High-power spinning is a specialized process used in manufacturing large or thick metal parts with complex shapes, commonly employed in industries such as aerospace, automotive, and defense. The process requires substantial force to deform the material, and the amount of spinning force needed is a function of several variables, including the material properties, the geometry of the part, the thickness of the workpiece, and the specific type of spinning being used.The forces involved in high-power spinning are significantly higher than those used in traditional spinning operations, due to the increased size, thickness, and material hardness of the workpieces. Understanding the mechanics behind the forces in play is crucial for optimizing the process, ensuring high precision, and preventing material failure or tool wear.
The Mechanics of Spinning Force
Spinning involves the deformation of a workpiece by applying force using a tool that rotates while the workpiece is held stationary or rotated slowly. In high-power spinning, the force required to reshape the material is driven by several factors, including the yield strength of the material, the geometry of the tool, the rotational speed, and the applied pressure.The force required for high-power spinning can be estimated using basic principles of metalworking, such as the relationship between yield strength, material thickness, and the amount of deformation.

The process typically involves applying significant radial and axial forces, with the primary objective being to induce plastic deformation in the material without causing it to fracture or break.
Factors Affecting Spinning Force
Several key factors contribute to the amount of force required in high-power spinning:
- Material Properties: The material of the workpiece plays a significant role in determining the required spinning force. Harder materials, such as titanium or high-strength steel, will require much higher forces to deform than softer materials like aluminum or copper. In particular, the yield strength and modulus of elasticity of the material dictate how much force is necessary to initiate plastic deformation. For example, materials like stainless steel and Inconel, due to their high yield strengths, require far more force compared to metals like aluminum 6061 or copper.
- Thickness of the Material: The thickness of the material also impacts the amount of force required. Thicker materials will require more force because there is more material that needs to be deformed, and higher energy must be applied to overcome the material’s resistance to deformation. Additionally, as the thickness increases, the material’s ability to absorb the applied force without fracturing becomes more critical. Therefore, high-power spinning operations often focus on thicker, high-strength materials, necessitating a corresponding increase in the amount of force applied.
- Part Geometry: The shape of the final part being spun can affect the required spinning force. Parts with complex, conical, or deep-drawn geometries require greater force to ensure uniform deformation. The more pronounced the curvature or the deeper the draw, the greater the radial force needed to ensure that the material forms without tearing. The presence of undercuts or sharp radii in the design can also increase the force requirement due to the challenges they present during material flow.
- Tooling Design: The design of the tooling, including the shape of the mandrel, the diameter of the tool, and the profile of the rollers, directly influences the amount of force that can be applied effectively. For high-power spinning, tooling must be robust enough to handle the increased forces without failure. The tool’s ability to efficiently transfer the spinning force to the workpiece plays a crucial role in determining the force distribution throughout the process.
- Spinning Speed: The rotational speed of the workpiece and the tool also influences the force required during high-power spinning. In some cases, higher rotational speeds can reduce the amount of force needed by increasing the centrifugal force and allowing for easier material deformation. However, the speed must be balanced with the material’s properties and the desired outcome of the process, as excessive speed can lead to overheating or material failure.
- Lubrication and Cooling: The application of lubrication and cooling systems can reduce friction and heat generation during the spinning process. This, in turn, lowers the overall force required to shape the material. Proper lubrication helps prevent tool wear and reduces the possibility of material cracking, while cooling systems manage the heat generated by the deformation of the material. The presence of a suitable lubrication or cooling method can, therefore, reduce the necessary spinning force by maintaining optimal conditions during the process.

Calculation of Spinning Force
The calculation of the spinning force required for a specific operation can be complex, involving a combination of theoretical models and empirical data. One of the primary equations used in calculating the required spinning force is based on the relationship between material flow stress, the geometry of the part, and the amount of deformation. A commonly used method involves determining the torque and radial force required to deform the material, which is then used to estimate the overall force required.
In the case of a thick-walled cylinder or a large part with a complex shape, the radial force (F_r) can be estimated using the following simplified equation:
Fr=σ⋅A
Where:
- σ\sigmaσ is the flow stress of the material (a function of yield strength and temperature),
- AAA is the area of the material being deformed.
For deeper and more complex shapes, such as conical or parabolic geometries, the force distribution becomes more uneven, and additional factors, such as friction and tool design, must be incorporated into the calculations.
High-Power Spinning in Industrial Applications
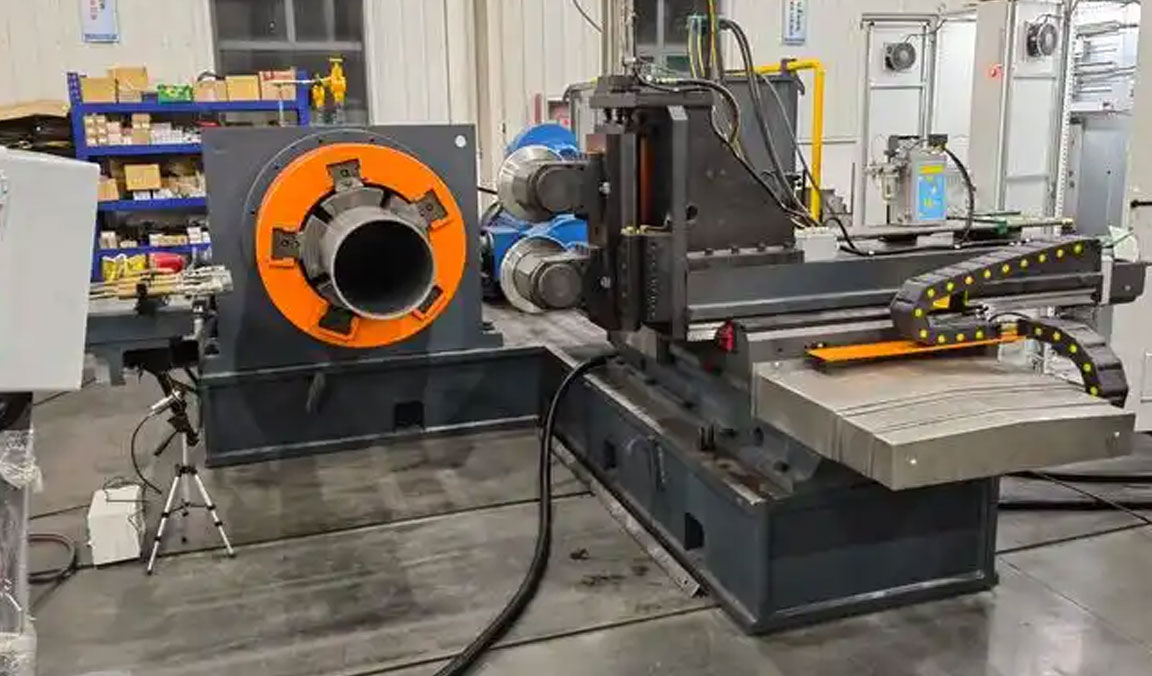
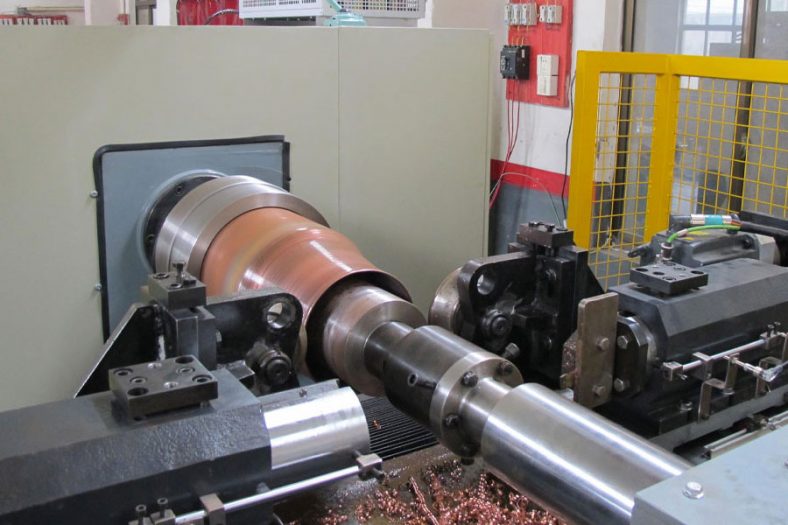
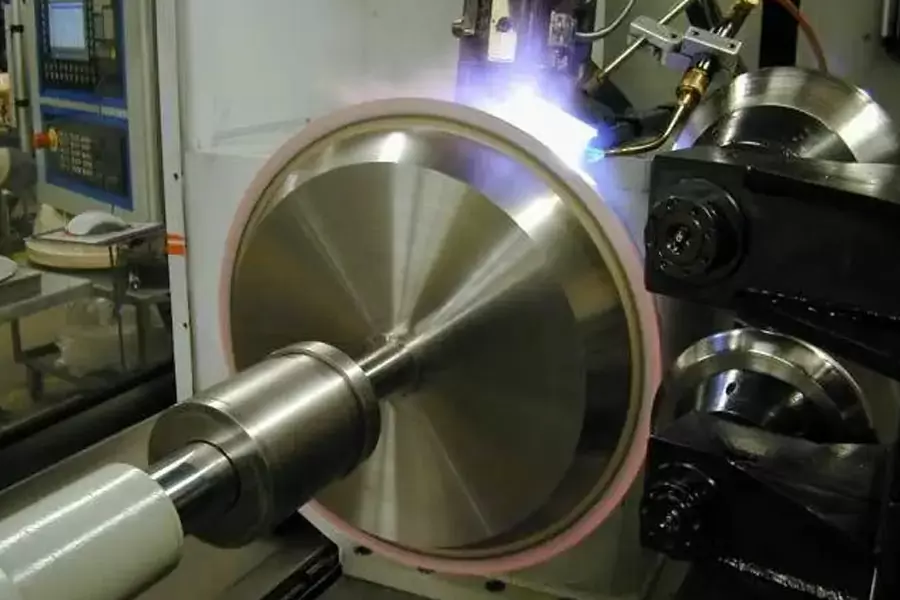
In high-power spinning, the forces involved are substantial, often requiring hydraulic assist or the use of large, high-torque machines. Industries such as aerospace, automotive, and energy often rely on high-power spinning to produce large, lightweight, yet durable parts such as aircraft fuselage components, pressure vessels, and turbine blades. The parts produced via high-power spinning must meet stringent requirements for strength, precision, and reliability, demanding careful control of the forces applied during the process.
- Aerospace: The aerospace industry frequently uses high-power spinning to produce parts such as turbine blades, heat shields, and other components that must withstand high stresses and extreme temperatures. These parts often require the deformation of high-strength materials, such as titanium alloys or Inconel, which necessitate substantial spinning forces.
- Automotive: In automotive manufacturing, high-power spinning is used to produce components such as wheels, exhaust systems, and structural parts. The forces required in these applications can vary depending on the size and material of the part, but they generally require a combination of high torque and precision to achieve the desired shape.
- Energy: In the energy sector, high-power spinning is used to manufacture large, high-strength parts such as pressure vessels, reactor components, and heat exchangers. These parts require deformation of thick-walled materials such as stainless steel or specialized alloys, and the forces involved in their production must be carefully controlled to ensure the integrity of the final product.
- Defense: Military applications also benefit from high-power spinning techniques, particularly for the production of structural components for weapons, tanks, and armored vehicles. The materials used in these applications are often thick and high-strength, requiring significant spinning forces to achieve the required shapes without compromising performance.
Challenges in High-Power Spinning
Despite its versatility and the benefits it offers in terms of material efficiency and shaping complex geometries, high-power spinning also presents several challenges that must be managed carefully to avoid defects in the final product. Some of these challenges include:
- Tool Wear: Due to the high forces involved, tools used in high-power spinning are subject to significant wear and tear. Over time, this can reduce the effectiveness of the tools, leading to inaccuracies in the final part or even tool failure. The increased force also raises the risk of tool failure, requiring regular maintenance and precise control over the process parameters.
- Material Cracking: Applying too much force or deforming the material too rapidly can lead to cracking or fracturing, especially in brittle materials. To prevent this, the spinning force must be carefully monitored and adjusted based on the material’s response to the deformation process.
- Heat Generation: The deformation of material during high-power spinning generates significant heat, which can affect both the material and the tool. Excessive heat can cause thermal distortion, material softening, or even tool failure. This is particularly critical when working with high-strength alloys or metals that are sensitive to temperature changes.
- Friction and Slip: Friction between the workpiece and the tool can significantly affect the force required for the spinning process. High friction can cause excessive heat build-up, wear on the tool, and uneven material deformation. Lubrication and the selection of appropriate tool materials are critical for managing friction.
The Shapes Achieved Of Metal Spinning Parts
Simple shapes are easy to make in less time. But for complex shapes, it requires more time because it increases steps as per the block shape.
In addition to metal spinning, Be-cu.com also offers in-house tooling, welding, abrasive polishing and hydroforming, helping to drive down your costs and streamline production. Quicker turnaround times and lower costs are two of the most attractive advantages of metal spinning. The ability to form very thick components and large diameters with uniformity and high quality at low and high quantities, are more appealing reasons to consider metal spinning.To find out if metal spinning would be beneficial for your application or end product, contact us today.
- Domed
- Flanged
- Domed with flange
- Dished
- Semi elliptical
- Hemisphere
- Flanged, dished and flued
- Trumpet







The Detail Of BE-CU Metal Spinning Company
At Be-cu.com, we use a variety of materials for metal spinning such as cold rolled steel, hot rolled steel, aluminum spinning, stainless steel spinning, brass, copper spinning and exotic metals such as titanium and inconel. Be-cu Metal Spinning Section specializes in the forming of stainless steel. With our automated metal spinning lathes and the capabilities of our deep drawing, stamping and welding equipment, our ability to form your part to your specifications and within your budget are realistic. Be-cu Metal Spun Company has over 30 years of metal forming experience and has used the large metal spinning technology for a variety of industries such as aerospace, automotive, military, ordnance, plastics, lighting, pharmaceuticals, dairy, etc…
We have engineers on staff with metal spinning expertise to help guide you on designing a custom part and choose the optimal process to produce high quality spun parts at a competitive and affordable price. Tooling is custom made to form parts to your configuration.