
What is Swiss Machining? The full name of Swiss Machine is Swiss-Type Automatic Lathe, which can also be called a movable headstock CNC automatic lathe, an economical turning-milling compound machine tool, or a slitting lathe. It is a precision machining equipment that can complete lathe, milling, drilling, boring, tapping, engraving and other compound machining at the same time. Swiss Machining is mainly used for batch machining of precision hardware and shaft special-shaped non-standard parts. Traditional lathes use the tool-moving method, through the rotation of the spindle and the movement of the tool in various directions, so as to achieve the machining of the parts. The current Swiss Machine tool does not need to rotate to switch the tool, just move the props up and down, left and right, and the parts can be processed through the rotation of the spindle, and it can be fed multiple times. Therefore, compared with traditional lathes, Swiss Machine can use the center guide bushing to make the products produced with higher precision, so as to realize the machining of slender shaft parts with greater advantages.
It is only suitable for machining with diameters of 32mm and below. Moreover, the requirements for the roundness of the material are relatively high, because it needs to pass through the entire spindle, chuck, guide sleeve and other parts. In addition, there are relatively high requirements for the straight line of the material.
The Application Areas Of Swiss Machining:Swiss Machining can complete the complex machining characteristics of turning, milling, drilling, boring, tapping, and engraving at the same time. It is mainly used for precision hardware and shaft special-shaped non-standard in the medical, military, auto parts, hardware, electronics, clocks, communications and other industries. Batch machining of pieces.



The Detail Of BE-CU Prototype Company
If you need intricate components fabricated by a reliable precision CNC parts manufacturer, you can trust with CNC Swiss machining services offered at be-cu prototype, which is a China top cnc machining company that is specialized in CNC services and precision hardware production for decades of years, and have the capability to provide Swiss CNC machining services with the latest Swiss turning and machining technology for the manufacturing needs of various industries all over the world. With advanced Swiss lathe and Swiss machines, as well as other manufacturing facilities, our seasoned experts and technicians can give you the most cost-effective solutions and produce the highest quality Swiss machined parts based on the industry standards and customer requirements. From 5 axis milling service to CNC Swiss machining services, from Swiss CNC turning to wire EDM, no matter what type of CNC components you call for, our team will help you to approach the standard. Welcome to contact us to get a free quote fast.
-

Swiss Machining And Bending 304 Hand Sewing Needle For Textile Machinery
-

Automatic Swiss Turning Stainless Steel 316L U-bolt
-

CNC Turning-Milling Machining Copper Facial Massage Roller
-

Swiss Turning Stainless Steel 17-4 PH Positioning Bushing
-

Precision Swiss Turning Titanium Alloy Medical Shaft
-

Swiss Turning 304 Stainless Steel Medical Threaded Rod
-

Screw CNC Machining Non-Standard Mandrel Tube Shaft
-

Swiss CNC Machining And Turning Brass 360 Shaft
The History Of Swiss Cnc Machine

This machine tool first originated in Germany and Switzerland, and was mainly used for precision machining of military equipment in the early stage. With the continuous development and expansion of the industrialization process, due to the urgent needs of the market, it is gradually used in the machining of civilian products; the development of similar machine tools in Japan and South Korea Earlier than China, it was mainly used in the military industry in the early days. After the war, it was gradually used in the manufacturing industry with the development of the demand. Later, China Taiwan introduced this technology and independently developed this type of equipment for different machining needs.
Swiss machine has a qualitative leap in machining efficiency and machining accuracy compared to CNC lathes. Thanks to the dual-axis arrangement of tools, the machining cycle time is greatly reduced. By shortening the tool exchange time between the gang tool and the opposed tool station, multiple tools Table overlap function, effective axis movement overlap function of thread chip, direct spindle indexing function during secondary machining, realize the shortening of idling time. The chip cutting tool has always been processed in the clamping part of the spindle and the workpiece to ensure the constant accuracy of the machining. The maximum machining diameter of the Swiss machine on the market is 38mm, which has a great advantage in the precision shaft machining market. This series of machine tools can be equipped with automatic feeding devices to realize fully automated production of a single machine tool, reducing labor costs and product defect rates. It is very suitable for mass production of precision shaft parts.
Therefore, compared with traditional lathes, Swiss Machine can use the center guide bushing to make the products produced with higher precision, so as to realize the machine of slender shaft parts with greater advantages.
When moving, you can move according to the directions of the Z2, X2 and C2 axes. It can be moved at will in each direction. The main function is to be able to assist the spindle in machine and splicing. Some products need to be processed in the subsequent machine. For machine on the corresponding tool post on the counter axis, a special control channel separate from the main shaft is used during machine, which can achieve complementary intervention with the main shaft. In the actual application process, the two shafts All of them need to be processed at the same time. Such an operation mode can effectively shorten the overall machine efficiency of the product.

The Features And Advantages Of Swiss Machining
Compared with conventional CNC machining technology, the outstanding advantages of compound machining are mainly manifested in the following aspects:
- – Shorten the product manufacturing process chain and improve production efficiency. Turning and milling combined machining can complete all or most of the machining procedures at one time, thereby greatly shortening the product manufacturing process chain. In this way, on the one hand, the production assistance time caused by the change of the installation card is reduced, and the manufacturing cycle and waiting time of the tooling fixture are also reduced, which can significantly improve the production efficiency.
- – Reduce the number of clamping and improve machining accuracy. The reduction in the number of card loading avoids the accumulation of errors due to the conversion of positioning benchmarks. At the same time, most of the turning-milling composite machining equipment has the function of online detection, which can realize the in-situ detection and precision control of key data in the manufacturing process, thereby improving the machining accuracy of the product.
- – Reduce floor space and production cost. Although the price of a single unit of turning-milling composite machining equipment is relatively high, the overall fixed assets can be effectively reduced due to the shortening of the manufacturing process chain and the reduction of equipment required for products, as well as the reduction in the number of fixtures, workshop area and equipment maintenance costs. The cost of investment, production operation and management.
What Are The Guide Bushing Modes Of Swiss Machine
There are mainly two modes, one is with a guide bush and the other is without a guide bush. Another thing to note is that because the Swiss Machine uses long rods for machining, there must be enough at the end that can be used for clamp clamping , So there will be some tailing phenomenon under normal circumstances.
The difference between no guide bushing mode and guide bushing mode
No guide bushing mode
The non-guide bushing mode is equivalent to the working principle of the cutter. Since a certain force will be generated when the material is bent or processed, if the processed part is far away from the material clamping position, it will be difficult to achieve a high-precision cutting process. Therefore, under normal circumstances, the ratio of the extension length of the material to the material diameter (slenderness ratio) during processing is within 3-3.5, which is more suitable for short parts; since there is no guide sleeve part in the middle, the final tail material can be reduced to about 30mm .
With guide sleeve mode
In order to process slender shaft products, a material-supporting mechanism (guide bushing) is installed between the chuck and the tool. The guide bushing supports the material near the tool. Therefore, the bending of the material caused by the force generated during processing can be reduced. Achieve high-precision processing, but the tail material will be longer.
The Structure Of Swiss Machine
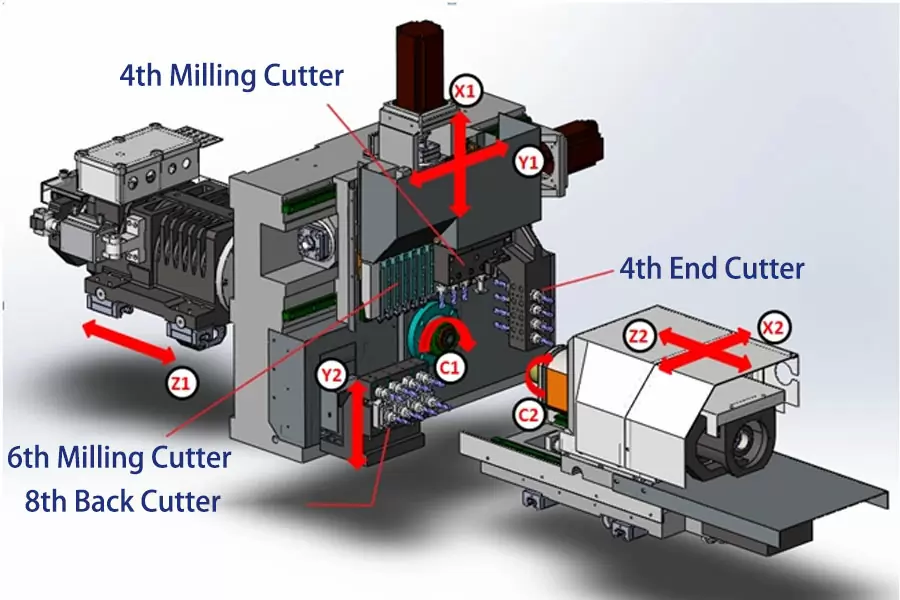
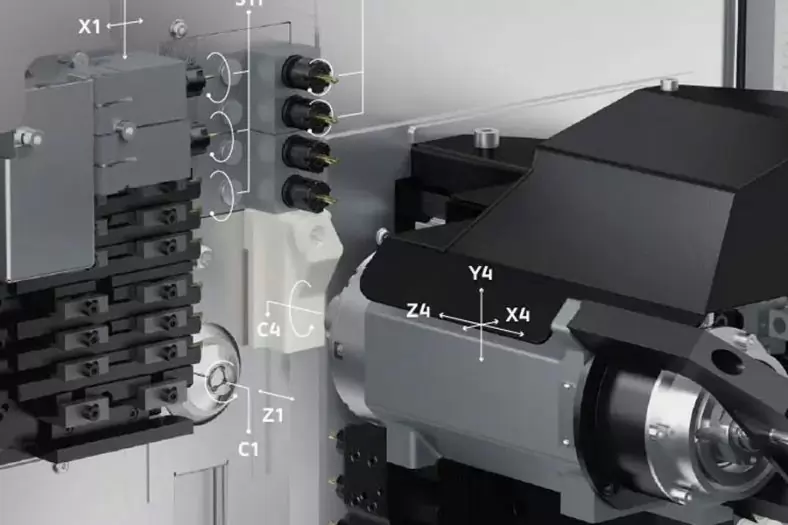
1. Spindle
It can carry out multiple feeding tasks, and can move in any direction according to the Z1 axis and C1 axis when it is hard.
2. Sub-spindle
When moving, you can move according to the directions of the Z2, X2 and C2 axes. It can be moved at will in each direction. The main function is to assist the spindle in machining and material splicing. The subsequent machining of some products requires For machining on the corresponding tool post on the counter axis, a special control channel separate from the main shaft is used during machining, which can achieve complementary intervention with the main shaft. In the actual application process, the two shafts All of them need to be processed at the same time. Such an operation mode can effectively shorten the overall machining efficiency of the product.
3. Tool holder
The tool post is divided into four parts, mainly the turning tool, the side power head, the end face and the fixed seat in the direction of the counter shaft end face.
The position of the turning tool on the tool post of the spindle can perform good operations on the process of turning groove, turning outer diameter and so on. The side power is milling, drilling, and tapping. The fixing seats of the end face and the counter shaft end face are mainly used for milling, drilling and tapping some parts.
The Design Features Of Swiss Machine
Because the structure of Swiss Machine is different from traditional CNC lathes, the machining efficiency and machining accuracy of Swiss Machine are higher than those of CNC lathes. Swiss Machine adopts two-axis arrangement of tools. This design greatly saves the machining cycle time. By shortening the tool exchange time between the gang tool and the opposed tool station, the function of multiple tool station overlap and thread chip effective axis movement overlap function is realized. , Direct spindle indexing function during secondary machine, shorten the actual idle time.
In the machining process of the spindle and the clamping part of the workpiece, the chip cutting tool has always played a very important role, and it provides a strong guarantee for the constant machining accuracy. As far as the Swiss Machine market is concerned, 38mm is its largest machining diameter, which gives Swiss Machine a great advantage in the precision shaft machining market. This series of machine tools can also be equipped with automatic feeding devices to realize fully automated production of a single machine tool, reducing labor costs and defective products in the production process, and can be used to produce large quantities of precision shaft parts.
The Difference Between Swiss Cnc Machine And CNC Lathe
CNC Swiss machine is one of the equipment of CNC lathe.
The traditional CNC lathe is mainly based on the tool-moving mode, which is called the tool-moving machine. The product is held in a single clamping position, and the product is processed through the rotation of the spindle and the movement of the tool; while the Swiss machine uses the tool at a fixed position and passes The movement and rotation of the main shaft process the product and support multiple feeding.
Therefore, compared with the cutting machine tool, when the Swiss machine is turning, the bar feeds axially through the center guide sleeve, and the cutting point of the tool is close to the mouth end of the guide sleeve. The rigidity is good, which eliminates the bar material under the cutting pressure of the tool. Deformation ensures the accuracy of the parts, and it has the advantage of processing slender shaft parts.
However, the Swiss machine normally only supports batch processing of long bars; it cannot be processed in a single piece with short materials like a knife feeder. At the same time, because the bar material needs to pass through the entire spindle, chuck, and guide sleeve, the Swiss machine also has higher requirements on the straightness and ovality of the raw material.
The Model Of CNC Swiss Machine
The model naming is generally named based on the maximum machining diameter, the number of spindles and the number of moving axes of the equipment.
1.Swiss Machining Diameter Range:
Because the processing uses long rods as raw materials, and the raw materials must pass through the spindle, in order to make the processing accuracy more stable, the Swiss machine determines the processing range according to factors such as the eccentricity of materials with different diameters, the spindle power, and the spindle speed.
At present, the main models of Swiss machines made in China are 16, 20, 25/26, and 32mm.
2.Number Of Moving Axes And Spindles:
Conventional Swiss machines are divided into single-spindle models and double-spindle models according to the number of spindles.
The single-spindle model consists of the Z-axis of the spindle and the X and Y-axes of the tool post, so it is also called a three-axis Swiss machine and is controlled by a system channel.
In addition to the X, Y, and Z moving axes of the single-spindle model, the dual-spindle model adds a sub-spindle. Controlled by two or more independent system channels.
In terms of processing capacity, the single-spindle model can only complete the process of 5 sides of the product, and the cut surface cannot be processed. Moreover, when cutting the product, it is affected by the eccentricity of the product when it is rotated and the weight of the product. Before the center point of the product, the product has been broken by itself, so there will be tail nails and burrs. Those with higher requirements on the product require secondary treatment to remove the burrs. This disadvantage cannot be avoided.
The dual-spindle model is based on the single-spindle finishing process, the sub-spindle takes over the product of the main spindle, and the sixth surface is processed on the tool post of the sub-spindle. At the same time, because the sub-spindle is an independent channel, after the sub-spindle is connected to the product of the main shaft, the main spindle immediately starts to process the next product. The sub-spindle runs at the same time to process the sixth surface. Both sides run simultaneously, which greatly shortens the overall processing. s efficiency.