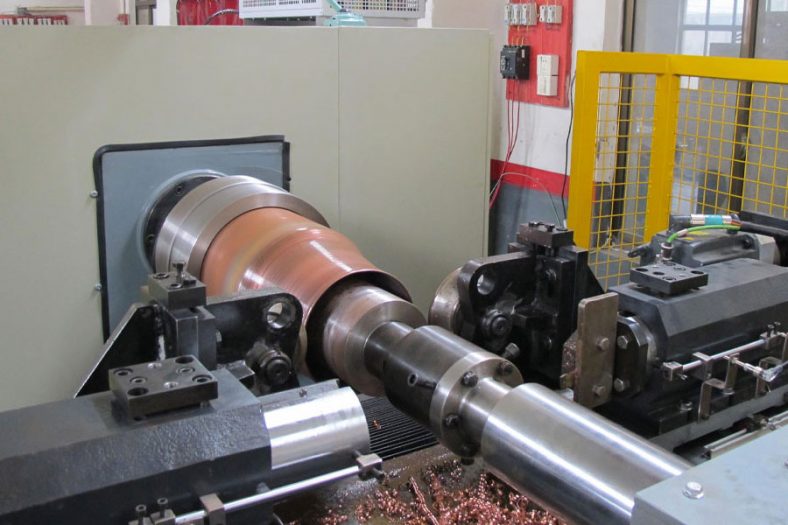

The Detail Of BE-CU Metal Spinning Company
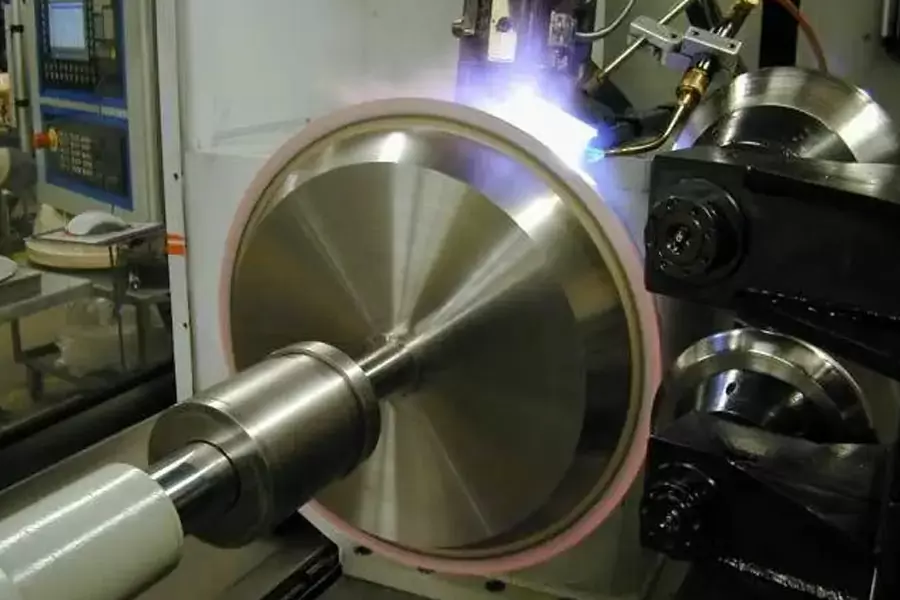
At Be-cu.com, we use a variety of materials for metal spinning such as cold rolled steel, hot rolled steel, aluminum spinning, stainless steel spinning, brass, copper spinning and exotic metals such as titanium and inconel. Be-cu Metal Spinning Section specializes in the forming of stainless steel. With our automated metal spinning lathes and the capabilities of our deep drawing, stamping and welding equipment, our ability to form your part to your specifications and within your budget are realistic. Be-cu Metal Spun Company has over 30 years of metal forming experience and has used the large metal spinning technology for a variety of industries such as aerospace, automotive, military, ordnance, plastics, lighting, pharmaceuticals, dairy, etc…
We have engineers on staff with metal spinning expertise to help guide you on designing a custom part and choose the optimal process to produce high quality spun parts at a competitive and affordable price. Tooling is custom made to form parts to your configuration.