Metal spinning, also referred to as spin forming or metal turning, is a metalworking process by which a flat metal disc or tube is rotated at high speed and formed into an axially symmetric part using tools and rollers. The process has been utilized for centuries, evolving from rudimentary manual techniques to sophisticated, computer-controlled operations in modern manufacturing. One of the critical variables influencing the outcome of the metal spinning process is the thickness of the metal being worked. Metal thickness directly impacts the mechanics of deformation, the forces required, tool wear, surface finish, dimensional accuracy, and the overall feasibility of producing a given part.

This article explores in exhaustive detail how metal thickness affects the spinning process, delving into the physics, material science, engineering considerations, and practical implications of this parameter. Accompanying the discussion are detailed tables that provide quantitative comparisons to enhance the scientific rigor of the analysis.
The fundamental principle of metal spinning involves plastic deformation, where a metal blank—typically a circular sheet or preformed tube—is clamped against a rotating mandrel and shaped by the application of localized pressure. The mandrel defines the internal geometry of the finished part, while the external shape is dictated by the motion and force of the spinning tool, often a roller or a series of rollers. The thickness of the starting metal blank plays a pivotal role in determining how the material responds to these forces, as well as the limits of deformation before defects such as cracking, wrinkling, or thinning occur. As we examine this relationship, it becomes apparent that metal thickness is not merely a static parameter but a dynamic factor interwoven with material properties, spinning techniques, and equipment capabilities.
Mechanics of Metal Spinning and Thickness Effects
At its core, metal spinning is a process of controlled material flow. When a metal sheet is spun, it undergoes a combination of tensile, compressive, and shear stresses, depending on the region of the blank and the stage of forming. The thickness of the metal influences the magnitude and distribution of these stresses. Thicker metals require greater force to deform due to their increased resistance to bending and stretching, stemming from a higher cross-sectional area and moment of inertia.
Conversely, thinner metals deform more readily but are prone to instability, such as buckling or tearing, under excessive force or insufficient support.The stress-strain behavior of the metal is governed by its yield strength, ultimate tensile strength, and ductility, all of which interact with thickness. For a thicker blank, the volume of material resisting deformation is greater, leading to a higher force requirement for the spinning tool to initiate plastic flow. This can be expressed through the basic equation for bending stress in a sheet:
σ=Mc/I
where:
- σ \sigma σ is the bending stress,
- M is the bending moment applied by the spinning tool,
- c is the distance from the neutral axis to the outer surface (half the thickness for a symmetric sheet),
- I is the moment of inertia, proportional to the cube of the thickness (I=bh312 I = \frac{bh^3}{12} I=12bh3 for a rectangular cross-section, where h h h is thickness and b b b is width).
For a thicker sheet, I increases dramatically, reducing the stress for a given moment, but the moment M must increase proportionally to achieve the same degree of deformation. This relationship underscores why thicker metals demand more robust equipment and higher energy input during spinning.
In contrast, thinner sheets exhibit lower resistance to bending but are more susceptible to localized thinning or rupture. During spinning, as the metal is drawn radially inward toward the mandrel, the outer regions of the blank experience tensile stretching. For thin sheets, this can lead to excessive thinning, where the thickness reduces beyond acceptable tolerances, compromising the structural integrity of the part. The percentage reduction in thickness can be modeled as:
Δt={t0−tf/t0}×100
where:
- Δt \Delta t Δt is the thickness reduction percentage,
- t0 is the initial thickness,
- tf is the final thickness after spinning.
For thicker blanks, the absolute reduction in thickness may be greater, but the relative reduction (Δt \Delta t Δt) is typically smaller due to the larger initial value of t0 t_0 t0, making thicker materials more forgiving in terms of maintaining dimensional stability.
Material Properties and Thickness Interactions
The effect of thickness on spinning is further modulated by the material properties of the metal. Common spinning materials include aluminum, steel, copper, brass, and titanium, each with distinct mechanical characteristics. For instance, aluminum alloys, known for their high ductility, can tolerate significant deformation even at thinner gauges, whereas brittle materials like certain high-strength steels may crack if spun at excessive thickness due to limited elongation capacity.

Ductility, defined as the ability of a material to undergo plastic deformation without fracturing, decreases with increasing thickness in some cases due to microstructural factors. Thicker sheets may contain more internal defects, such as inclusions or voids, which act as stress concentrators during spinning. In thinner sheets, these defects are less prevalent per unit volume, but the reduced cross-section amplifies the impact of any flaw, making surface quality and uniformity critical.
Work hardening, or strain hardening, is another phenomenon influenced by thickness. As the metal is deformed, dislocations within the crystal lattice multiply, increasing the material’s strength but reducing its ductility. In thicker blanks, the outer layers may harden more rapidly than the inner layers due to differential strain rates, creating a gradient of mechanical properties across the thickness. This can lead to uneven deformation, particularly in manual spinning, where tool pressure is less precisely controlled. For thin blanks, work hardening occurs more uniformly, but the material may reach its ductility limit sooner, necessitating annealing (heat treatment) between spinning passes to restore formability.
Spinning Techniques and Thickness Considerations
Metal spinning encompasses several techniques—conventional spinning, shear spinning, and tube spinning—each affected differently by metal thickness. In conventional spinning, the blank is gradually formed over the mandrel without intentionally altering its thickness, relying on bending and stretching. Thicker blanks require multiple passes with incremental tool adjustments, as a single pass may exceed the material’s formability or the machine’s capacity. Thin blanks, while easier to form in a single pass, are prone to wrinkling if the tool applies excessive radial force without adequate support.
Shear spinning, by contrast, deliberately reduces the thickness of the blank to match the sine law, where the final thickness tf t_f tf is related to the initial thickness t0 t_0 t0 and the angle of the mandrel α \alpha α by:
tf=t0sin(α)
Here, thicker blanks are advantageous because they provide a greater initial thickness to work with, allowing for larger reductions while maintaining a viable final thickness. Thin blanks, however, may become too thin after shearing, falling below structural requirements or leading to perforation.
Tube spinning, used to form cylindrical parts from tubular preforms, also exhibits thickness-dependent behavior. Thicker-walled tubes resist buckling under compressive forces but require higher power to reduce their diameter or wall thickness. Thinner tubes deform more easily but may collapse if not properly supported by internal mandrels or if the roller pressure is miscalibrated.
Equipment and Tooling Implications
The thickness of the metal dictates the specifications of the spinning lathe, tooling, and auxiliary equipment. Thicker blanks necessitate machines with higher torque and horsepower, as the energy required to deform the material scales with thickness. For example, spinning a 5 mm thick steel plate demands significantly more power than spinning a 1 mm thick aluminum sheet, often requiring hydraulic or CNC-controlled lathes over manual ones.
Tool wear is another critical factor. Thicker metals exert greater contact pressure on the spinning roller, accelerating wear and necessitating harder tool materials, such as carbide or coated steel. Thin metals, while less demanding on tools, may cause uneven wear if they wrinkle or vibrate during spinning, leading to surface imperfections on the roller that degrade subsequent parts.
Lubrication also interacts with thickness. Thicker blanks generate more heat due to increased frictional forces and internal deformation energy, requiring robust lubricants to prevent galling or tool sticking. Thin blanks produce less heat but may require lubricants to reduce surface scratching, as their lower rigidity makes them more susceptible to tool marks.
Surface Finish and Dimensional Accuracy
The surface finish of a spun part is influenced by thickness through its effect on material flow and tool interaction. Thicker blanks tend to retain surface imperfections from the initial sheet—such as rolling marks or scratches—because the relative deformation is smaller. Thin blanks, undergoing greater proportional stretching, may smooth out minor defects but are prone to tool-induced marks if the roller pressure is inconsistent.
Dimensional accuracy is similarly thickness-dependent. Thicker parts resist springback (elastic recovery after deformation) due to their higher stiffness, improving conformance to the mandrel. Thin parts, with lower stiffness, exhibit more springback, requiring over-forming or post-spinning calibration to achieve precise dimensions.
Practical Examples and Case Studies
Consider the spinning of a 3 mm thick stainless steel disc into a conical shape versus a 0.5 mm thick aluminum disc for the same geometry. The stainless steel, with its higher strength and thickness, requires a CNC spinning lathe with a 10 kW motor and multiple passes, achieving a thickness reduction of 10-15% without cracking. The aluminum, being thinner and softer, can be spun manually in one pass but risks wrinkling if the roller advances too quickly, with a potential thickness reduction of 20-30%.
In aerospace applications, titanium components with thicknesses of 2-4 mm are spun into complex shapes like engine cowlings. The thickness ensures structural integrity under high loads, but the process demands precise control to avoid tearing, given titanium’s moderate ductility. Conversely, thin copper sheets (0.8-1.2 mm) are spun into decorative bowls, where aesthetic finish trumps strength, and thickness variations are more tolerable.
Comparative Tables
Below are detailed tables comparing the effects of metal thickness across key spinning parameters for common materials.
Table 1: Force Requirements vs. Thickness
| Material | Thickness (mm) | Yield Strength (MPa) | Force Required (kN) | Notes |
|---|---|---|---|---|
| Aluminum 6061 | 0.5 | 276 | 5 | Low force, high risk of wrinkling |
| Aluminum 6061 | 3.0 | 276 | 25 | Multiple passes needed |
| Stainless Steel | 1.0 | 520 | 15 | Moderate force, good stability |
| Stainless Steel | 5.0 | 520 | 80 | High force, robust equipment required |
| Copper | 0.8 | 70 | 4 | Easy to form, prone to surface marks |
| Copper | 2.5 | 70 | 12 | Smooth forming, less thinning |
Table 2: Thickness Reduction in Shear Spinning
| Material | Initial Thickness (mm) | Mandrel Angle (°) | Final Thickness (mm) | Reduction (%) |
|---|---|---|---|---|
| Aluminum 5052 | 2.0 | 30 | 1.0 | 50 |
| Aluminum 5052 | 4.0 | 30 | 2.0 | 50 |
| Steel 1018 | 1.5 | 45 | 1.06 | 29.3 |
| Steel 1018 | 3.0 | 45 | 2.12 | 29.3 |
| Titanium Grade 2 | 2.5 | 60 | 2.17 | 13.2 |
| Titanium Grade 2 | 5.0 | 60 | 4.33 | 13.2 |
Table 3: Tool Wear Rates
| Material | Thickness (mm) | Tool Material | Wear Rate (mm³/part) | Lubrication Used |
|---|---|---|---|---|
| Aluminum 3003 | 1.0 | Hardened Steel | 0.01 | Mineral Oil |
| Aluminum 3003 | 4.0 | Carbide | 0.03 | Synthetic Grease |
| Steel 304 | 2.0 | Carbide | 0.05 | High-Pressure Emulsion |
| Steel 304 | 6.0 | Coated Carbide | 0.08 | High-Pressure Emulsion |
| Brass | 1.5 | Hardened Steel | 0.02 | Water-Based Lubricant |
| Brass | 3.0 | Hardened Steel | 0.04 | Water-Based Lubricant |
Advanced Considerations
Beyond basic mechanics, advanced spinning processes like flow forming—a hybrid of spinning and extrusion—amplify thickness effects. In flow forming, the metal is intentionally thinned and elongated, often reducing thickness by 50-80%. Thicker blanks are preferred here, as they provide sufficient material volume to achieve the desired length and thickness profile without breaking. Thin blanks, while viable for shallow forms, lack the mass for extensive elongation, limiting their application.
Finite element analysis (FEA) is increasingly used to model thickness effects in spinning. Simulations reveal stress concentrations, thinning patterns, and failure points as a function of thickness, allowing engineers to optimize tool paths and blank dimensions before production. For example, FEA of a 2 mm thick steel cone might predict a 0.3 mm thinning at the apex, guiding adjustments to prevent rupture.
Conclusion
Metal thickness is a cornerstone parameter in the spinning process, influencing every aspect from force requirements and material flow to equipment selection and part quality. Thicker metals offer stability and strength at the expense of formability and cost, while thinner metals provide flexibility and efficiency but demand precision to avoid defects. Through careful selection of thickness, aligned with material properties and spinning techniques, manufacturers can achieve optimal outcomes tailored to specific applications. The tables and analyses presented here underscore the scientific complexity of this relationship, providing a foundation for further research and practical implementation in metal spinning.
The Shapes Achieved Of Metal Spinning Parts
Simple shapes are easy to make in less time. But for complex shapes, it requires more time because it increases steps as per the block shape.
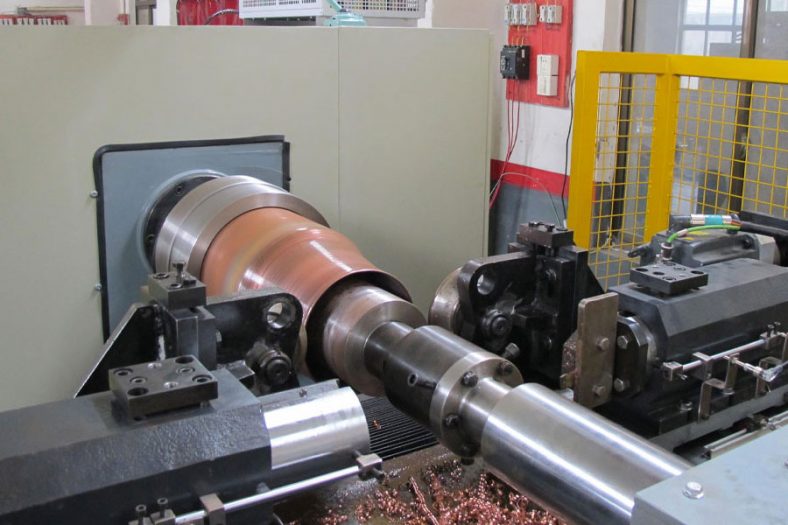
In addition to metal spinning, Be-cu.com also offers in-house tooling, welding, abrasive polishing and hydroforming, helping to drive down your costs and streamline production. Quicker turnaround times and lower costs are two of the most attractive advantages of metal spinning. The ability to form very thick components and large diameters with uniformity and high quality at low and high quantities, are more appealing reasons to consider metal spinning.To find out if metal spinning would be beneficial for your application or end product, contact us today.
- Domed
- Flanged
- Domed with flange
- Dished
- Semi elliptical
- Hemisphere
- Flanged, dished and flued
- Trumpet







The Detail Of BE-CU Metal Spinning Company
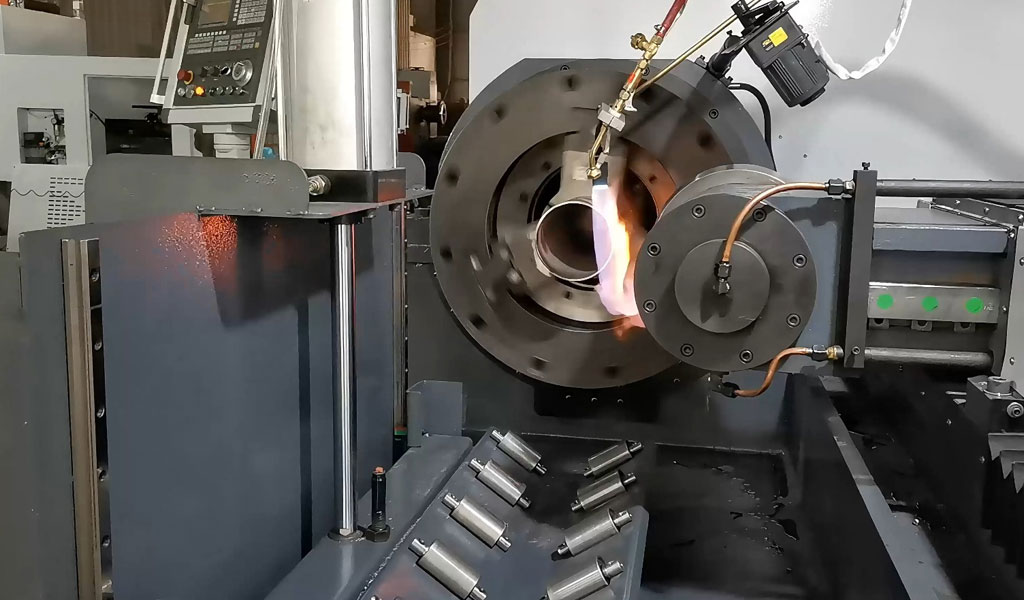
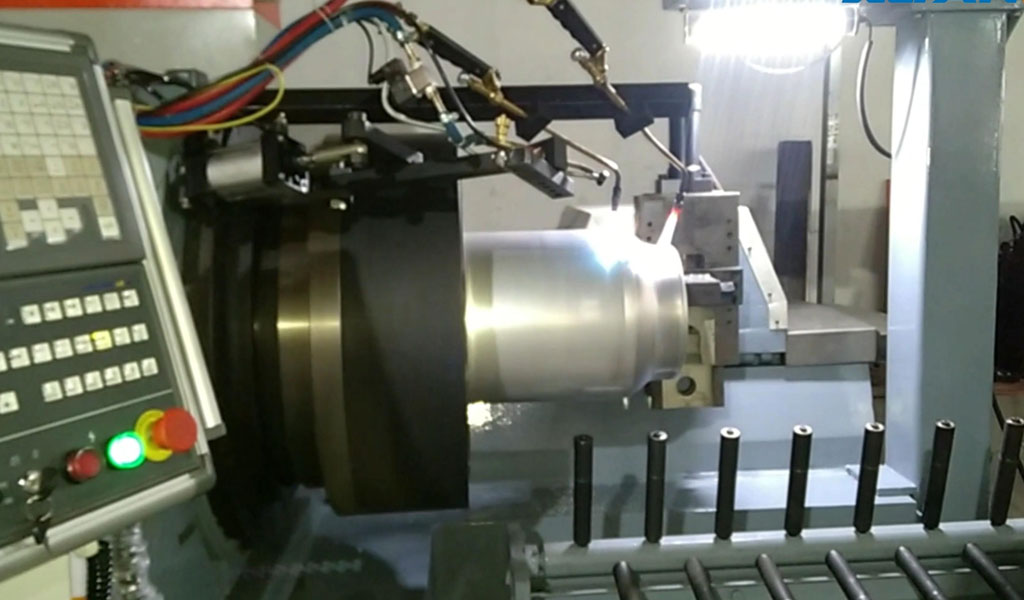
At Be-cu.com, we use a variety of materials for metal spinning such as cold rolled steel, hot rolled steel, aluminum spinning, stainless steel spinning, brass, copper spinning and exotic metals such as titanium and inconel. Be-cu Metal Spinning Section specializes in the forming of stainless steel. With our automated metal spinning lathes and the capabilities of our deep drawing, stamping and welding equipment, our ability to form your part to your specifications and within your budget are realistic. Be-cu Metal Spun Company has over 30 years of metal forming experience and has used the large metal spinning technology for a variety of industries such as aerospace, automotive, military, ordnance, plastics, lighting, pharmaceuticals, dairy, etc…
We have engineers on staff with metal spinning expertise to help guide you on designing a custom part and choose the optimal process to produce high quality spun parts at a competitive and affordable price. Tooling is custom made to form parts to your configuration.