Stainless steel spheres are precision-engineered components widely used in industries ranging from aerospace and automotive to medical devices and decorative applications. Their production involves a complex interplay of metallurgy, mechanical engineering, and quality control to achieve the desired properties such as corrosion resistance, dimensional accuracy, and surface finish. This article provides a comprehensive exploration of the processes, materials, and technologies involved in manufacturing stainless steel spheres, delving into the scientific principles, industrial techniques, and quality assurance methods that define their production.

What Is Stainless Steel Spheres
Stainless steel spheres are spherical objects crafted from stainless steel, a family of iron-based alloys known for their corrosion resistance, durability, and aesthetic appeal. These spheres vary in size, from microscopic bearings in precision instruments to large decorative orbs in architectural designs. Their applications are diverse: they serve as ball bearings in machinery, check valves in fluid systems, grinding media in milling processes, and even as artistic elements in sculptures. The defining characteristic of stainless steel spheres is their ability to maintain structural integrity and resist environmental degradation, making them indispensable in demanding environments.
The production of stainless steel spheres is a multidisciplinary endeavor, combining metallurgy to formulate the alloy, mechanical engineering to shape and finish the spheres, and quality control to ensure precision. The process begins with raw material selection and progresses through melting, forming, heat treatment, grinding, polishing, and inspection. Each stage is governed by rigorous standards to meet the specifications required for specific applications. This article examines these stages in detail, providing a scientific and technical perspective on the manufacturing process.
Material Composition of Stainless Steel
2.1. Overview of Stainless Steel Alloys
Stainless steel is an alloy primarily composed of iron, with a minimum of 10.5% chromium by mass, which imparts its corrosion-resistant properties. The chromium forms a passive oxide layer (Cr₂O₃) on the surface, which prevents further oxidation and protects the underlying metal. Other alloying elements, such as nickel, molybdenum, and carbon, are added to enhance specific properties like strength, ductility, or resistance to specific types of corrosion.
The most common stainless steel grades used for spheres include:
- AISI 304: An austenitic stainless steel with 18% chromium and 8% nickel, offering excellent corrosion resistance and formability. It is widely used for decorative and low-load applications.
- AISI 316: Contains molybdenum (2–3%), enhancing resistance to pitting corrosion, particularly in marine environments. It is used in medical and chemical applications.
- AISI 440C: A martensitic stainless steel with high carbon content (0.95–1.20%), offering superior hardness and wear resistance, ideal for precision bearings.
- AISI 420: A martensitic grade with moderate corrosion resistance and high strength, used in less demanding bearing applications.
2.2. Alloy Selection Criteria
The choice of stainless steel grade depends on the sphere’s intended application. For example, bearings in high-speed machinery require grades like 440C for their hardness, while spheres in chemical processing equipment may use 316 for its resistance to corrosive fluids. The selection process considers factors such as:
- Corrosion Resistance: Determined by the environment (e.g., acidic, saline, or high-temperature conditions).
- Mechanical Properties: Including hardness, tensile strength, and fatigue resistance.
- Cost: Balancing performance with economic considerations, as grades like 316 are more expensive due to molybdenum content.
- Manufacturability: Some grades are easier to form or machine, affecting production efficiency.
2.3. Chemical Composition Table
The following table summarizes the chemical composition of common stainless steel grades used in sphere production:
| Grade | Chromium (%) | Nickel (%) | Molybdenum (%) | Carbon (%) | Iron (%) | Other Elements (%) |
|---|---|---|---|---|---|---|
| AISI 304 | 18.0–20.0 | 8.0–10.5 | – | ≤0.08 | Balance | Mn ≤2.0, Si ≤1.0 |
| AISI 316 | 16.0–18.0 | 10.0–14.0 | 2.0–3.0 | ≤0.08 | Balance | Mn ≤2.0, Si ≤1.0 |
| AISI 440C | 16.0–18.0 | – | ≤0.75 | 0.95–1.20 | Balance | Mn ≤1.0, Si ≤1.0 |
| AISI 420 | 12.0–14.0 | – | – | 0.15–0.40 | Balance | Mn ≤1.0, Si ≤1.0 |
This composition influences the microstructure and properties of the final product, which are further refined through heat treatment and processing.
Raw Material Preparation
3.1. Sourcing and Quality Control
The production of stainless steel spheres begins with sourcing high-quality raw materials, including iron ore, chromium, nickel, and other alloying elements. These materials are typically procured from certified suppliers to ensure consistency. Quality control at this stage involves chemical analysis using techniques like X-ray fluorescence (XRF) or inductively coupled plasma (ICP) spectroscopy to verify the composition meets the specified grade standards.
3.2. Melting and Alloying
The raw materials are melted in an electric arc furnace (EAF) or induction furnace, where temperatures exceed 1,500°C to create a homogeneous molten alloy. The process involves:
- Charging: Loading raw materials into the furnace.
- Melting: Heating to liquefy the charge, with fluxes like lime added to remove impurities.
- Refining: Adjusting the composition by adding alloying elements and removing excess carbon or sulfur through processes like argon oxygen decarburization (AOD).
- Casting: Pouring the molten steel into ingots or continuous casting molds to solidify.
The resulting billets or rods are inspected for defects using ultrasonic testing or magnetic particle inspection to ensure they are free of cracks or inclusions.
Forming Stainless Steel Spheres
4.1. Wire Drawing and Cutting
To create spheres, the stainless steel is first processed into wire or rod form. This involves:
- Hot Rolling: Reducing the billet’s cross-section at high temperatures (1,000–1,200°C) to form rods.
- Wire Drawing: Pulling the rod through a series of dies to reduce its diameter to the desired size, typically 1–10 mm for small spheres. Lubricants are used to minimize friction and surface defects.
- Cutting: The wire is cut into cylindrical segments, or “slugs,” slightly larger than the final sphere diameter to account for material loss during forming.
4.2. Cold Heading
The slugs are formed into rough spheres through cold heading, a process where the material is deformed at room temperature using high-pressure dies. The steps include:
- Feeding: Slugs are fed into a heading machine.
- Compression: A punch and die compress the slug, causing it to flow into a spherical shape. The process is rapid, producing thousands of spheres per minute.
- Ejection: The rough spheres are ejected for further processing.
Cold heading is preferred for its precision and ability to work-harden the material, improving strength. However, it generates internal stresses that must be relieved through heat treatment.
4.3. Alternative Forming Methods
For larger spheres (e.g., >50 mm), alternative methods like forging or casting may be used:
- Hot Forging: Heating the material to 1,000–1,200°C and shaping it in a press or hammer. This is suitable for large, custom spheres.
- Investment Casting: Pouring molten stainless steel into a mold with spherical cavities, used for decorative or low-precision spheres.
These methods are less common due to higher costs and lower precision compared to cold heading.
Heat Treatment
5.1. Purpose of Heat Treatment
Heat treatment is critical to optimize the mechanical properties of stainless steel spheres, relieving stresses, enhancing hardness, and improving corrosion resistance. The specific treatment depends on the alloy grade and application.
5.2. Common Heat Treatment Processes
- Annealing: Heating the spheres to 800–1,000°C and cooling slowly to relieve internal stresses and improve ductility. Used for austenitic grades like 304 and 316.
- Quenching and Tempering: For martensitic grades like 440C, spheres are heated to 1,000–1,050°C, quenched in oil or air to harden, and tempered at 150–300°C to reduce brittleness.
- Solution Annealing: Heating to 1,050–1,150°C and rapid cooling to dissolve carbides and restore corrosion resistance, commonly used for 316 spheres.
5.3. Heat Treatment Parameters Table
The following table outlines typical heat treatment parameters for common stainless steel grades:
| Grade | Process | Temperature (°C) | Cooling Method | Purpose |
|---|---|---|---|---|
| AISI 304 | Annealing | 800–1,000 | Slow (furnace) | Stress relief, ductility |
| AISI 316 | Solution Annealing | 1,050–1,150 | Water quench | Corrosion resistance |
| AISI 440C | Quenching/Tempering | 1,000–1,050 / 150–300 | Oil quench / Air | Hardness, toughness |
| AISI 420 | Quenching/Tempering | 950–1,000 / 200–300 | Oil quench / Air | Moderate hardness, strength |
5.4. Microstructural Changes
Heat treatment alters the microstructure of the stainless steel. For example, quenching 440C transforms the austenitic structure into martensite, increasing hardness. Annealing 304 promotes a stable austenitic structure, enhancing corrosion resistance. These changes are verified using metallographic analysis, where samples are polished, etched, and examined under a microscope.
Grinding and Lapping
6.1. Purpose of Grinding
After forming and heat treatment, the spheres are rough and require grinding to achieve the desired diameter and sphericity. Grinding removes excess material and corrects dimensional inaccuracies.
6.2. Grinding Process
Grinding is performed using abrasive wheels or belts, typically made of aluminum oxide or silicon carbide. The process involves:
- Rough Grinding: Using coarse abrasives to remove significant material, achieving a diameter within ±0.1 mm of the target.
- Finish Grinding: Using finer abrasives to improve surface finish and sphericity, reducing tolerances to ±0.01 mm.
The spheres are held between rotating plates or in a tumbling barrel to ensure uniform material removal. Coolants are used to prevent overheating, which could alter the material’s properties.
6.3. Lapping for Precision
For high-precision applications, such as ball bearings, lapping is employed after grinding. Lapping uses a slurry of fine abrasives (e.g., diamond or cerium oxide) between two plates to polish the spheres. This process achieves:
- Sphericity: Deviations from a perfect sphere as low as 0.000025 mm (25 nm).
- Surface Finish: Mirror-like finishes with roughness (Ra) values below 0.01 µm.
- Diameter Tolerance: ±0.0001 mm for Grade 10 bearings (per ISO 3290).
6.4. Grinding and Lapping Equipment Table
| Equipment Type | Abrasive Material | Particle Size (µm) | Purpose |
|---|---|---|---|
| Grinding Wheel | Aluminum Oxide | 50–100 | Rough material removal |
| Grinding Belt | Silicon Carbide | 20–50 | Intermediate grinding |
| Lapping Plate | Diamond Slurry | 0.5–5 | Precision finishing |
Polishing and Surface Finishing
7.1. Importance of Surface Finish
The surface finish of stainless steel spheres affects their performance in applications. A smooth surface reduces friction in bearings, improves corrosion resistance, and enhances aesthetic appeal for decorative spheres. Polishing is the final step in achieving the desired finish.
7.2. Polishing Techniques
- Mechanical Polishing: Using rotating buffs with polishing compounds (e.g., alumina or rouge) to achieve a mirror finish.
- Electropolishing: An electrochemical process where the sphere is immersed in an electrolyte and subjected to an electric current, selectively removing surface material to smooth and passivate the surface.
- Vibratory Finishing: Placing spheres in a vibrating container with abrasive media and compounds to achieve a uniform finish, suitable for large batches.
7.3. Surface Finish Standards
Surface finish is quantified using roughness parameters like Ra (average roughness) and Rz (maximum height of the profile). For precision bearings, Ra values below 0.01 µm are standard. The following table compares surface finish requirements for different applications:
| Application | Ra (µm) | Finishing Method |
|---|---|---|
| Precision Bearings | <0.01 | Lapping, Electropolishing |
| Valve Balls | 0.05–0.1 | Mechanical Polishing |
| Decorative Spheres | 0.1–0.5 | Vibratory Finishing |
Quality Control and Inspection
8.1. Dimensional Inspection
Quality control ensures that stainless steel spheres meet the required specifications. Dimensional inspection involves:
- Diameter Measurement: Using micrometers or laser gauges to verify diameter within tolerances (e.g., ±0.0001 mm for Grade 10 bearings).
- Sphericity Testing: Measuring roundness with a roundness tester, which rotates the sphere and maps deviations from a perfect sphere.
- Surface Roughness: Using profilometers to measure Ra and Rz values.
8.2. Material Testing
Material properties are verified through:
- Hardness Testing: Using Vickers or Rockwell hardness testers to ensure the spheres meet the required hardness (e.g., 58–65 HRC for 440C).
- Corrosion Testing: Exposing spheres to salt spray or acidic environments to confirm corrosion resistance, per standards like ASTM B117.
- Microstructural Analysis: Examining polished and etched samples under a microscope to verify the grain structure.
8.3. Non-Destructive Testing (NDT)
NDT methods detect internal defects without damaging the spheres:
- Ultrasonic Testing: Using high-frequency sound waves to detect voids or inclusions.
- Magnetic Particle Inspection: Applying a magnetic field and ferrous particles to reveal surface cracks in martensitic grades.
8.4. Quality Standards
Stainless steel spheres are manufactured to international standards, such as:
- ISO 3290: Defines tolerances for rolling bearings, with grades from G3 (highest precision) to G1000.
- ASTM A276: Specifies requirements for stainless steel bars and shapes.
- ASME B46.1: Governs surface texture and finish.
8.5. Inspection Parameters Table
| Parameter | Method/Equipment | Tolerance/Range |
|---|---|---|
| Diameter | Laser Gauge | ±0.0001 mm (Grade 10) |
| Sphericity | Roundness Tester | ≤0.000025 mm (Grade 10) |
| Surface Roughness | Profilometer | Ra <0.01 µm |
| Hardness | Vickers Hardness Tester | 58–65 HRC (440C) |
| Corrosion Resistance | Salt Spray Test | No pitting after 96 hr |
Applications of Stainless Steel Spheres
9.1. Industrial Applications
- Ball Bearings: Used in machinery, vehicles, and aerospace components to reduce friction and support loads. Grades like 440C are preferred for their hardness.
- Valves and Pumps: Spheres serve as check valves or flow control elements in fluid systems, leveraging the corrosion resistance of 316.
- Grinding Media: Spheres are used in ball mills to crush or mix materials, requiring high wear resistance.
9.2. Medical and Pharmaceutical Applications
- Surgical Instruments: Spheres are used in minimally invasive devices, where 316’s biocompatibility is critical.
- Drug Delivery Systems: Microspheres deliver precise doses of medication, requiring tight tolerances and smooth surfaces.
9.3. Decorative and Architectural Applications
- Sculptures and Installations: Large spheres made from 304 or 316 are polished for aesthetic appeal in public spaces.
- Furniture and Fixtures: Spheres are used as knobs or accents, combining functionality with visual appeal.
9.4. Application-Specific Requirements Table
| Application | Preferred Grade | Key Properties | Size Range (mm) |
|---|---|---|---|
| Ball Bearings | AISI 440C | High hardness, wear resistance | 0.5–50 |
| Check Valves | AISI 316 | Corrosion resistance, biocompatibility | 5–100 |
| Grinding Media | AISI 420 | Wear resistance, moderate cost | 10–50 |
| Decorative Spheres | AISI 304 | Aesthetic appeal, formability | 50–1,000 |
Environmental and Economic Considerations
10.1. Sustainability in Production
The production of stainless steel spheres has environmental impacts, including energy consumption during melting and emissions from raw material extraction. Manufacturers mitigate these through:
- Recycling: Stainless steel is highly recyclable, with up to 80% of raw materials sourced from scrap.
- Energy Efficiency: Using electric arc furnaces with lower carbon footprints compared to traditional blast furnaces.
- Waste Management: Recycling grinding swarf and polishing compounds to minimize waste.
10.2. Economic Factors
The cost of stainless steel spheres varies based on:
- Material Grade: Molybdenum-containing grades like 316 are more expensive.
- Precision Requirements: Higher grades (e.g., G10) require more processing, increasing costs.
- Volume: Mass production reduces per-unit costs through economies of scale.
10.3. Cost Comparison Table
| Grade | Cost Index (Relative to 304) | Typical Applications |
|---|---|---|
| AISI 304 | 1.0 | Decorative, low-load |
| AISI 316 | 1.5–2.0 | Medical, chemical |
| AISI 440C | 1.2–1.8 | Precision bearings |
| AISI 420 | 0.8–1.2 | Grinding media, low-cost |
Advances in Manufacturing Technology
11.1. Automation and Robotics
Modern production lines use automated systems for tasks like slug cutting, grinding, and inspection. Robotic arms handle spheres with precision, reducing human error and increasing throughput. Machine vision systems inspect surface defects in real time, ensuring consistent quality.
11.2. Additive Manufacturing
While traditional methods dominate, additive manufacturing (3D printing) is emerging for custom or small-batch spheres. Laser powder bed fusion can create complex spherical shapes, though it is currently limited by cost and surface finish quality.
11.3. Nanotechnology in Surface Treatment
Nanocoatings, such as diamond-like carbon (DLC), are applied to spheres to enhance wear resistance and reduce friction. These coatings are deposited using techniques like physical vapor deposition (PVD), extending the lifespan of spheres in high-wear applications.
Conclusion
12.1. Manufacturing Challenges
- Precision at Scale: Achieving sub-micron tolerances for large batches remains challenging, requiring advanced equipment and skilled operators.
- Material Variability: Variations in raw material quality can affect consistency, necessitating rigorous supplier controls.
- Cost vs. Performance: Balancing the use of high-performance grades like 316 with cost considerations is a constant challenge.
12.2. Future Trends
- Smart Manufacturing: Integrating IoT and AI to monitor production in real time, optimizing efficiency and quality.
- Sustainable Materials: Developing stainless steel alloys with lower environmental footprints, such as those using recycled content or alternative alloying elements.
- Microsphere Applications: Expanding the use of microspheres in fields like drug delivery and 3D printing, driving demand for ultra-precise manufacturing.
The production of stainless steel spheres is a sophisticated process that combines metallurgy, mechanical engineering, and quality control to create components critical to numerous industries. From raw material selection to final polishing, each stage is carefully controlled to achieve the desired properties, whether for precision bearings, medical devices, or decorative applications. Advances in automation, nanotechnology, and sustainable practices are shaping the future of this industry, ensuring that stainless steel spheres continue to meet the demands of modern technology and design. By understanding the science and engineering behind their production, we gain insight into the remarkable precision and versatility of these seemingly simple objects.
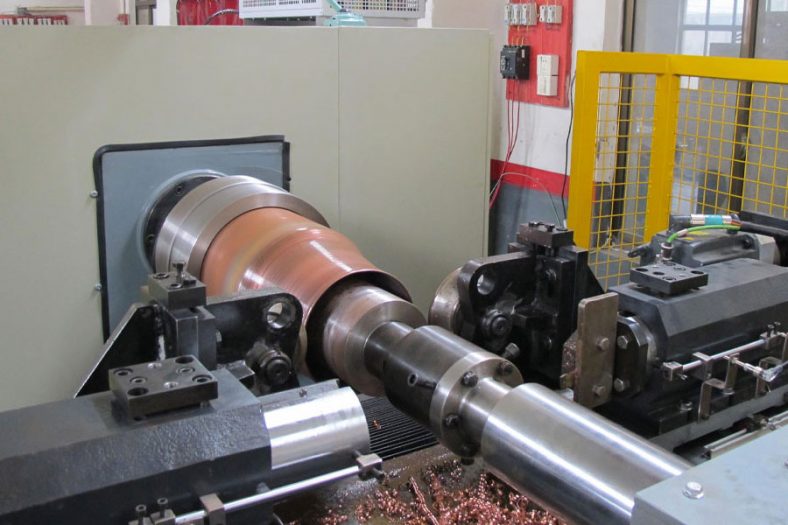
The Shapes Achieved Of Metal Spinning Parts
Simple shapes are easy to make in less time. But for complex shapes, it requires more time because it increases steps as per the block shape.
In addition to metal spinning, Be-cu.com also offers in-house tooling, welding, abrasive polishing and hydroforming, helping to drive down your costs and streamline production. Quicker turnaround times and lower costs are two of the most attractive advantages of metal spinning. The ability to form very thick components and large diameters with uniformity and high quality at low and high quantities, are more appealing reasons to consider metal spinning.To find out if metal spinning would be beneficial for your application or end product, contact us today.
- Domed
- Flanged
- Domed with flange
- Dished
- Semi elliptical
- Hemisphere
- Flanged, dished and flued
- Trumpet







The Detail Of BE-CU Metal Spinning Company
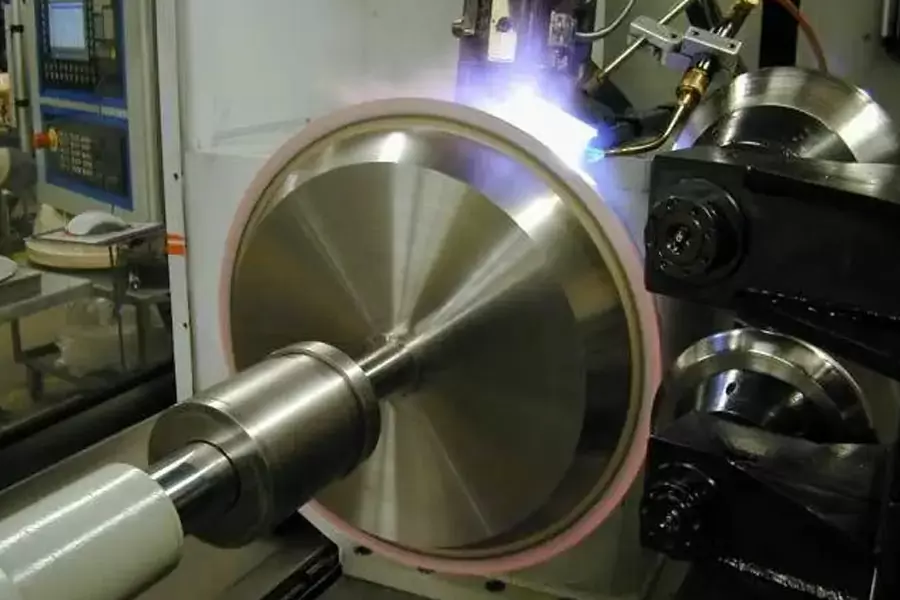
At Be-cu.com, we use a variety of materials for metal spinning such as cold rolled steel, hot rolled steel, aluminum spinning, stainless steel spinning, brass, copper spinning and exotic metals such as titanium and inconel. Be-cu Metal Spinning Section specializes in the forming of stainless steel. With our automated metal spinning lathes and the capabilities of our deep drawing, stamping and welding equipment, our ability to form your part to your specifications and within your budget are realistic. Be-cu Metal Spun Company has over 30 years of metal forming experience and has used the large metal spinning technology for a variety of industries such as aerospace, automotive, military, ordnance, plastics, lighting, pharmaceuticals, dairy, etc…
We have engineers on staff with metal spinning expertise to help guide you on designing a custom part and choose the optimal process to produce high quality spun parts at a competitive and affordable price. Tooling is custom made to form parts to your configuration.