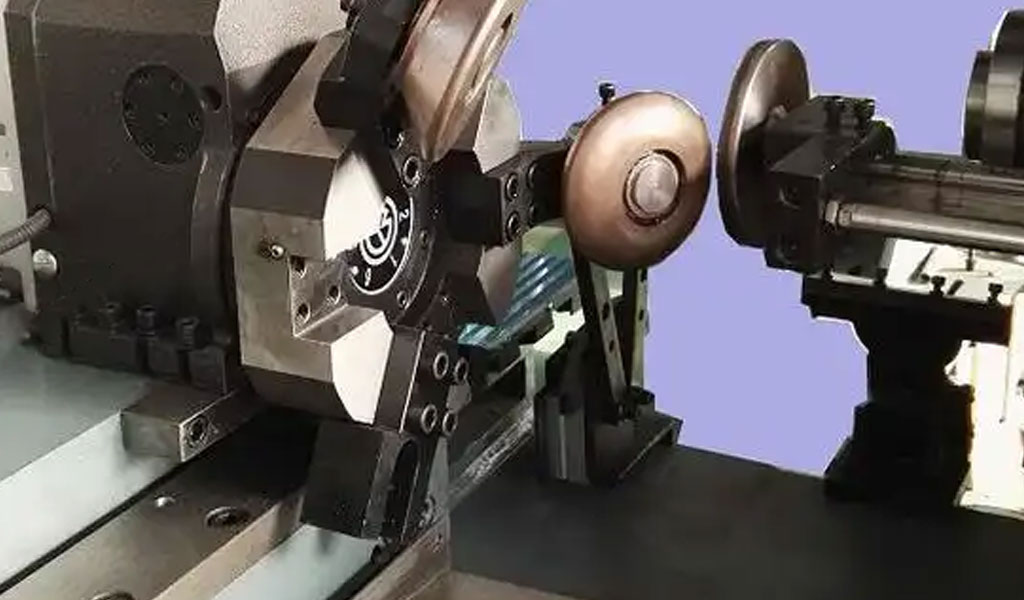
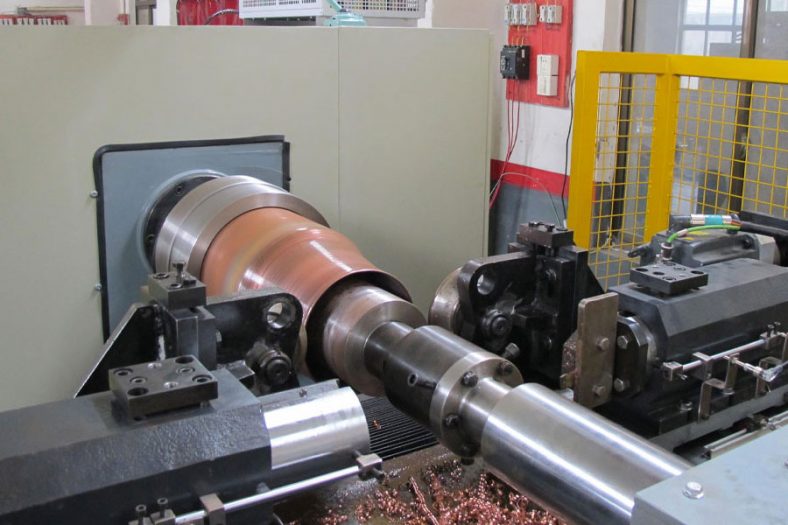
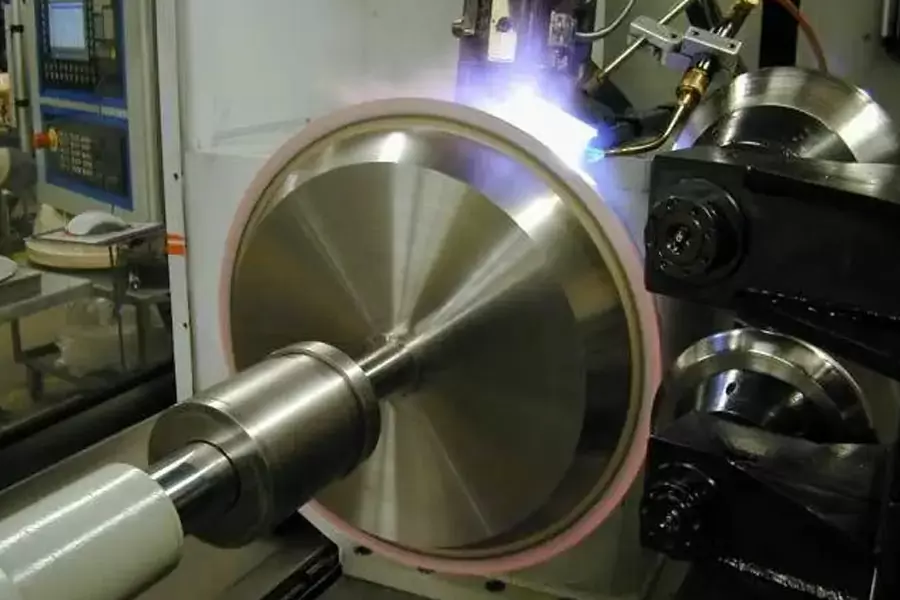
Metal spinning is a manufacturing process that involves shaping a metal disc or tube into a desired shape by rotating it at high speeds and pressing it against a mold with the help of specialized tools. The process is highly versatile and is used to produce a wide variety of components, such as cones, cylinders, and hemispheres, with applications across industries like aerospace, automotive, defense, medical, and consumer goods.
When it comes to pricing metal spinning, there are several factors that must be taken into account, including raw material costs, labor costs, machine time, tooling (mold) costs, and additional factors like surface finishes or post-processing operations.
The pricing structure can vary greatly depending on the complexity of the part, the material being used, the production volume, and other factors. Below, we explore the various aspects involved in calculating the price of metal spinning and mold costs.
Raw Material Costs
The price of raw material is one of the most important factors when calculating the cost of a metal spinning project. The type of material selected for the part directly impacts the price, as different metals have varying costs per unit weight. Common materials used in metal spinning include aluminum, stainless steel, copper, brass, titanium, and alloys such as Inconel and Hastelloy. For example, materials like titanium or high-performance alloys may cost significantly more than aluminum or mild steel, influencing the overall price of the spun parts.To calculate the raw material cost, the following steps are generally used:

Material Selection: Choose the appropriate material based on the part’s requirements, including strength, corrosion resistance, and weight. This will directly influence the price per unit of material.
Material Dimensions: Determine the diameter, thickness, and weight of the metal blank used for spinning. This includes measuring the radius and thickness of the starting material and calculating the total volume.
Material Weight: Calculate the weight of the metal required for the spinning process. The weight is generally calculated as:
Weight=Density×Volume
Material Cost per Unit: The cost of the material is determined by its market price per kilogram, pound, or other units. Once the weight of the material is known, the total material cost can be calculated:
Material Cost=Weight×Material Price per Unit
For example, if you are using 100 kg of aluminum and the cost of aluminum is $3 per kilogram, the raw material cost would be:
Material Cost=100kg×3USD/kg=300USD
Labor Costs
Labor costs refer to the expenses associated with the time and skill of workers involved in the metal spinning process. This includes operators, supervisors, quality control personnel, and any other staff who contribute to the production of the spun part. Labor costs can be divided into:
- Setup Time: This includes the time required to set up the machine, load the material, and prepare the spinning operation. For a one-off part or prototype, setup time can be significant, while for mass production, it may be minimized.
- Spinning Time: The time it takes to actually spin the metal into shape depends on the complexity of the part, the material being used, and the equipment being employed. The higher the complexity and material hardness, the longer it will take to complete the spinning.
- Post-processing Time: After spinning, additional labor may be required for tasks such as trimming, deburring, inspection, and quality control. These operations add to the overall labor cost.
Labor costs can be calculated based on the hourly wage of the operators and the estimated time to complete the spinning operation. For example, if the setup and spinning of a part take 4 hours and the labor rate is $30 per hour, the total labor cost would be:
Labor Cost=4hours×30USD/hour=120USD
Machine Time Costs
Machine time costs are one of the most critical components of metal spinning pricing. These costs are primarily driven by the time required for the spinning process, the type of machine used, and the complexity of the part being produced. Understanding how to calculate machine time costs is essential for accurate pricing and ensuring profitability in metal spinning operations.Machine time costs are calculated by determining the operational cost per hour of using the spinning machine, multiplied by the number of hours the machine will be running during the manufacturing process.
Several factors influence the overall machine time costs, including the type of machine, the material being spun, the part complexity, machine efficiency, and the machine’s maintenance costs.In this section, we will break down the key factors that contribute to machine time costs in metal spinning and how to calculate them.
1. Machine Type and Hourly Rate
The type of machine used for the spinning process plays a significant role in determining machine time costs. There are two main categories of machines used in metal spinning: manual machines and computer numerical control (CNC) machines.
- Manual Machines: Manual metal spinning machines are operated by skilled workers who control the process by hand. These machines are generally less expensive to purchase and operate compared to CNC machines, but they require more labor and can take longer to complete parts. The operational cost of a manual machine is typically lower, but the labor intensity means that additional labor costs must be factored into the overall price.
- CNC Machines: CNC (computer numerical control) machines are automated and controlled by a computer program. These machines are more precise, efficient, and can handle complex geometries with greater consistency. CNC machines are typically faster than manual machines and require less labor input once they are set up. However, the cost to operate a CNC machine is generally higher due to the greater investment in machinery, software, and technology.
To calculate machine time costs, manufacturers first need to determine the hourly rate of the machine. This rate typically includes several elements:
- Depreciation: The machine’s cost is depreciated over its expected lifespan, which is factored into the hourly operating rate.
- Power Consumption: The electricity required to run the machine and any auxiliary systems, such as cooling or air compression, is factored into the cost.
- Maintenance Costs: Machines need regular maintenance and occasional repairs. These costs are distributed over the expected hours of machine usage.
- Operator Time: Even though CNC machines require less manual labor, there is still a need for an operator to oversee the process, make adjustments, and address any issues that arise. The operator’s wage is included in the overall machine time cost.
- Tooling: CNC machines often require specialized tooling, such as cutting tools, molds, and inserts, which have a limited lifespan. Tooling costs are also incorporated into the machine time rate.
Once the total operational costs are calculated, the hourly machine rate can be established. For example, if the total cost of operating a machine is calculated at $100 per hour, then the machine time cost for 5 hours of operation would be:
Machine Time Cost=5hours×100USD/hour=500USD
Machine Utilization and Efficiency
Machine utilization refers to how much of the machine’s available time is being actively used for production. In high-efficiency settings, machines operate at or near their full capacity, resulting in lower costs per part. However, if the machine is running at less than full capacity, the cost per part increases because the overhead of the machine (depreciation, maintenance, power) is not being distributed across as many parts.
Several factors can influence machine efficiency:
- Part Complexity: More complex parts with intricate shapes or tight tolerances will generally take longer to spin than simpler parts. This increased time translates into higher machine time costs.
- Material Type: The hardness and workability of the material being spun affect machine time. For example, titanium or high-strength alloys may take longer to spin compared to softer materials like aluminum.
- Machine Setup: The time required to set up the machine for each batch of parts, especially in the case of CNC machines, also contributes to machine time costs. Setups for complex parts can be time-consuming, and if the setup time is high, the overall machine cost per part increases.
- Cycle Time: The cycle time refers to the time it takes to complete one part. Factors that impact cycle time include the size of the part, material properties, machine speed, and whether the machine is running at optimal efficiency.
To calculate machine time cost accurately, the total cycle time (in hours or minutes) for producing one part must be known. The total machine time is calculated as:
Total Machine Time=Cycle Time per Part×Number of Parts
For example, if the cycle time per part is 15 minutes and the job involves producing 50 parts, the total machine time is:
Total Machine Time=15minutes×50parts=750minutes=12.5hours
Once the total machine time is determined, the machine time cost can be calculated by multiplying by the hourly rate of the machine.
3. Tooling and Consumables
Tooling costs, such as the use of cutting tools, molds, and machine inserts, are often included in the machine time cost calculation. For CNC machines, tooling is a significant part of the overall operational cost because specialized tools can be expensive and have limited lifespans. These tools must be replaced periodically, and the cost of replacing or maintaining them is factored into the overall machine time cost.In metal spinning, tools used to shape the metal are subject to wear and tear, especially when working with harder materials or more complex geometries. The frequency with which tools need to be replaced will influence machine time costs, as manufacturers will need to account for both the tool cost and the time spent changing or adjusting the tooling.

For example, if tooling costs $200 per part, and the part is being produced in a high-volume batch of 1,000 units, the total tooling cost for the batch would be:
Total Tooling Cost=200USD/part×1,000=200,000USD
This tooling cost would then be distributed across the total machine time used to produce the parts.
4. Maintenance and Downtime
While machine time costs are typically calculated based on the operational time of the machine, it is also essential to account for downtime and maintenance. Every machine will require periodic maintenance, and unplanned downtime can occur due to machine failures or unexpected issues.
Routine maintenance costs include:
- Preventive Maintenance: Regular inspections, lubrication, and parts replacement to keep the machine in optimal working condition.
- Repairs and Replacements: Costs related to repairing broken components or replacing worn parts, which are often incurred when a machine is heavily used.
These maintenance costs are often factored into the overall machine time rate, and any downtime that extends beyond routine maintenance will result in a higher cost per part.
5. Machine Time Cost per Part
To determine the machine time cost per part, the following formula is used:
Machine Time Cost per Part=Total Machine Time Cost/Number of Parts Produced
For instance, if the machine time cost for a batch of 1,000 parts is $1,500, the machine time cost per part would be:
Machine Time Cost per Part=1,500USD/1,000parts=1.50USD/part
By understanding the components that go into calculating machine time costs, manufacturers can optimize their operations, improve cost efficiency, and provide accurate cost estimates for customers. Reducing cycle time, improving machine efficiency, and optimizing tooling and maintenance schedules can significantly lower machine time costs, contributing to the overall reduction in the cost of metal spinning.

Mold (Tooling) Costs
Mold or tooling costs are among the most significant up-front investments in the metal spinning process. These costs are associated with the creation of the molds, dies, or other tooling that shapes the metal as it is spun.
The tooling used in metal spinning must be durable, precise, and capable of withstanding the high stresses associated with spinning metals at high speeds.
Tooling costs can vary significantly depending on the complexity of the part being produced, the materials used for the molds, the type of machinery employed, and the expected production volume.Unlike raw material costs, which can be directly measured based on weight and material price per unit, tooling costs are more complex to calculate and depend on various factors, including the design, manufacturing, and lifespan of the molds.
In this section, we will explore the key factors influencing mold costs in metal spinning, how to calculate those costs, and how these expenses can be managed throughout the production process.
1. Design and Engineering Costs
The design of the mold is the first step in determining mold costs. The design phase involves creating the blueprints and specifications that will guide the construction of the tooling. This phase requires input from skilled engineers who must account for factors like part geometry, material properties, and the mechanical requirements of the spinning process.
The complexity of the mold design plays a critical role in determining the overall cost. More intricate and detailed molds, which require advanced features like multi-axis contours, tight tolerances, or specialized cooling channels, will require more time and expertise to design, and thus cost more to create.
The following design considerations influence mold costs:
- Part Geometry: Complex shapes with tight tolerances or intricate details often require more advanced mold designs. For example, a deep-drawn part or a part with an unusual curvature may require custom tooling with multiple stages, such as progressive dies or hydraulic press systems.
- Tooling Material: Molds made from high-performance materials such as hardened steel or tool steel are more expensive than those made from standard materials. The choice of material impacts the mold’s longevity and resistance to wear during the spinning process.
- CAD and Simulation Software: Modern mold design often involves computer-aided design (CAD) and finite element analysis (FEA) to simulate the stresses and deformations that the part and mold will experience. Using such software ensures that the design will function as intended but also adds to the upfront design costs.
- Prototype Testing: Before the final mold is created, prototypes may be necessary to validate the mold’s design. Prototype molds, often made from less durable materials, provide an opportunity to test part functionality but contribute additional cost.
Design and engineering costs can be calculated based on the number of hours spent by engineers and designers, multiplied by their hourly rate. For example, if a mold design takes 50 hours and the engineer’s rate is $75 per hour, the design cost would be:
Design Cost=50hours×75USD/hour=3,750USD
2. Material and Manufacturing of Molds
The materials used to create the mold significantly influence tooling costs. The primary materials used in the production of metal spinning molds include:
- Tool Steel: Hardened tool steel is the most common material for molds, as it offers excellent durability, wear resistance, and precision. However, tool steel is expensive and requires specialized machining processes, making it one of the highest-cost materials for molds.
- Hardened Steel: For molds that will undergo very high volumes or heavy-duty production runs, hardened steel is often used due to its ability to resist wear and deformation.
- Alloy Steel: Some molds may be made from alloy steels, which offer a good balance of strength, cost, and durability for medium-volume production.
- Aluminum or Copper Alloys: For less demanding applications, molds can be made from aluminum or copper alloys. These materials are easier to machine and less expensive than tool steel but may not be suitable for high-precision or high-volume production.
Once the material is chosen, the mold must be manufactured. The machining process involves various techniques, including:
- CNC Milling and Turning: CNC machines are commonly used to cut and shape the mold. These machines are highly precise and can produce complex shapes, but the machining time can be lengthy, particularly for intricate designs.
- EDM (Electrical Discharge Machining): This technique is used for creating complex geometries in hard metals. It involves using an electrical current to erode the material, allowing for the production of detailed mold features.
- Grinding and Polishing: After machining, molds are often ground and polished to achieve the required surface finish and precision. This post-processing can add additional cost but is necessary to ensure that the mold performs properly and does not damage the spun metal.
The material and machining costs for molds can be calculated by considering the material’s price per kilogram or pound, the weight of the mold, and the time required for machining. For example, if the mold weighs 20 kg and the material costs $100 per kg, the material cost would be:
Material Cost=20kg×100USD/kg=2,000USD
The machining time will vary depending on the complexity of the mold. If it takes 100 hours to machine the mold and the hourly machining rate is $80 per hour, the machining cost would be:
Machining Cost=100hours×80USD/hour=8,000USD
3. Mold Longevity and Wear
Mold longevity refers to how many parts a mold can produce before it wears out or becomes too damaged to continue being used effectively. The durability of a mold is affected by several factors:
- Material Properties: Molds made from high-grade tool steels or alloys are generally more durable than those made from softer metals. As a result, they can withstand longer production runs and produce more parts before requiring replacement or maintenance.
- Part Complexity: More complex parts, particularly those with deep draw features or intricate shapes, can put more strain on the mold, causing it to wear out faster.
- Spinning Conditions: The forces and speeds involved in the metal spinning process can lead to gradual wear on the mold. Excessive temperatures, rough materials, or improper spinning techniques can also shorten the mold’s lifespan.
To estimate the mold cost, it is important to calculate the number of parts the mold is expected to produce over its lifespan. If the mold costs $10,000 and is expected to produce 50,000 parts, the mold cost per part would be:
Mold Cost per Part=10,000USD/50,000parts=0.20USD/part
For molds with a limited lifespan, manufacturers may need to factor in the cost of mold replacement, repairs, or maintenance. For example, if the mold needs to be replaced after producing 50,000 parts, but it can be repaired to extend its life for another 50,000 parts at a cost of $3,000, the per-part cost of repairs would be:
Repair Cost per Part=3,000USD/50,000parts=0.06USD/part
Thus, the total mold cost per part for the first 50,000 parts would be $0.20, and after repairs, it would drop to $0.14 per part for the next 50,000 parts.
4. Mold Cost per Part (for High-Volume Production)
When calculating the cost of a mold for high-volume production, the mold cost per part becomes increasingly important. In high-volume runs, the per-part mold cost will decrease because the total cost of the mold is spread over a larger number of parts. For example, if a $20,000 mold is used to produce 500,000 parts, the mold cost per part would be:
Mold Cost per Part=20,000USD/500,000parts=0.04USD/part
This reduction in mold cost per part is one of the reasons why high-volume production runs are typically more cost-effective than small batch runs. The mold cost becomes a smaller proportion of the total production cost, leading to lower overall costs per part.
5. Maintenance and Repair Costs
While molds are designed for durability, they may still require occasional maintenance and repairs. Regular maintenance ensures that the mold remains in good working condition and extends its operational lifespan. Maintenance activities can include:
- Cleaning: Molds must be cleaned regularly to remove metal residues, lubricants, and other debris that may accumulate during the spinning process. A dirty mold can cause defects in the finished parts and reduce the mold’s longevity.
- Re-sharpening: In some cases, the tooling used in molds may need to be sharpened or reconditioned after extensive use, especially when producing parts from hard materials.
- Wear Parts Replacement: High-contact areas of the mold, such as forming rings or support structures, may need to be replaced periodically due to wear and tear.
The cost of maintenance and repairs should be factored into the overall mold cost. If maintenance costs $1,000 per year, and the mold is used for three years, the total maintenance cost would be:
Total Maintenance Cost=1,000USD/year×3years=3,000USD
This maintenance cost is then distributed over the number of parts produced during that period. For example, if 100,000 parts are produced in three years, the maintenance cost per part would be:
Maintenance Cost per Part=100,000parts3,000USD=0.03USD/part
Mold or tooling costs are a substantial component of the overall cost of metal spinning. These costs depend on various factors, including the complexity of the mold design, the materials used, the machine time required to manufacture the molds, and the longevity of the mold during production. Manufacturers must account for the upfront costs of designing and creating the molds, as well as ongoing maintenance and repair costs, to ensure that they can accurately estimate the total cost of producing spun parts. Understanding these costs is critical for pricing products competitively while maintaining profitability in the metal spinning industry.
Conclusion
Calculating the price of metal spinning and the associated mold (tooling) costs is a multi-faceted process influenced by numerous variables. These costs stem from materials, machine time, labor, overhead, and the upfront investment in molds. Each factor requires careful analysis and consideration to ensure accurate pricing and competitive quoting in the manufacturing industry.
The key takeaways from this discussion include:
- Material Costs: Material type, thickness, and efficiency in utilization significantly impact overall costs. The choice of material is determined by the end-use requirements of the part, including strength, durability, and aesthetic considerations.
- Machine Time Costs: Factors such as machine type, spinning speed, operational complexity, and the labor required all contribute to the costs of running the machines. Accurate time estimation and optimization of machine settings can minimize expenses.
- Mold Costs: Tooling costs are a significant upfront expense in metal spinning, but they are distributed across production runs. Designing durable and efficient molds with a long lifespan is crucial for cost-effective manufacturing. Maintenance, repair, and replacement costs should also be considered to ensure uninterrupted production.
- Overhead and Indirect Costs: Additional costs such as facility expenses, utilities, quality control, and administrative operations must be allocated appropriately to each project.
- Volume Influence: High production volumes tend to reduce the cost per unit due to economies of scale, particularly in amortizing mold costs over a larger number of parts.
- Value-Added Factors: Customization, secondary operations, and surface finishing processes add to the final cost but can increase the market value and functionality of the product.
A clear and detailed calculation framework allows manufacturers to provide accurate cost estimates to clients, ensuring profitability while maintaining competitive pricing. The integration of cost analysis software, CAD simulations, and efficient manufacturing practices further enhances precision and efficiency in pricing.
For businesses engaged in metal spinning, understanding these cost components provides a strategic advantage, enabling them to make informed decisions about material procurement, mold design, and production planning. By balancing cost efficiency with quality, manufacturers can meet customer demands and achieve long-term success in a competitive marketplace.
The Shapes Achieved Of Metal Spinning Parts
Simple shapes are easy to make in less time. But for complex shapes, it requires more time because it increases steps as per the block shape.
In addition to metal spinning, Be-cu.com also offers in-house tooling, welding, abrasive polishing and hydroforming, helping to drive down your costs and streamline production. Quicker turnaround times and lower costs are two of the most attractive advantages of metal spinning. The ability to form very thick components and large diameters with uniformity and high quality at low and high quantities, are more appealing reasons to consider metal spinning.To find out if metal spinning would be beneficial for your application or end product, contact us today.
- Domed
- Flanged
- Domed with flange
- Dished
- Semi elliptical
- Hemisphere
- Flanged, dished and flued
- Trumpet







The Detail Of BE-CU Metal Spinning Company
At Be-cu.com, we use a variety of materials for metal spinning such as cold rolled steel, hot rolled steel, aluminum spinning, stainless steel spinning, brass, copper spinning and exotic metals such as titanium and inconel. Be-cu Metal Spinning Section specializes in the forming of stainless steel. With our automated metal spinning lathes and the capabilities of our deep drawing, stamping and welding equipment, our ability to form your part to your specifications and within your budget are realistic. Be-cu Metal Spun Company has over 30 years of metal forming experience and has used the large metal spinning technology for a variety of industries such as aerospace, automotive, military, ordnance, plastics, lighting, pharmaceuticals, dairy, etc…
We have engineers on staff with metal spinning expertise to help guide you on designing a custom part and choose the optimal process to produce high quality spun parts at a competitive and affordable price. Tooling is custom made to form parts to your configuration.